

■耀德講堂 / 邱耀弘 博士
前言
所有首次接觸MIM注射成形技術的人,一定都會讚嘆利用塑膠注射的方式竟然可以把金屬零件快速並大量的製造出來,尤其是在看到注射生坯(Green Part)經過脫脂燒結後可以等方向的收縮成為銀坯(Silver Part),有如魔術的實現等方向收縮並成為符合工程師設計圖上的產品。
以下Dr. Q今天就來以數學模型呈現這個神奇的魔術是怎樣完成的。讀者們別怕,文章內的數學只使用到加、減、乘、除、開三次根號,以及三次方的簡單數學計算,讀者只要使用Execl試算表便可以來操作。有請讀者們在實踐的過程中一定要注意本模型都是理想狀況且條件要滿足粉末粒徑適合性、設備正常運轉無偏差的一些考慮。
阿基米德密度方程式
公式(1)
其中:
- ρ=物體的密度;M=物體的質量;V=物體的體積;T=溫度(℃, ℉, or K);
- 1~n∈R,當材料的種類過多可以分組計算減化來作合併數個不同材料的體積或重量;
此公式(1)為阿基米德密度公式,MIM的收縮率遵循此方程式。又:
公式(2)
![]()
其中:
- V=物體體積;x, y, z=該物體的三邊長;
- 當物體為長方體時,其體積等於邊長的乘積,本模型的簡化計算方法是設定x=y=z成為等邊長的立方體,則體積=x3。
模穴尺寸的定義
燒結MIM生坯變化的尺寸收縮因子(Oversize Shrinkage Factor)的關係如下:
公式(3)
![]()
其中:
- S=MIM燒結後的銀坯;
- C=此零件模穴(Cavity)的尺寸,通常注射後的生坯會自然因材料的收縮而能夠從模穴中被取出;
因此OSF的設計值如果是1.165,自然可以導入公式(3)換算出模穴的尺寸。其中,假設生坯自模具取出時收縮可以忽略,則公式(3)可改為:
公式(4)
![]()
其中,G=MIM注射的生坯;
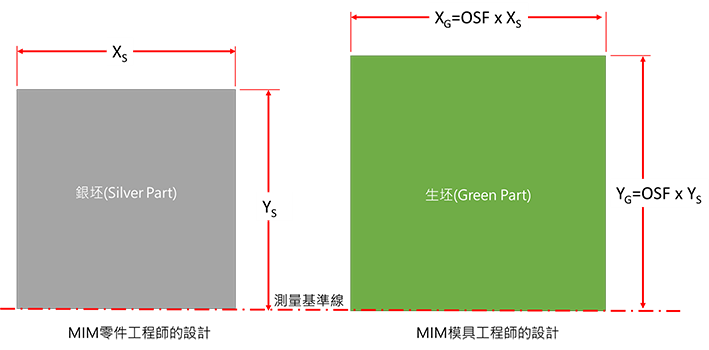
MIM零件工程師和模具工程師設計尺寸之間的關係請參考圖1所表示。
粉末與黏結劑的體積比
此外,業界設定OSF數值便可以推算MIM生坯零件的金屬與黏結劑的比例,我們由立方體零件的導入上述公式,同時假設:
- 金屬粉末的粒徑<45um,最佳粒徑以d10>2um;d50=9.8um;d90<22um;
- MIM的注射後生坯其喂料為粉與黏結劑是均勻分布;
- 脫脂與燒結的溫度/氣氛壓力/氣氛流量穩定;
- 燒結後段的材料相變化忽略其尺寸變化。
因此公式(3)可改為
故當OSF=1.165的設計時,使用立方體設計模具,立方體邊長=10(長度單位)=xc,則xs=10/1.165=8.5837,可算出粉末體積=(xs)3=632.4462=Vs金屬粉末燒結後的體積(假設金屬燒結過程的物質損失忽略不計),則黏結劑體積應是模穴體積-金屬粉末的體積=Vc-Vs=(10)3-(8.5837)3=1000-632.4462=367.5538(體積單位)。
所以當OSF=1.165時,金屬粉末體積:黏結劑體積=63.2:36.8(簡化百分比)。
粉末與黏結劑的重量比
