

■品印三維科技
前言
3D列印近年在牙科數位化中快速發展,如何提升牙科人員的工作效率與列印成功率,一直以來都是數位化的核心之一。
尤其像牙科這樣,在大量製作不同客製化物件的情況下,所有參數條件都有可能會影響到列印結果的好壞,許多的參數跟角度判斷,需要仰賴使用者大量的列印操作經驗,而根據使用者當下的狀況有可能產出較為不穩定的結果,以下我們對於臨時假牙的列印,做個詳細的介紹。當然,同樣的技術也可以應用在其他的牙科產品,例如手術導板、活動假牙、咬合板等。
從口掃到列印出好的臨時假牙
為得到精準的列印結果,從掃描開始需注意檔案的完整性,是否有破碎的網格或雜訊,以及Margin是否清楚,這些細節都會影響到我們後續列印出的臨牙品質。
做牙冠設計時,我們會特別留意:「牙冠厚度」、「連接體的強度」、「咬合與鄰接關係」、「牙冠外型」、「牙冠鬆緊」,專業的牙技師都需掌握好以上的要素。
早期的3D列印切層軟體,大多數都是提供給工業用或是模型玩家為主去做使用的,這兩者有一個共通點,主要目的會是以打樣為主,使用者可以花上較多的時間,做參數或是模型的調整,得到最佳結果後,再使用最佳參數列印大量且相同模型。
而近年來3D列印逐漸被用於牙科市場,被當作生產的設備去做使用,與上述不一樣的是,牙科的列印屬於低重複性且需要高穩定性的大量生產需求,進而開始出現牙科專用的切層軟體,穩定的參數可以幫助我們節省時間以及降低失敗的機率,以下我們就針對列印的部分來詳加說明。
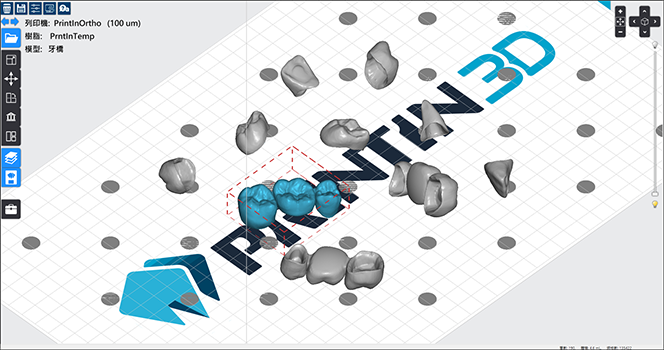
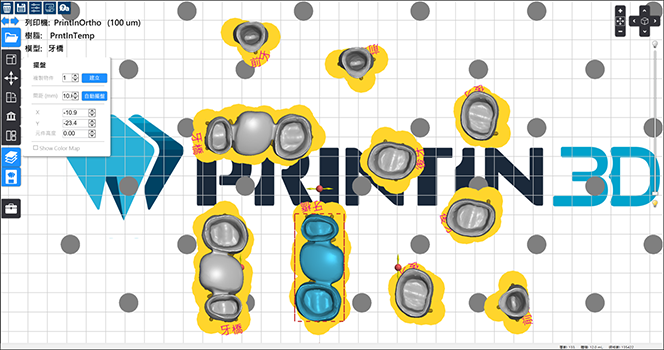
關於3D列印擺盤切層要注意的事項
首先將設計好的臨時假牙檔案載入後,需要做角度的調整與支撐的建立,通常以後牙來說較為簡單,只需考慮Margin的精度,且不要讓支撐碰到即可,但前牙的情況就不一樣了,若擺放的太垂直,雖然可以減少支撐的數量,但同時支撐越高會造成不穩定提升,而導致變形或晃動紋等等。
這邊來聊聊支撐參數,所有的列印參數都有其重要性在,每個參數的值都會相互影響,以大方向來說,若希望列印成品的後處理時間可以減少,則列印時的穩定性可能會降低,若以列印穩定性為考量,則會增加後處理的時間,以下就以筆者的列印經驗分為四個項目來做簡單的分享。
- 支撐的密度
密度偏少:列印後方便移除,但列印成功率降低,咬合溝與特徵不明顯。
密度偏多:列印後難以移除,但列印成功率提高,咬合溝可能較為明顯。
- 支撐接點的粗細
接點太細:列印後方便移除,但有可能抓不住牙冠導致列印失敗,會影響設計形態。
接點太粗:列印後難以移除,但列印成功率提高,會影響設計形態。
- 底盤的大小
底盤偏小:列印時容易掉落,鏟下不方便。
底盤偏大:可擺放的牙冠數量減少,鏟下較為方便。
- 擺放的間距
間距太小:根據不同的臨牙材料,流動性不同,可能導致列印物件不完整。
間距太大:可擺放的牙冠數量減少。
看完了以上說明,會不會讓大家覺得3D列印是一門高深的學問呢?尤其牙冠的形態百百種,要列印出好的成品必須了解材料的特性、列印機的特性、列印機的參數、列印成品的後處理方式,每一項都是會影響精度的要素,與傳統車機比起來,更需要仰賴操作人員的熟悉度與列印經驗,才能生產出好的列印結果,而人員的訓練也是一大成本。其實只要找到了適合我們的切層軟體,除了可以幫助我們節省時間外,還可以降低列印失敗的機率。
而目前市面上已經有智慧型的牙科專用切層軟體,使用各種牙冠形態的幾何學演算法做旋轉後建立支撐,計算出最佳的擺放角度,自動建立好支撐,同時也整合穩定列印的列印參數,讓沒有3D列印經驗的操作人員,在簡單學習之後可以用最簡單與最快的方式輕鬆上手,降低時間成本提升列印成功率。
