

■株式會社沙迪克 射出成型機事業部 / 荒木 壽一
序言
在塑膠製品內部生成氣泡的發泡成型中,將氮氣或二氧化碳氣體等惰性氣體溶解在塑膠中,產生出細小的氣泡,不僅可以減輕製品的重量,還可以改善縮痕及產品翹曲等成型不良。微細發泡成型法作為一種工藝方法而被眾所周知。
本公司為解決以往的微細發泡成型方法的問題,開發了通過使用我們獨特的注射和塑化構造來實現精密成型的“V-LINE®”(以下省略Ⓡ)。通過有效利用V-LINE構造的世界首創(*根據我們的研究)的氣體注入方式,開發了可以具有穩定地微細發泡成型技術的注射成型系統“INFILT-V”。在本文中,我們將依次介紹INFILT-V的概要和特點以及成型範例。
※「V-LINE®」是株式會社沙迪克的登錄商標。
V-LINE的特點
V-LINE方式
INFILT-V是具備了獨立塑化和注射構造的「塑化注射方式」,通過將我們的技術與之結合,而且搭載了可以實現精密成型的“V-LINE”注射單元,安裝在射出機「MS系列」上的成型系統。V-LINE的主要特點如下所示:
- 塑化螺桿具有在塑化/計量過程中不移動的構造,熔化塑膠所需的螺桿有效長度不發生變化,因此塑膠的熱履歷是恆定的,塑膠可進行穩定地熔化。
