

■英太興業 / 周延儒 總經理
泡珠材料簡介
多孔發泡材料一直是材料中極受重視的領域,根據結構型態,發泡材料有不同的應用,不僅在隔音、減重、絕熱,在生醫、光電、能源、航太材料上也有著極多樣化的用途,如此多樣化的用途使得發泡材料在各領域都能維持長期的成長動能,每年高分子的消耗量大約有10% 是用於製造各種不同的高分子泡材。
2019 年,全球高分子發泡市場規模達到1013 億美元,預計全球高分子發泡市場將在近期到長期保持溫和增長,在2020-2027 年分析期間的複合年增長率(CAGR)為5.2%,到2027 年可高達1520 億美金[1]。每年全球的高分子發泡材料市場成長,即高達63 億美金左右,近年來高分子泡材與輕量化研究在近年來可說是達到了前所未有的黃金時期。
在發泡材料中,泡珠材料(bead foam),或又稱可膨脹發泡材料(expandable foam) 在近年來越來越受重視,成長也越來越迅速,常見的泡珠產品包括聚苯乙烯泡珠(expandable polystyrene, EPS)、聚乙烯泡珠(expandable polyethylene, EPE),聚丙烯泡珠(EPP)、以及熱塑性聚氨酯泡珠(ETPU)[2],以最大宗的EPS 市場,2013 年BASF 公司所推出的ETPU材料Infinergy®,在市場上造成極大的轟動,目前Adidas 已經使用ETPU 作為鞋底,稱為Boost 系列,不僅是BASF,和Adidas 的合作,Nike 也跟進進行了一系列將ETPU 用在鞋材和運動器材上的研究,過去數十年來,在高分子泡珠材料領域中,日本JSPCorporation 和Kaneka 著墨最深,而BASF 在ETPU上取得的巨大成功,重新改寫了市場的趨勢,使得近來泡珠材料的研究在發泡領域成為重要的一門研究。
