
■ Moldex3D/ 林秀春 協理
【內容說明】
隨著塑膠製品應用廣泛越來越輕薄, 高分子塑膠加工的發展,化工合成高分子材料,分別有熱固性、熱塑性等二大類,每種高分子材料,各自有其獨特的性質與應用產品。
本文討論熱塑性的工程塑膠填加玻璃纖維(Fiber) 可以改善射出成型之結構件強度。在塑膠材料添加玻璃纖維的成型重點方面,若玻璃纖維含量百分比愈高,則愈不容易流動,所以常見工程塑料一般添加10%~40%,原則上塑膠製品強度隨著玻璃纖維含量增加而增加,但因模穴內塑料的流動會影響玻璃纖維排列方向,可分為流動方向與垂直方向,沿著流動方向的玻璃纖維排列使製品機械強度較強,但若沿著垂直方向排列則強度會減少一半以上,且二個不同纖維配向也會有不同的收縮行為,可能相差二倍以上(可參考每家材料商所提共的CLTE 數據,若需要進一步的材料量測性質相關數據,科盛的材料量測實驗室可以提供測料服務),射出模具經過冷卻與收縮脫模之後容易造成翹曲變形。
在未開模前利用專業的Moldex3D 模流軟體可看到纖維對流動的影響與翹曲變形的結果,以下圖片皆為案例應用的說明與結果分享。敬請參考以下重點說明:
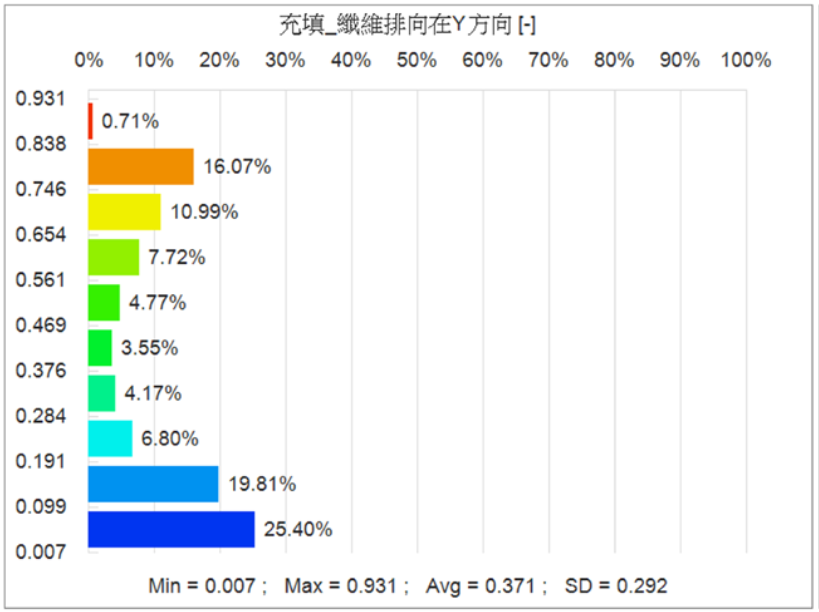
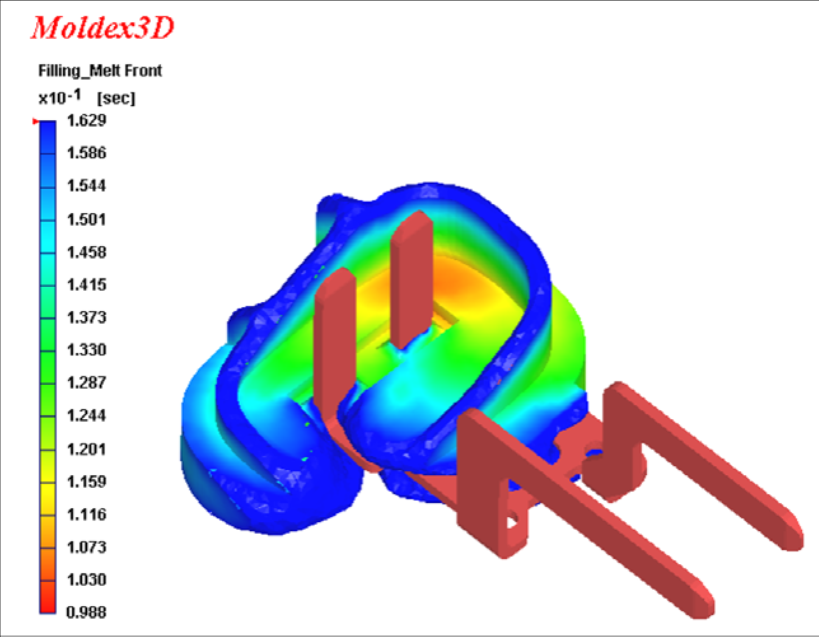
圖1:纖維配向的統計圖;圖2:由塑料的流動波前得知波前的流動行為 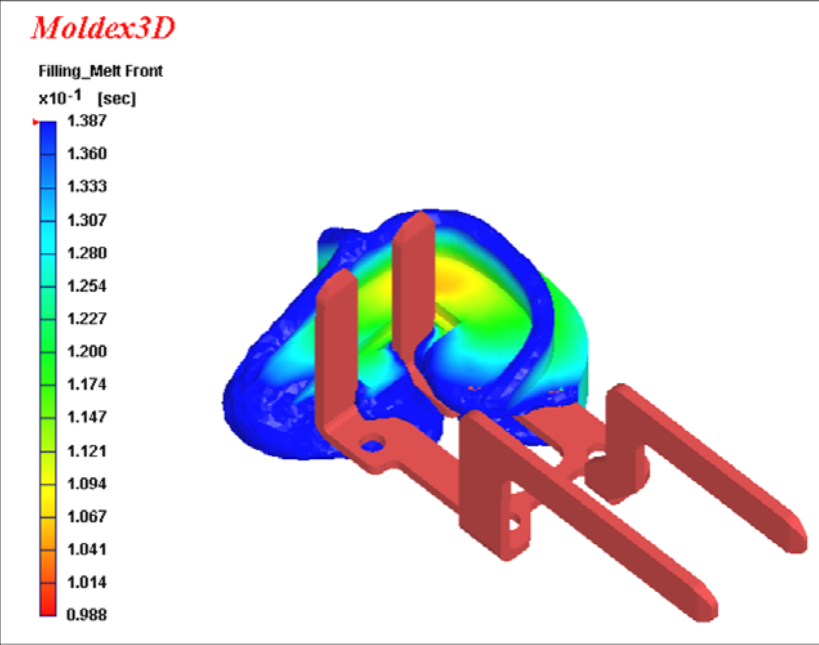
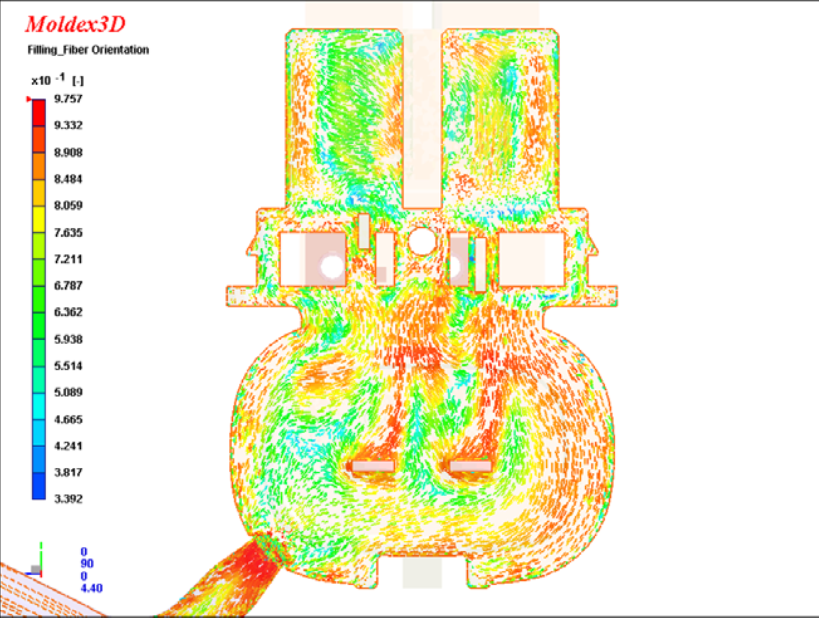
圖3:由塑料的流動波前得知波前的流動行為;圖4:鐵件埋入區域形成纖維配向排列整齊
- 圖1 為纖維配向的統計圖,數字越大,則配向越高。
- 由圖2、圖3 塑料的流動波前可以看到因有鐵件埋入區域造成流動必須翻越過後鐵件形成二股波前會合,再會合時候產生很長的結合線,波前改變就會影響纖維的排列方式。
- 圖4 說明鐵件埋入區域形成沿著結合線產生纖維配向排列整齊,紅色區代表排列的方向整齊且平行,如此會讓結合強度變更弱。圖4 中紅色與藍色的色桿顯示塑料當下的纖維配向向量分布情形,1/3 代表配向為隨機(random) 配向;1 代表纖維被100%配向,配向值越高代表纖維被流場在該方向配向的程度越高。