- 由於塑化螺桿不進行後退動作,當螺桿旋轉時,塑膠材料將螺桿向後推的力的反作用力作用於塑膠本身,熔化螺桿所需的有效長度不變,所以這個力是恆定不變的,故將塑膠向前推出的力也是恆定的。
l 材料計量完成後,通過使塑化螺桿往前前進一個微小的間隙,截斷通向注射缸體的流道,防止塑膠在注射過程中倒流。通過這樣使計量的材料全部無倒流地填充到模具中。由於不存在回流,注射量即為填充在模具中的量,單位時間的注射量(cc/sec)視為實際填充到模具中的量。
這樣,由於V-LINE具有塑化部分和注射部分分離的結構,因此始終可以實現穩定塑化和準確地計量/填充到模具中成為可能。
全電動射出成型機「MS系列」
INFILT-V可應用於V-LINE射出機陣容中的「MS系列」(如文章首圖)。該系列採用本公司自主開發的伺服電機控製技術的全電動“eV-LINE®”(以下Ⓡ省略)系統,可實現高循環週期成型,是可以進一步提高生產效率,並實現節能效果的最新型號。
INFILT-V系列包括MS100(合模力100噸、柱塞螺桿直徑40mm規格)、MS150(合模力150噸、柱塞螺桿直徑40mm規格)、MS200(合模力200噸、柱塞螺桿直徑40mm / 50mm規格)的三種型號。
INFILT-V的構造・特長