關於3D列印後要注意的事項──清潔
當成品列印出來後,列印後清潔也是非常重要的,若清潔液沒有完全乾燥殘留在物件上,就有可能造成原本物件的尺寸改變或者發生不密合的狀況,且根據不同的臨牙材料特性,需搭配不同的清洗溶液,避免材料原本的強度被破壞。
而清潔方式會對物件造成什麼影響呢,目前最常見的除了震盪清潔以外,另外一種則是手動刷洗的方式,而列印後的成品是仰賴後固化前得到強度的,則建議使用軟毛刷避免變形或是牙冠破裂。
清潔的時間也有可能改變材料的特性,因為要將列印成品清潔乾淨,清潔液的特性必定會侵蝕樹脂材料本身,清潔過久有可能造成材料的強度被破壞,而達不到原本預期的材料強度,而相關的清潔時間參數則建議向材料供應商確認好,若買了好的材料但製作出來的成品卻不理想,實為可惜。
關於3D列印後處理要注意的事項──後固化
一般我們對固化機的認知,有可能覺得並不是那麼的重要,殊不知在高精度的牙科界,後固化機就是影響列印成品精度的關鍵。
坊間偶爾會看到使用美甲機或者自製的燈條箱去做為後固化機的使用,若以模型玩家來說當然是沒有問題的,但牙科的使用者就有可能碰上因為光強度不夠,而固化不足的問題,這會讓原本好的臨時假牙料無法發揮其特性。
而專業的牙科固化機,除了會考慮到其照射角度,使用的波長及材料照射時所需的溫度,連光照時間也是十分重要的參數,尤其牙科使用生醫樹脂時,若要達到好的生物相容性及強度,所需的後固化條件也會相對嚴苛。
不知道各位讀者有沒有遇過,列印出來的成品原本配合都是密合的,但放了幾天之後居然變形了?為什麼會這樣呢?我該如何確保列印出來的穩定性?
舉例來說,我們會做後固化的目的,就是讓列印完成的樹脂反應程度達到100%,為最穩定的狀態。當然這跟材料本身的特性有較大的關連性,因為後固化是採用短時間高強度的方式照射,光固化樹脂會在短時間內吸收高能量,而較好的光固化材料,在剛列印完成時,其反應程度已經到達約80%~90%,在這個情況下,不論是要控制變形量或是精準度,都是較為容易達成的。若光固化樹脂的反應程度只有50%~60%的情況,在這個階段繼續吸收我們日常生活中的紫外光,繼續產生化學反應的可能性就會非常高,若想要控制好精準度,難易度將是一大挑戰。
而大部分的樹脂都會有些微的收縮特性,必須搭配穩定的後固化流程,列印精度必須控制在後固化之後,才有其意義,這也是為什麼,我們完整的列印流程必須包含後固化,這樣才可以為我們帶來穩定的成品品質。
結論
最後我們就以傳統3D列印切層軟體與牙科專用切層軟體簡單做個比較(如表1),實際操作列印擺盤的流程會耗費多少時間,表1以對於3D列印較為熟悉的操作人員,實測做時間統計,從載入不同角度且不同形態的牙冠檔案,建立支撐到擺盤切層輸出,所需的時間。

根據不同設計軟體的定位,設計出來假牙有可能在各種不同的座標軸,載入檔案時每一個Case都需旋轉至適合的角度,非常耗費使用者的時間,像牙科這樣每天需要做生產的行業,每天耗費非常多的時間去做旋轉擺放與切層,累積起來消耗了不少無形的成本。
更別說還有各種支撐的參數需要去做調整,牙冠的哪個位置接點適合粗一點?哪個位置的接點需要細一點?或者是哪邊的密度可以高一些?哪邊少一些可以節省一點樹脂材料?以上的條件若沒有一定的列印操作經驗,是沒有辦法做好的。
而切層軟體可以為使用者做些什麼?在前處理階段,若搭配牙科智慧型軟體演算法,在判斷各種幾何的牙冠形態後,幫助使用者判斷最佳的擺放角度,且同時建立符合容易後處理的支撐,降低使用者花費在列印前處理的時間,軟體也可以將此動作整合做批次處理,大量處理所有的Case以提升效率。
可以降低人為失誤的機率,同時也可以減少重工的可能性,是現在所有使用者都在追求的目標,我們期許3D列印在牙科可以越來越被廣泛的使用,且幫助使用者更輕易的上手。
