

■資料來源:中國碳纖維網、Dupont、Lord
前言
目前汽車製造商正面臨前所未有的挑戰,尤其是各種監管要求,如何達到二氧化碳及污染物的排放標準。建造輕型車輛是滿足這些標準的重要途徑之一。隨著高強度鋼和聚丙烯等新材料,以及新的汽車部件工程方法的出現,汽車行業的格局正在發生改變。緊跟產品和材料的發展趨勢,有助於保持您的公司在市場上的競爭力。
汽車製造商可以採用幾種策略來降低汽車的二氧化碳及污染物的排放量。可以改善車身設計的空氣動力學,並提升動力傳動系統。此外,還可通過改進輪胎和路面設計,降低滾動阻力,而摩擦減小也就意味著汽車移動所需的汽油量將相應減少。改善二氧化碳及污染物排放量的最佳方法之一是「輕量化」,即在車輛結構中使用輕質材料。因為重量更輕的車輛加速所需的動力更少,因此輕量化可以顯著降低燃油消耗。據估計,車輛重量每減少10%,車輛的燃油經濟性可以提高6-8%。
「輕裝上路」
更換傳統的重型材料(如鋼和鑄鐵)勢在必行。幸運的是,產品製造商會定期引進新的、重量較輕的材料,如塑料、複合材料和金屬合金。據預測,在未來20年裡,輕質材料在汽車中的使用比例將從29%提高到67%。高強度鋼(HSS)和鋁、鎂合金預計將成為主流材料,而碳纖維和塑料的用量預計將翻一番。玻璃纖維增強聚合物(GFRP)和碳纖維增強塑料(CFRP)的使用也將更加廣泛。
除了重新設計車身零件外,用膠黏劑取代機械緊固件連接零件也是成功的秘訣之一。結構膠是一種比鉚釘和焊接更輕的材料,有助於整體減輕車輛的重量,並且性能也優於機械緊固件,適用部分材料。
玻璃纖維增強複合材料的膠黏劑選擇
玻璃纖維增強複合材料,如GRP,基於它們當前熱穩定的侷限性,主要用於整車組裝階段。未來的材料,如CRP,甚至能在陰極浸塗(CDC)爐條件下具有熱穩定性。這兩種產品需要採用不同的黏結工藝。在車身製造中,一般會使用特別增韌的環氧樹脂類結構膠。而在整車裝配中,為了黏結纖維增強複合材料,則會用到單組份或雙組分聚氨酯(PU)結構膠,有的時候也會採用雙組分環氧樹脂系統。膠可以按照屬性,如模量、斷裂伸長率、斷裂強度、硬化時間等進行分類。
雙組分聚氨酯膠以高模量穩定性、以及不同溫度條件下靜態和動態強度高為特徵。同時兼具不同可黏結時間和快速硬化的特性,使組裝和維修工作獲得了最大的自由度。硬化慢的膠黏劑適用於大型部件的組裝,包括手工裝配。而另一方面,快速硬化的膠黏劑幾乎可以用於立即加工,幫助汽車製造商完成快速組裝過程。這種膠黏劑也可以通過預處理系統(如底塗劑、活化劑)的協助,使它們能夠黏結難以結合的複合材料。市場上還有在加熱條件下快速硬化的特殊封裝單組分聚氨酯膠黏劑,可用於實際的塗裝工藝。針對這些需求,已有多家料商先後開發了適用的材料和技術,如Betaprime系列帶底塗劑的預處理系統和Betawipe系列帶活化劑的預處理系統。而Betamate和Betaforce是汽車輕量化建造中用於產品黏結的具有不同化學性質的結構膠。