世界首創的惰性氣體供給方式
INFILT-V概略圖見圖1,全景圖見圖2。INFILT-V的惰性氣體供給方式採用了世界首創的方法,即將安裝在射出機注射單元的反操作側的惰性氣體供給裝置內的惰性氣體通過射出柱塞注入射出缸內。
此外,注入的惰性氣體通過射出柱塞的主動前後運動與塑膠溶解,惰性氣體通過射出柱塞的向前運動被逆推回到上部的塑化部分,然後通過螺桿旋轉的精確計量,進行控制使惰性氣體可以適當地分散和混合。該操作如圖3及以下所示:
- 打開斷流噴嘴並將計量好的塑膠注射到模具中。
- 保壓後,關閉斷流噴嘴,使注射柱塞自己鬆退,在缸體內部創造一個空間,形成可以注射氣體的狀態。通過在缸體內創造一個空間,塑膠本身的推動作用被消除,使氣體可以在低壓下被注入,這樣惰性氣體的增壓裝置就變得不必要了。
- 根據設定確定的惰性氣體輸入量從注射柱塞中空部注入缸體內。
- 使注射柱塞一次前進到最小緩衝位置,進行計量起始位置的原點調整。
- 進行熔融液體的計量,通過使用V-LINE結構可以精密計量具有恆定熱履歷的熔融塑膠。
- 通過使注射柱塞前進,惰性氣體和塑膠都回流到塑化部分,使缸體內的氣體得以分散。
- 通過進行第二次計量,將分散的氣體和熔融樹脂混合精煉和均勻化。