一般有加纖維的料一定會有纖維配向,所以務必要檢查配向嚴重發生在哪些區域。一般主要發生在有結構的區域,如鎖螺絲裝配或者結合線區域,這些都是最不佳的位置,容易發生裂解破裂的問題。或要求產品尺寸的變形量值,透過設計不同可利用模流找出控制纖維配向的方法,如此便能事先避免以上問題。
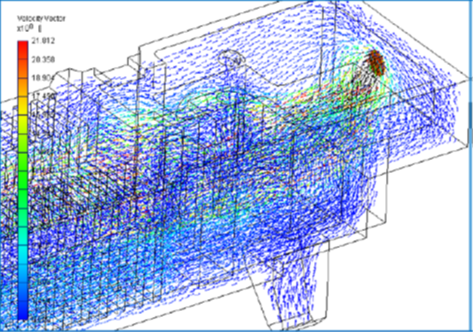
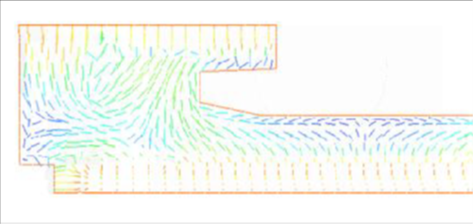
圖5:由塑料的流動波前得知波前的流動行為 圖6:由剖面圖可以看到纖維在局部轉角的配向行為
- 從圖5 中可知,塑料進入模穴後因肉厚不同,使流速也不同,故在膜腔內就會有速度場分布的差異。
- 圖6 為產品剖面纖維分布位置圖。
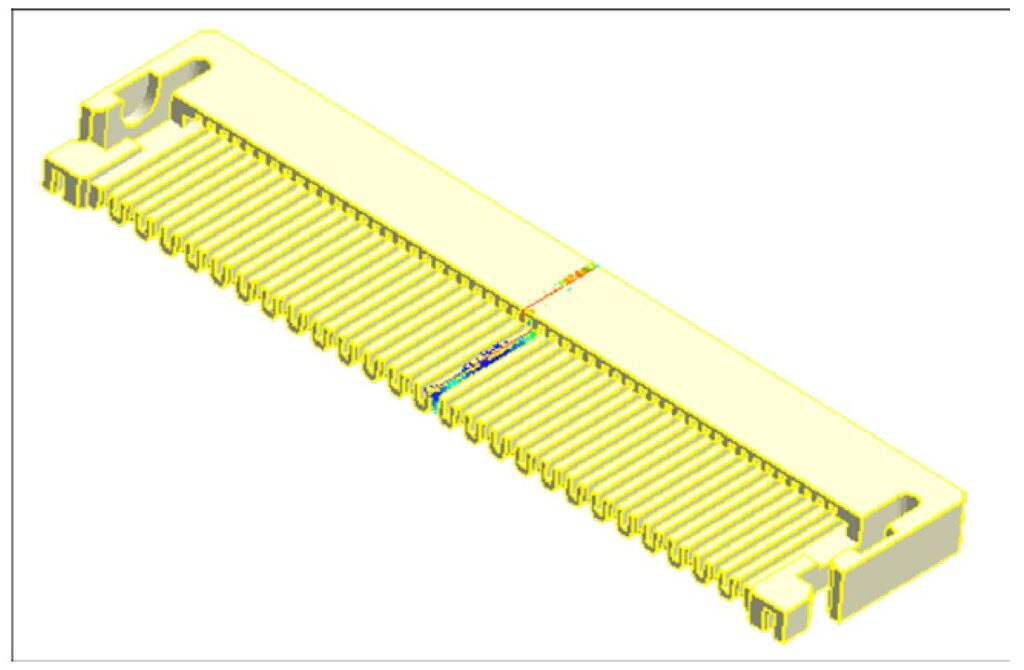
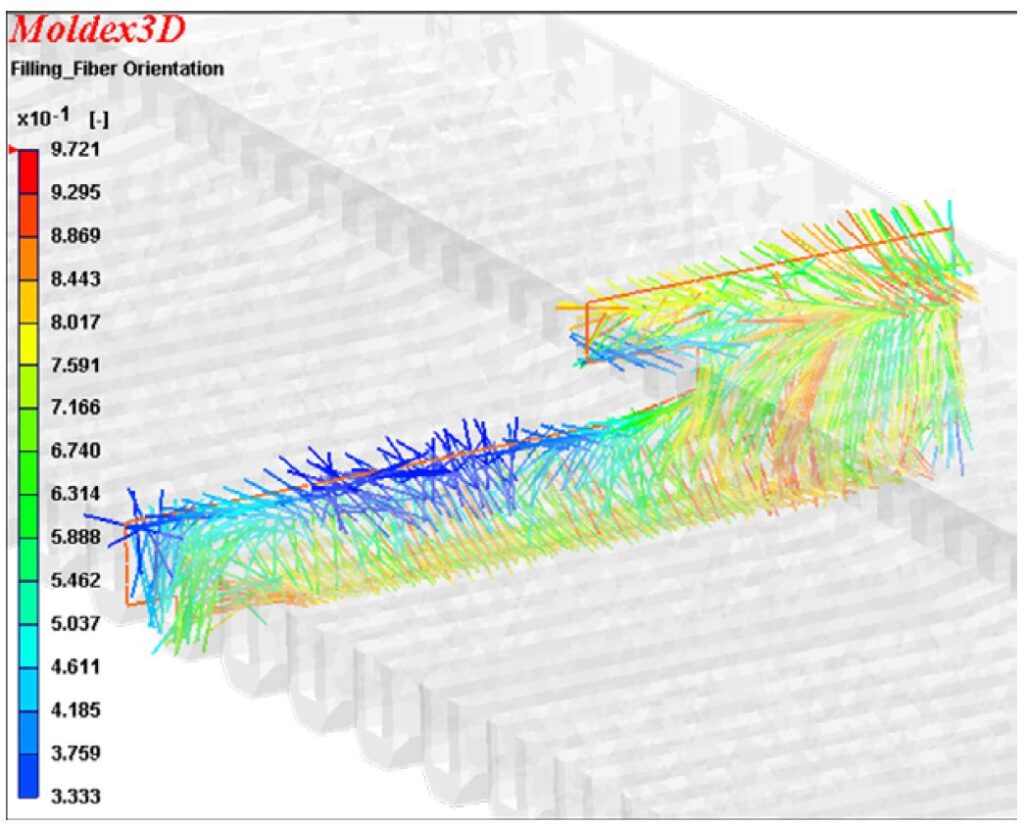
圖7:產品剖面位置圖 ; 圖8:產品剖面纖維分布位置圖