相較於傳統的加工方法如射出或押出發泡,泡珠材料有許多優勢,泡珠成型是所有可以產生高膨脹倍率3D 發泡材料的唯一加工法[3]。泡珠材料成型製程示意圖列於圖1。泡珠材料成型製程稱為steam chest molding,這個製程將發泡後的高分子珠粒以高溫蒸氣進行黏合(fusion),冷卻後退模取出樣品。
高分子泡材的過程分為以下四個階段,(1) 形成發泡劑與高分子的混成物、(2) 泡體成核、(3) 泡體成長、(4)氣泡聚併。泡珠製造的過程著重於形成發泡劑與高分子的混成物,而使用的過程才會牽涉到成核、成長與聚併。根據Raps 等人撰寫的回顧論文[2],將泡珠製造過程分成三類,包括在懸浮聚合中加入發泡劑、押出造粒後以高壓槽灌注發泡劑,以及在押出發泡過程中灌注發泡劑,即水中造粒法。本公司過去長期在超臨界押出及水中造粒兩項技術有所涉獵,因此近年來開始跨入水中造粒技術,以下是有關水中切粒泡珠技術的相關回顧。
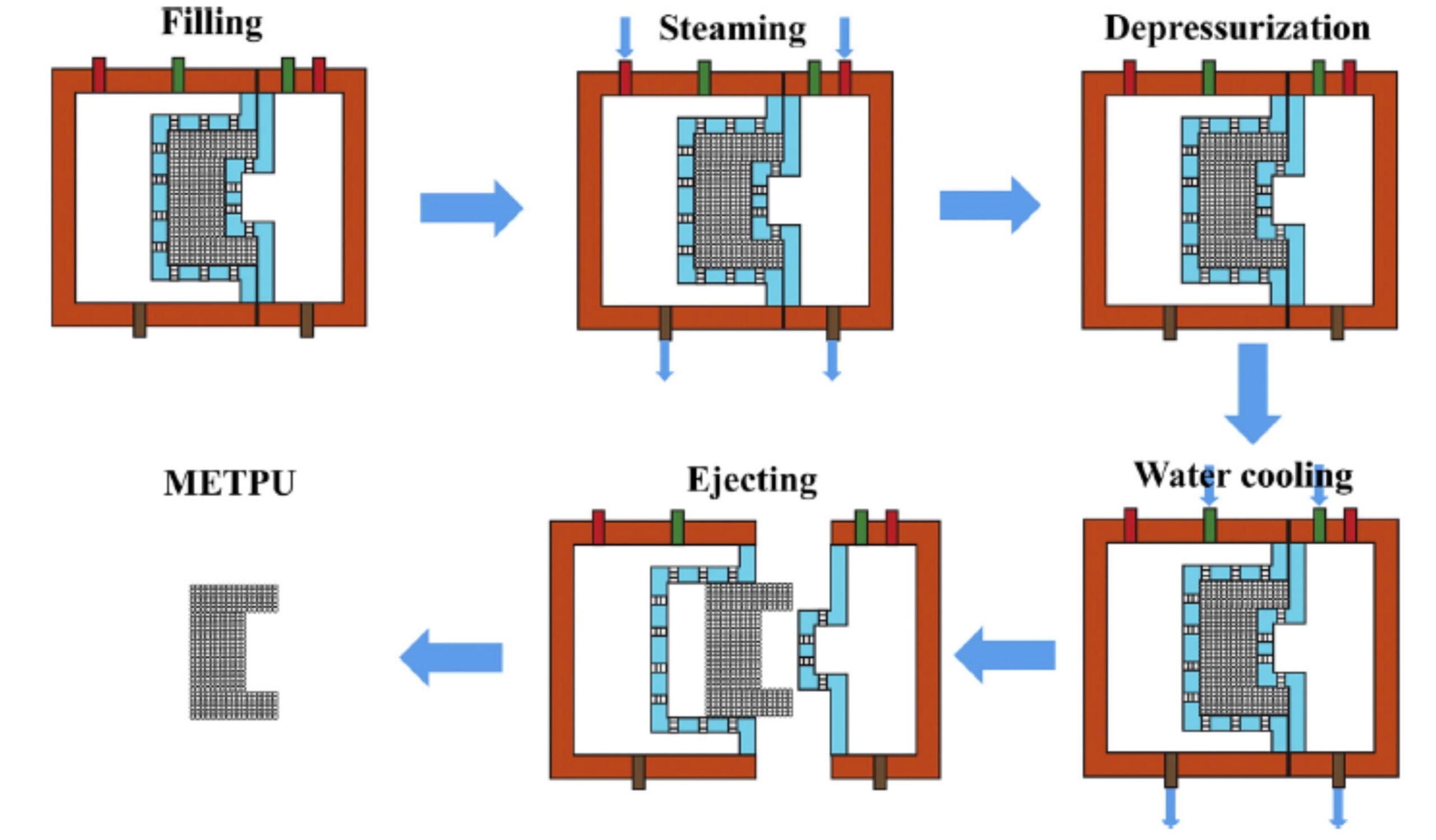 圖1:steam chest molding 示意圖
圖1:steam chest molding 示意圖
水中切粒法製造泡珠設備特論
水中切粒
大部分的塑膠造粒是將高分子熔體透模頭形成條狀之後,通過水槽冷卻成型,送入造粒機切粒,然而面對容易氧化需快速冷卻和黏度/ 熔體強度過低,容易拉斷的高分子時,必須要使用模面切粒(die face cutting) 與水中造粒(underwater pelletizing) 製備設備。此時押出機的模頭必須使用模盤(die plate,圖2),並使用pump 帶動旋轉刀頭(blade) 將由模頭切下。珠粒浸入水中冷卻後,進入脫水裝置甩去水分後將珠粒排出[4]。設備的概念較一般的切粒裝置複雜,且因為水中切粒像是個黑盒子,且設備昂貴,因此過去數十年來學界鮮少有人研究水中切粒設備。事實上水中切粒常見的問題包括部分模板洞口會因為水溫過低而堵塞,所切出來的粒子牽絲、變形、凹陷、成塊等等問題(如圖3)。Kast 等人在近年的文獻正式的使用了攝影系統對水中切粒進行了詳細的觀察和使用數學模擬切粒過程[4],而近年來也有學者加以研究如何加熱模板,以最佳化的設計加熱方式避免堵塞[5]。