- 通過推進注射柱塞並壓縮塑膠,因沒有逸出場所的缸體內的塑膠被壓縮,分散的氣體被升壓到超臨界狀態並與塑膠一起溶解。
抑制惰性氣體外泄
射出機搭載有斷流噴嘴,並在注射柱塞外周裝有特殊的密封材料的構造,使注入的惰性氣體在熔化前不會洩漏到外面。
操作畫面集中管理
INFILT-V操作畫面如圖4所示。INFILT-V的操作畫面可從射出機的射出設定畫面進行設定,是可以像其他條件一樣作為成型條件進行管理的規格。至於設置項目,只需打開「INFILT-V操作」,設置「注氣量」、「氣體流量」等幾個項目,即可進行惰性氣體溶解成型。
如果想不使用INFILT-V而進行通常成型的場合,只需將操作螢幕中的動作設定設置為OFF狀態即可更改程式,即可進行直接成型。
成型案例
本段內文將介紹INFILT-V的成型案例。圖5為墨水匣模具的成型品,產品尺寸為長35mm、寬51mm、高40mm的1模兩穴產品,採用全熱流道方式。本產品壁厚具有薄厚混雜的特點,特別是內筋表面容易出現縮痕,需要高保壓和長保壓時間才能消除。該產品已通過使用INFILT-V進行了驗證。
另外,樹脂是含有15%玻纖材料的PBT。通常通過正常成型無法完全消除產品加強筋表面上的縮痕,但通過使用INFILT-V注入2wt%的惰性氣體的精細發泡成型,如圖6的那樣可以消除表面縮痕。