- 圖7 為產品剖面位置圖。
- 圖8 為產品剖面纖維分布位置圖。
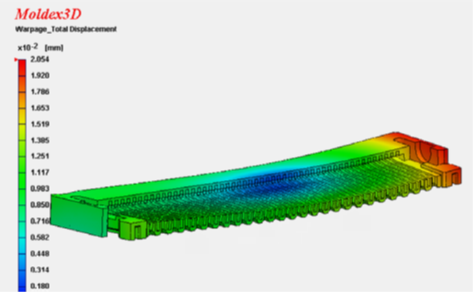
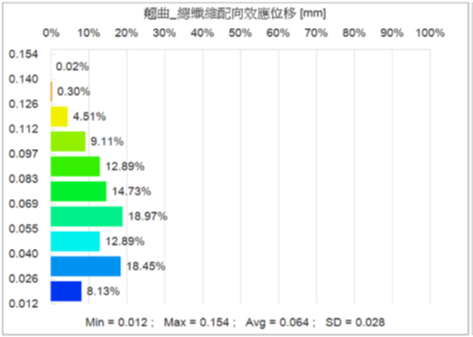
圖9:模流分析產品扭曲變形圖,纖維配向效應位移 ; 圖10:模流翹曲結果纖維配向效應位移統計圖
- 圖9 為模流分析產品扭曲變形圖,纖維配向效應位移。
- 圖10 為Moldex3D 翹曲分析結果纖維配向效應位移統計圖。

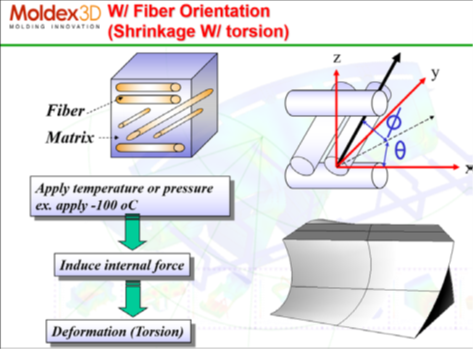
圖11:現場射出產品扭曲變形圖 ; 圖12:纖維配向的圖示說明
- 圖11 為現場射出產品扭曲變形圖。
- 圖12 為纖維配向的圖示說明,纖維沿著壁厚因流動速度差異,形成配向排列的角度也不相同,造成塑件脫模後容易扭曲變形。
 表1 為Moldex3D 材料庫的資料:PA+ GF45 為添加30% 玻璃纖維強化的材料機械性質。■
表1 為Moldex3D 材料庫的資料:PA+ GF45 為添加30% 玻璃纖維強化的材料機械性質。■