押出發泡
以物理發泡押出而言,押出機並不需進行太多改裝,僅需改變螺桿設計,並封閉抽氣口,即可注入發泡劑,連續發泡牽涉到的問題,較批式發泡複雜許多,例如:降低溫度會增加高分子的黏度,但因降溫增加發泡劑的溶解度,又會導致黏度降低,螺桿轉速快慢又會導致剪切稀化效應,也會改變黏度,黏度又牽涉到模頭的壓降速率,上述因素,都會交互影響且會改變最後的泡體結構,可以說是極其複雜。在眾多變因中,影響泡孔結構的最重要因子是壓降速率,高壓降速率可以大幅降低Gibbs Free Energy 而使得成核速率急速增加。
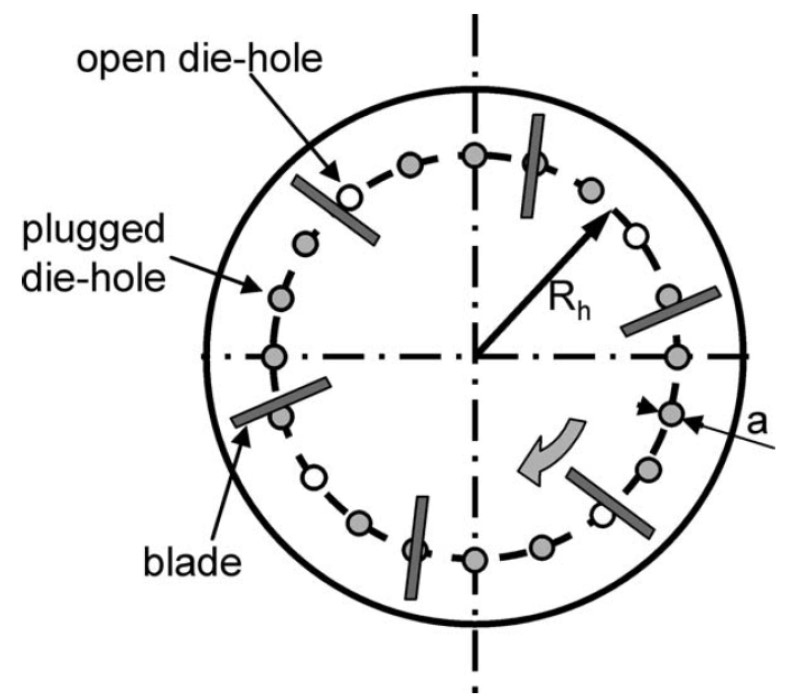
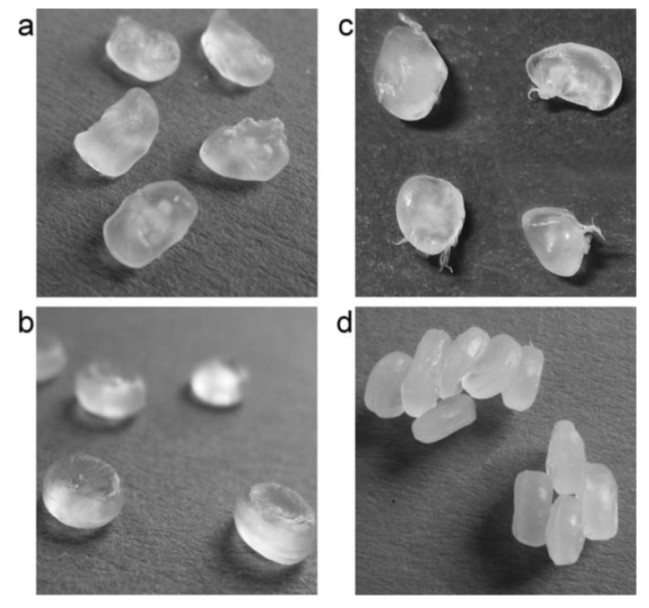
圖2:水中切粒模板圖3:粒子的牽絲、變形、凹陷及成塊問題
水中切粒法製備泡珠
雖然預膨脹法可以穩定的製備出雙熔峰,製程也相對穩定,然而對於製造泡珠材料而言,生產效率太低,以致產品價格居高不下。水中切粒發泡的連續式生產方式,可以大量的降低成本。水中切粒製程示意圖如圖4,粒子在管中經歷冷卻、旋風分離脫水、烘乾後噴出至收集桶。由押出發泡部分的討論可知,單是押出發泡即牽涉到許多製程變數,而同時牽涉到押出發泡與水中切粒,情況更是複雜,一般來說水需要加壓以壓抑發泡劑釋出氣體。水中造粒法製備泡珠,除了要顧慮到押出發泡的所有加工因素之外,還要額外考量水溫、水壓還有旋轉刀頭的轉速[8],因此更為複雜。Han 等人[9] 將發泡押出的各個交互因素列表,我們進一步再加入水中造粒押出的變因,進一步修正列表如下圖5。Köppl 等人對水中造粒的各種加工實驗變因和材料黏度以Polybutylene terephthalate(PBT) 為例,進行初步研究,研究結果發現,改變水壓會使得發泡粒子變長、泡孔變小。提高切刀轉速會使粒子變小,泡孔也變小。黏度越高,珠粒越小,泡孔越小。將二氧化碳注入量由3% 拉高到6%,不改變珠粒大小,反而導致泡孔結構破壞[8]。