在這裡,關於在消除縮痕時加強筋部的觀察結果如表1所示。將加強筋部切斷,研磨拋光後,使用數碼金相顯微鏡進行觀察,在以中心部的流動層為中心的表層明顯分離,並在其附近產生平均約10μm的細小泡孔的皮層。據推測,表層的皮層是因立即冷卻所以形成細小的氣泡,而流動層難以冷卻故內部氣泡變大。
此外,由於INFILT-V獲得了微細發泡效果,因此如表2所示,無需施加保壓即可消除縮痕,從而使正常成型時的循環時間可縮短約10%成為可能。與通常成型相比,產品的重量也減少了約2%。達成了產品的輕量化。
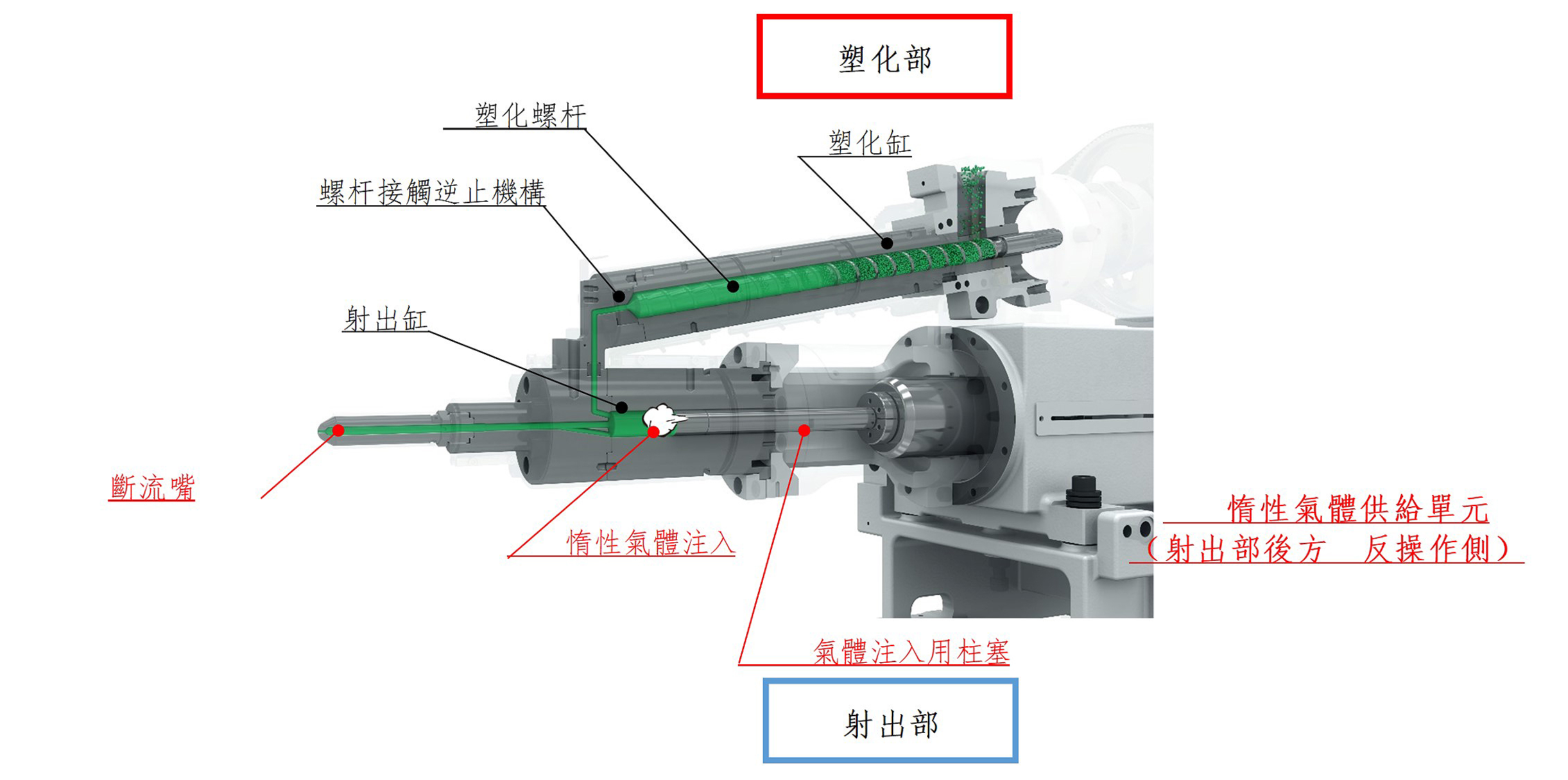 圖1:INFILT-V概略圖
圖1:INFILT-V概略圖  圖2:INFILT-V全景,(左)MS100+INFILT-V全景;(右)惰性氣體供給裝置全景(射出部後方 反操作側)
圖2:INFILT-V全景,(左)MS100+INFILT-V全景;(右)惰性氣體供給裝置全景(射出部後方 反操作側) 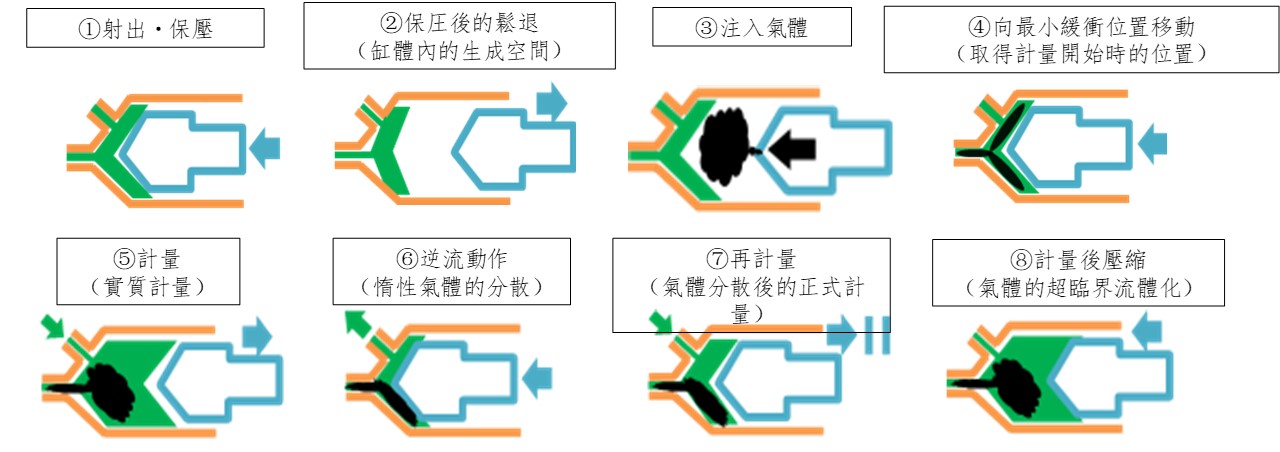 圖3:惰性氣體溶解動作的詳細說明
圖3:惰性氣體溶解動作的詳細說明