粉末與黏結劑的重量比不同於體積比,必須導入物質的個別密度以協助計算所得。因此假設以不鏽鋼17-4PH材料與黏結劑為四種包含POM:PP:HDPE:SA=85:10:4:1(黏結劑個別重量比),計算OSF=1.165所有材料的個別重量。以下算小數點第三位採用第四位之四捨五入進位法。
- 查表得知17-4PH的密度=7.85g/cm3;本項目之17-4PH不鏽鋼金屬粉末的重量為15,000g=15Kg
- 根據OSF=1.165的比例,先計算體積比以導出黏結劑總和需要的體積,則金屬粉末體積:黏結劑體積=V17-4:VBinder=63.2:8;所以V17-4=M17-4/ρ17-4=15000g/(7,85g/cm3)=1910.828cm3
- 故V17-4:VBinder=63.2:8=1910.828:VBinder,VBinder=1112.634(cm3)
- 假設所有黏結劑在混料過程都不會汽化損失,我們可以獲得總黏結劑的體積;根據黏結劑個別的重量比例(需要事前便定義與設計)=POM:PP:HDPE:PW:SA:1010=88:5:2.5:1:4:1
- 查表得知每一樣黏結劑的密度,POM=1.4(g/cm3);PP=1(g/cm3);HDPE=1(g/cm3);PW、SA、1010=0.95(g/cm3)
- 則先以100g時的黏結劑計算個別的體積為VPOM=88/1.4=62.857(cm3);VPP=2.5/1=2.5(cm3);VHDPE=2.5/1=2.5(cm3);VPW=1/0.95=1.053(cm3);VSA=4/0.95=4.211(cm3);VSA=1/0.95=1.053(cm3)
- 所以當黏結劑為100g時,其體積=62.857+2.5+2.5+1.053+4.211+1.053=74.12(cm3);則體積為VBinder 100g =74.12(cm3),黏結劑總體密度應該為100g/74.174cm3=1.349g/cm3;因此,當黏結劑的總體重量必須為VBinder 349g/cm3=1112.634cm31.349 g/cm3=1501.119g
- 金屬粉末重量:黏結劑重量=15000:119=90.92:9.08
- 個別黏結劑的重量為MPOM=1501.119/(88/100)=1321(g);MPP=1501.119/(2.5/100)=37.5(g)=MHDPE;MPW=1501.119/(1/100)=15(g)=M1010;MSA=1501.119/(4/100)=60(g)
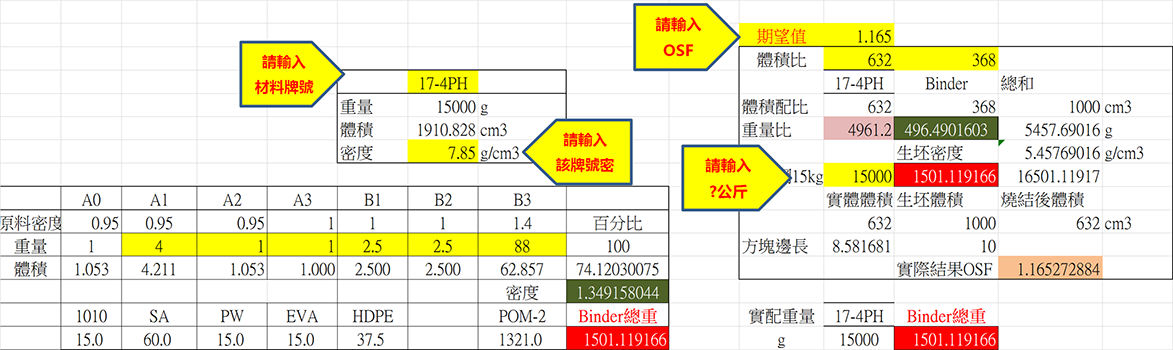
將此數學模型導入Execl表格計算可以獲得如圖2的表示結果。
結論
不知道各位不喜歡數學的讀者有沒有嚇跑了或是睡了好幾覺才勉強看完上述的公式推導呢?由於篇幅和數學公式的繁雜,希望大家盡可能使用Execl軟體的表格計算協助。還有關於如何拯救收縮率過小(產品銀坯尺寸超出)或是過大(產品銀坯尺寸過小)的喂料、模具不等向收縮的補償等等工藝上的小技巧,我們等到有機會再來跟讀者們報告。