結語
本公司目前為臺灣少數開發水中發泡造粒技術的業者,並且與臺灣多家產、學、研單位互相配合生產泡珠顆粒,包括PS、PP、PA、TPEE、TPU 均在本公司有相關實例,相關的泡珠材料外觀及顯微結構如圖6。泡珠製備是產品加值化的關鍵,和相同重量的未發泡產品相較之下價差甚至可達二十倍!可見發泡加工對產品的附加價值的提升有極大的幫助。英太在本領域的拓展,為臺灣原料業者帶來了新的契機與機會,在設備的開發上。也期望臺灣同業能對本土設備的開發予以支持,唯有設備本土化與自給自足,才能在生產製造技術上持續領先國際同業。■
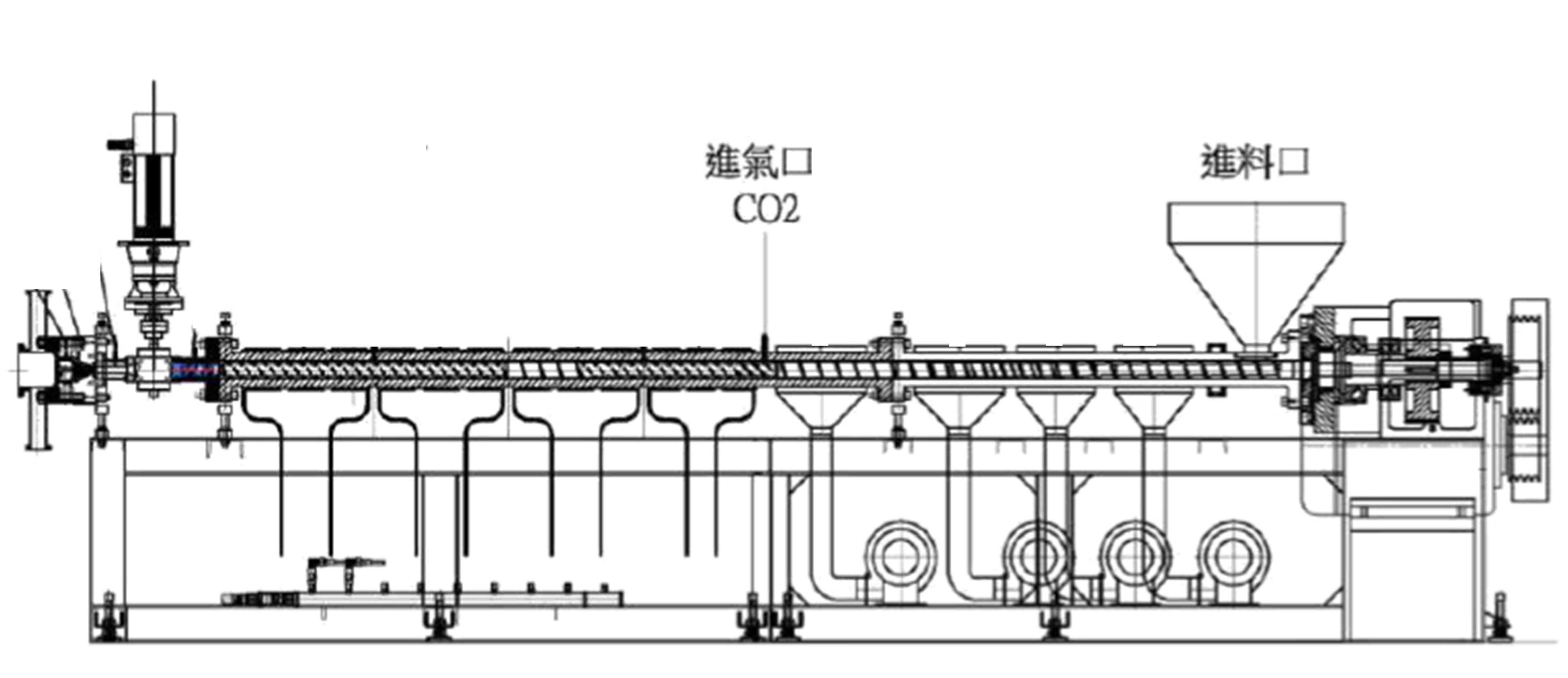
圖4:英太興業開發之水中造粒設備示意圖
參考資料
[1].Polymeric Foams Market Analysis, Trends, and Forecasts, Global Industry Analysts 2020.
[2].D. Raps, N. Hossieny, C.B. Park, V. Altstädt, Past and present developments in polymer bead foams and bead foaming
technology, Polymer 56(0) (2015) 5-19.
[3].E.K. Lee, Novel Manufacturing Processes for Polymer Bead Foams, Mechanical and Industrial Engineering, University of
Toronto, 2010.
[4].O. Kast, K. Geiger, E. Grünschloss, C. Bonten, Analysis of pellet shaping kinetics at the die opening in underwater pelletizing
processes, Polymer Engineering and Science 55(5) (2015)1170-1176.
[5].B. Zhang, X. Liu, C. Bi, Extrusion uniformity optimization for
shaping channel design in large-scale die-plate of underwater pelletizing, Applied Mechanics and Materials, 2013, pp. 562-
566.
[6].R.B. Allen, F.L. Sanford, One-step process for the production of expandable foam beads, Google Patents, 1989.
[7].M. Eloo, B.R. Wright, R.G. Mann, M.J. Wayne, Method and apparatus for producing polymer pellets containing volatiles and/or volatile generating material, Google Patents, 2008.
[8].T. Köppl, D. Raps, V. Altstädt, E-PBT – Bead foaming of poly(butylene terephthalate) by underwater pelletizing,Journal of Cellular Plastics 50(5) (2014) 475-487.