本文描述了不同聚氨酯結構膠體系的機械性能和一系列黏結複合材料的產品,呈現了汽車組裝過程中複合材料黏結用結構膠的使用狀况。
BETAMATE™結構膠
BETAMATE™結構膠為黏合相似和不相似的基材,封閉物和車身結構提供了先進的解決方案,從而提高了承載能力、車輛剛度、耐用性、設計靈活性,並減輕了重量。
作為BETAMATE™可以幫助您實現的目標的一個示例,當運行BETAMATE™50米的中型車輛運行一年時,會發生以下情况:
- 減少10公斤的質量;
- 通過質量分解,可節省總重量17公斤;
- 燃油效率提高62%;
- 減少6公斤二氧化碳。
BETAMATE™結構膠可對汽車基材(如鋼、鋁、鎂和複合材料)提供高性能黏合。它代替了焊接和機械緊固件,減少了傳統工藝中常見的疲勞和故障,並大大提高了生產效率。
BETAFORCE™複合黏合膠
為了在輕型多材料車輛中實現高性能黏合,BETAFORCE™複合黏合膠可顯著減輕重量,降低聲學性能並提供防腐保護。在實現處理性能和可持續性目標的同時,保持設計靈活性。

圖1:Betamate(左)和Betaforce(右)
 圖2:BETAMATE™結構膠優點
圖2:BETAMATE™結構膠優點 圖3:BETAFORCE™結構膠優點
圖3:BETAFORCE™結構膠優點
BETAFORCE™是將碳纖維和玻璃纖維複合材料以及其他异種材料以各種輕巧設計(包括模塊化組件)連接在一起的理想選擇。它可用於將塗層金屬(如鋼與鋁),碳纖維面板與鋼或鋁結合,以及片狀模塑料(SMC)與鋁結合。
BETAFORCE™的最新配方可提供約一分鐘的循環時間,目前正用於批量生產。可以調節開放時間,以適應工廠中的特定安裝要求,例如通過紅外線處理縮短固化時間,並且初始黏合不需要額外的固定工具。
有或沒有底塗劑
在汽車組裝過程中黏結部件時,雙組分聚氨酯結構膠比較合適。這種膠可以加工成具有不同模量和斷裂伸長率。表1列出了兩種硬化率不同、彈性模量有低有高的雙組分聚氨酯結構膠的性能曲線。
對於結構性黏合,市場上有彈性模量和斷裂伸長率相對較高的膠可供。高模量源自於膠所具有的較強交聯和聚合物軟、硬部分取得的較好平衡,這樣就獲得了高伸長率條件下相對較高的靜態強度。由於所施加的1~5 mm的膠厚一般高於汽車車身製造中所用的環氧樹脂結構膠,這種膠本身會在機械負載下吸收能量。與塗層金屬基材或複合材料等不同表面的黏結狀况一般都非常好,必要時還可以通過底塗劑預處理或通過使用表面活化劑進行優化。陶氏已經開發出可以與不同材料,如SMC或CRP黏結的膠黏劑,作為傳統複合材料用膠黏劑系統的替代品,用於塗裝未經底塗劑處理的金屬基材。這種新一代膠黏系統以在更寬的溫度範圍內、具有更高的模量和強度穩定性為特徵。由於溫度升高而造成的模量損失要比傳統產品溫和許多。這些膠經催化,可對可黏結時間和反應性進行多種調節,從而使黏結時間可按照需要進行縮短或延長。
高強度雙組分聚氨酯膠