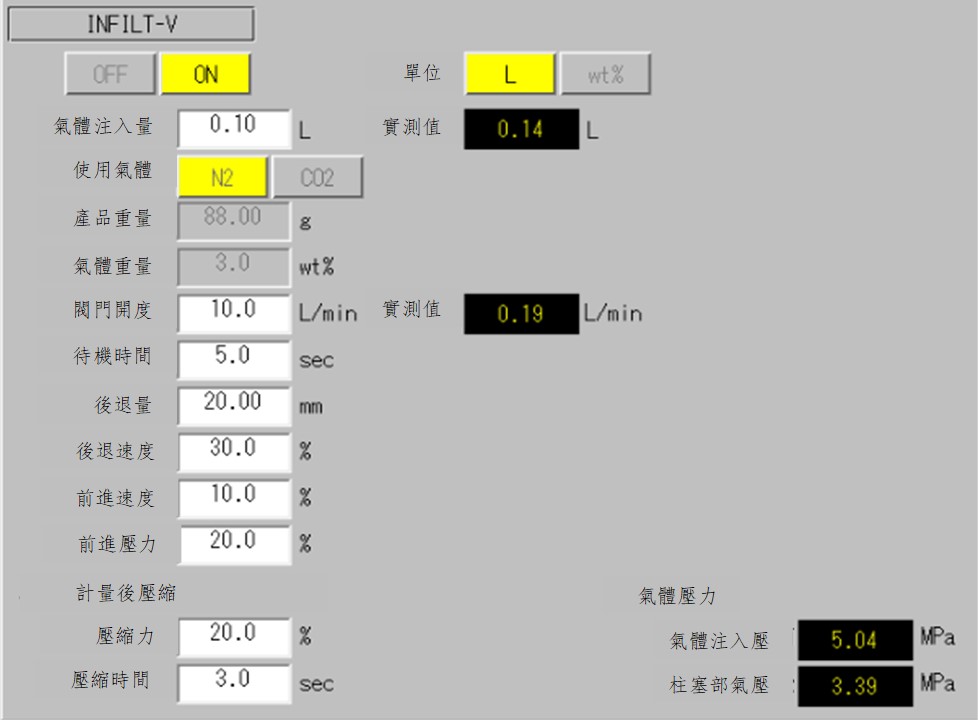 圖4:INFILT-V操作畫面
圖4:INFILT-V操作畫面
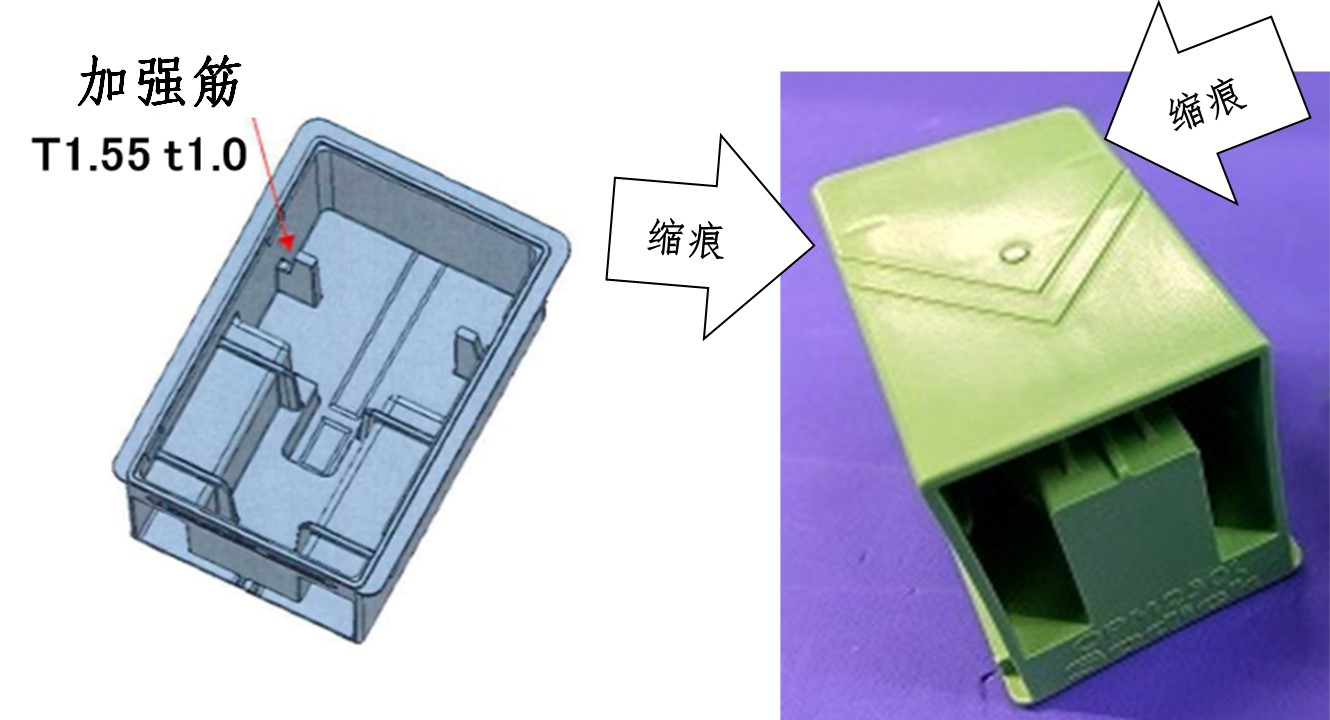 圖5:墨盒形狀 縮痕發生場所(通常成型)
圖5:墨盒形狀 縮痕發生場所(通常成型)  圖6:通過INFILT-V消除表面縮痕,(左)通常成型;(右)INFILT-V成型
圖6:通過INFILT-V消除表面縮痕,(左)通常成型;(右)INFILT-V成型
綜上所述
這次我們介紹了一個用INFILT-V進行微細發泡成型的案例。INFILT-V使用惰性氣體作為增塑劑,對於薄而深的成型產品既然可以延長流動長度並降低注射壓力的效果,我們也期待未來由於生產量增加,取代現有的塑膠的生物降解塑膠的成型不斷進行。
未來,隨著塑膠成型變得更加多樣化,也希望我們的INFILT-V能有所貢獻,我們將繼續為塑膠成型的新提案和發展而努力。
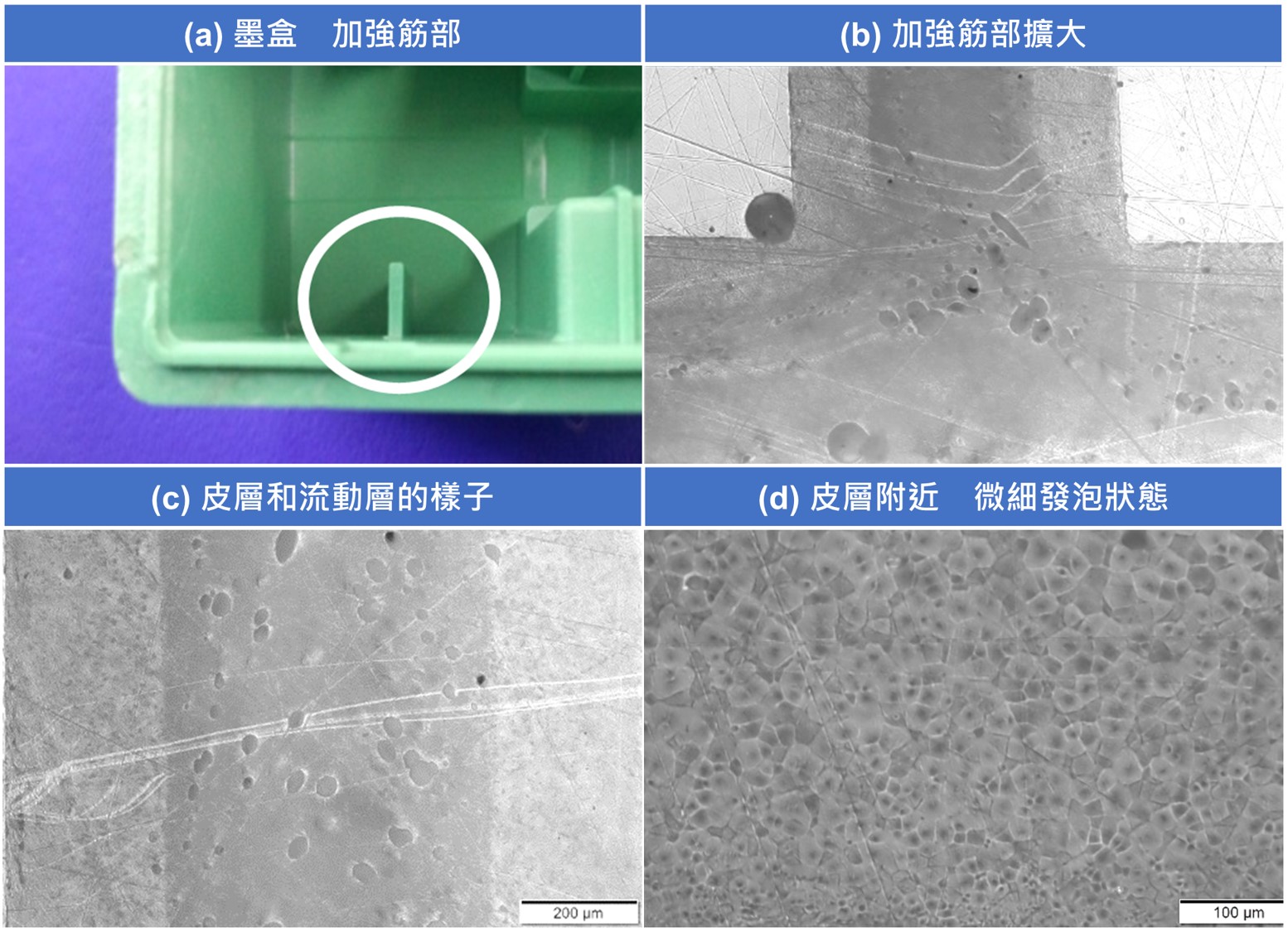
表1:加強筋部微細發泡的樣子 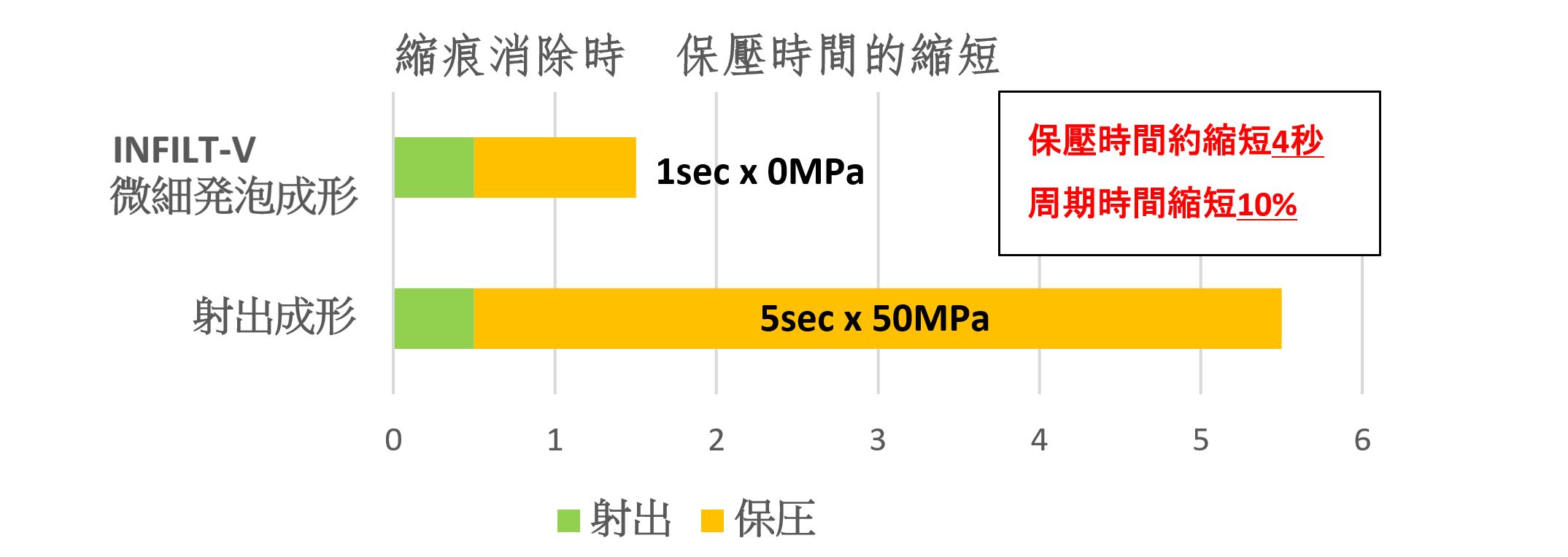 表2:保壓時間的縮短
表2:保壓時間的縮短