[9].D.L. Tomasko, H.B. Li, D.H. Liu, X.M. Han, M.J. Wingert, L.J. Lee, K.W. Koelling, A review of CO2 applications in the processingof polymers, Industrial & Engineering Chemistry Research 42(25) (2003) 6431-6456
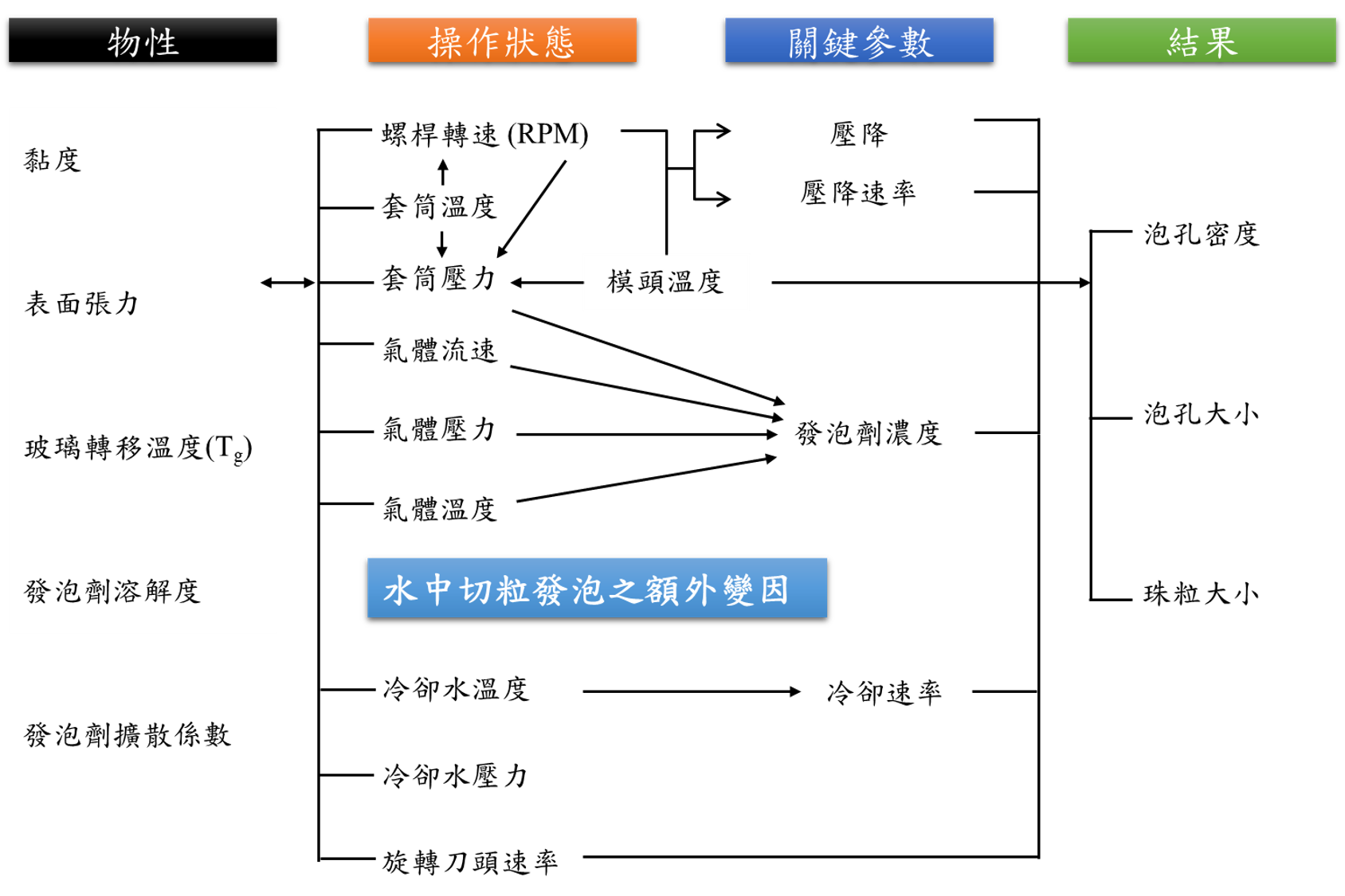 圖5:影響超臨界流體發泡押出加工的各種變因
圖5:影響超臨界流體發泡押出加工的各種變因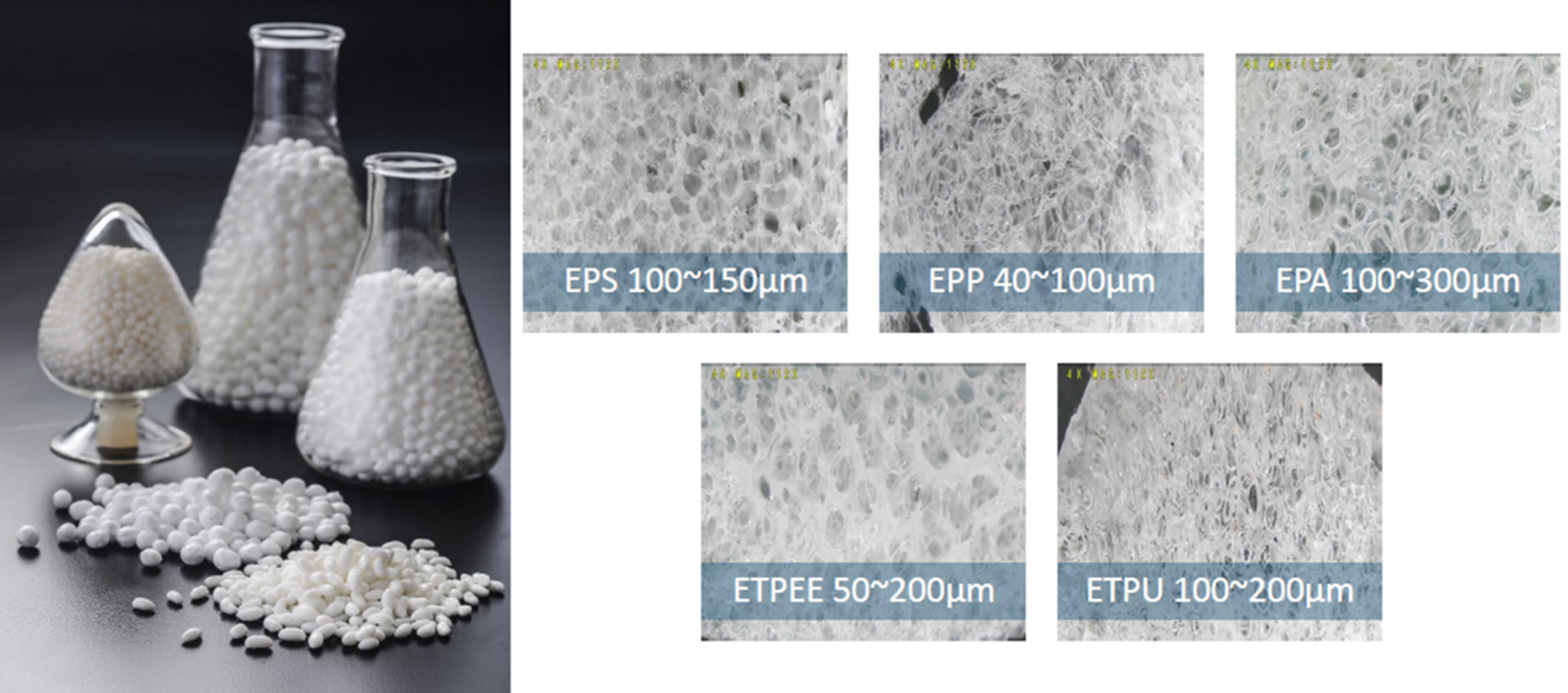
圖6:英太的泡珠產品與顯微結構