新型高強度雙組分聚氨酯技術特別適用於黏結CRP。碳纖維增強塑料用於擋板或車頂棚模塊化組件製造過程的後期階段。但是,許多汽車製造商也將之考慮為車身製造中的增強材料,有時候會作為完整的解決方案用於此處。當熱塑性塑料如聚醯胺被作為基材用於強度要求較低的產品時,環氧樹脂被用作聚酯基材,作超高強度用途。
對於高強度基材而言,高模量和高斷裂伸長的結合使得新的Betaforce技術可實現了柔韌、高強度黏結解決方案。成本較低的玻纖增強複合材料同樣在強度要求較低的產品中得到了廣泛的應用。
對黏結中等強度的基材而言,低模量或高模量的雙組分聚氨酯膠均可採用。一般而言,黏結劑的目的是為優化加工過程。通常情况下,這可通過快速黏接,迅速達到操作強度與(但不僅限於)最少的表面處理要求來實現。傳統膠黏劑有時包括費時的、成本高昂的基材預處理。有新型高強度Betaforce黏接技術,纖維增強複合材料就能不經預處理即得到高強度黏結。
在不同的碳纖增強塑料材料中,雙組分聚氨酯膠經最後硬化,可以達到18 MPa左右的彈性剪切強度值,不管基材是否在物理清潔後經過機械打磨或化學活化。通過採用新的黏結技術改善的基材黏結性能,同樣加快了高溫條件下的硬化過程。即使強度生成加速,也能消除黏結失效,確保與基材的穩定黏結。如,在高溫加速CRP和SMC黏結條件下,只需經過幾分鐘即可達到黏性斷裂模式和2~5MPa強度值。

表1:低模量和高模量雙組分聚氨酯膠的特性 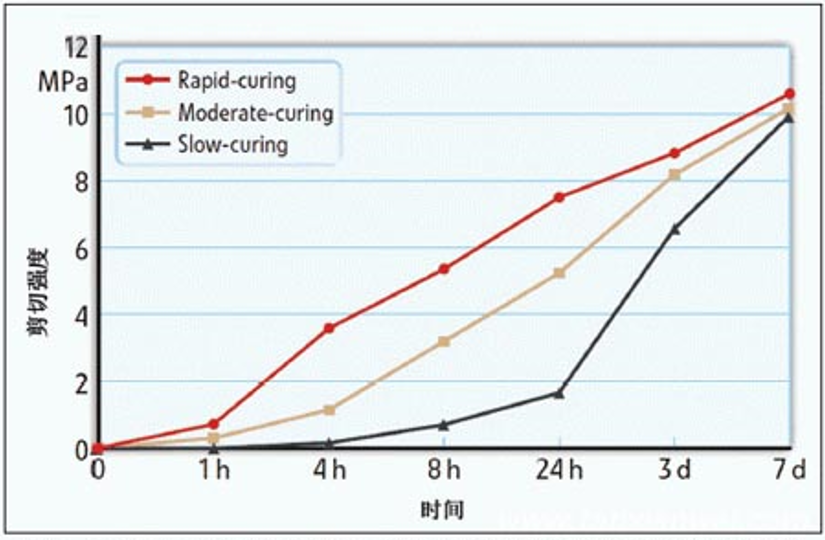 圖4:Betaforce膠的硬化速率(在加速和未加速情况下的快速硬化)
圖4:Betaforce膠的硬化速率(在加速和未加速情况下的快速硬化) 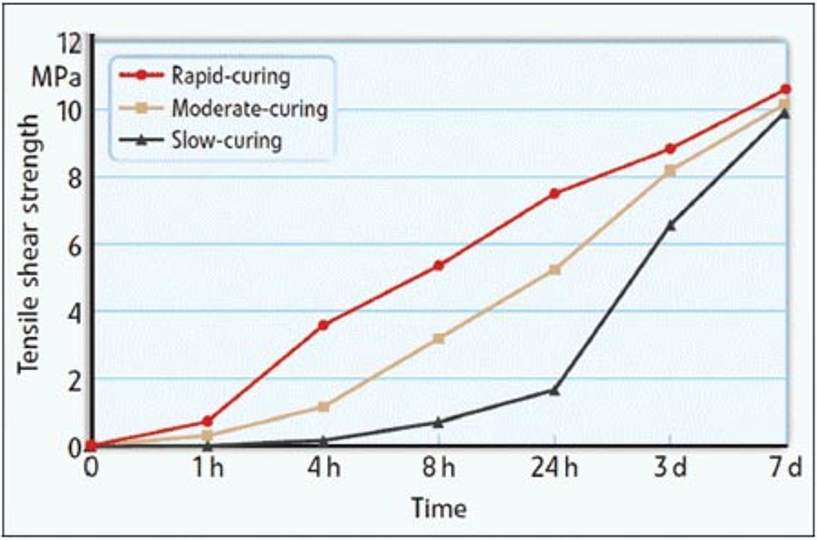 圖5:Betaforce膠的拉伸剪切強度(在中等或低速硬化條件下的快速硬化)與時間的函數關係
圖5:Betaforce膠的拉伸剪切強度(在中等或低速硬化條件下的快速硬化)與時間的函數關係
半結構件黏結
此處討論的低模量雙組分膠非常適合組裝生產線中半結構件的黏結。特殊的高溫活化劑使得這種膠可以在熱的作用下很快發生交聯。這種膠可以理想地用於黏結厚度為1~5mm的厚膜。在黏結這種膜厚時,大多數介入的機械能都被膠本身吸收,從而導致黏性斷裂失效。這種膠具有多種優勢,1:1比例混合後,可以用於連續膠層材料,以及用於標準雙組分膠槍的圓筒部分。如果連續膠層材料出現了問題,作為一種應急處理手段,可以直接從圓筒施膠。
膠厚為2mm時,高達11MPa的拉伸剪切強度會導致基材與RTM CRP的部分脫膠。與標準SMC的黏結通常會造成基材完全失去這些剪切強度。
23°C、50% RH條件下,靜態混合膠的可黏結時間根據膠的不同,可以為5~35分鐘。對於快速硬化的膠,可黏結時間一般是5~10分鐘。這些時間包括可以確保基材黏結以及仍然可以擠出膠珠的最有可能的時間。生產線中使用時,這種可黏結時間使膠有足夠的時間可以通過機器人施加到各種部件上,還可以通過動態混合頭施膠。此時,可黏結時間很大程度上取決於材料的流動性、速度和混合溫度等參數。如果標準氣候條件下的反應性不夠,這種雙組分膠可以通過感應爐或紅外爐加熱的方式加速硬化,這樣,可以達到1MPa的拉伸剪切強度。拉伸剪切強度可以在部件加熱2分鐘至80~100°C後立即測試。2分鐘之內測得膠體溫度達到80~100°C,加熱之後立即測量拉伸剪切強度。
圖4為未經加速硬化處理和加熱後兩分鐘測得的、按照時間變化用剪切強度值衡量的CRP/CRP (25 ×10 × 2 mm3)的硬化速率。在加熱過程中,溫度達到了80~100°C,同時還可以看到,加速硬化後強度值立即達到了1.4MPa。
在標準氣候條件下,兩小時後沒有達到該拉伸剪切強度值。但是在加速條件下,1小時候即測得了達3.5MPa。樣本儲存於室溫條件下,強度僅為0.7MPa。三天后,採用加速膠黏劑,達到了最終強度10.5MPa,而未經加熱反應的樣本,在7天後方達到該強度。
圖5為不同反應狀態的膠的硬化曲線對比。約40分鐘後,快固膠達到了必須的0.3MPa的操作強度。為達到理想的黏結和黏性斷裂狀態,陶氏開發出多種Betawipe活化劑,可確保加速黏結中的快速黏結。可通過多種方式使用這些活化劑,如機器人控制噴射或者手工施加。根據施加的質量,流平時間為20秒~1分鐘,此後,部件必須在72小時內黏結。除了這種特別針對生產線的快速方法外,還開發出可黏結時間更長的膠。這些膠用於非常大或複雜的部件之間的相互黏結或從膠筒直接施加的膠。供產品的可黏結時間範圍為10~35分鐘,但也有可能達到60分鐘。
中等硬化速度的膠需要1小時達到上述效果。慢硬化膠用緊固件不能在6小時之內取下,後一種膠的優勢為工作時間可以長達35分鐘。
結論
對於纖維增強複合材料的黏結,用於組裝生產線和維修的不同反應性和強度的單組分、雙組分結構膠已經開發出來。這些聚亞氨酯類膠不需要通過底塗劑或活化劑即可以與各自的基材形成良好的結合力,獲得10~300MPa的彈性模量。根據模量的不同,靜態強度如拉伸剪切強度介於8~16MPa之間。達到如此高的靜態強度,以至於熱塑性塑料樹脂基材甚至會在負載的情况下脫層。作為一種替代方案,開發了經加熱後可快速硬化,並可以達到相近模量和強度的特種單組份PU系統。
資料來源
- https://www.lord.com/china/blog/emissions-legislation-means-big-changes-in-auto-body-design-part-1
- http://www.wingda.com.cn/jishu/1735.html(此為轉載網站,文章原始來源:中國碳纖維網已關閉carbinfibers.com.cn)
- 封面圖片:https://www.dupont.com/brands/betamate.html
- https://www.dupont.com/brands/betaforce.html
