企業組──特別獎
- 公司:新鷹精器股份有限公司
- 團隊成員:林財龍、胡忠義、王世和、王宇軒、盧彥志
- 使用產品(模組):Moldex3D Professional 解決方案;流動分析模組 Flow、保壓分析模組 Pack、冷卻分析模組 Cool、翹曲分析模組 Warp、Designer BLM
作品大綱
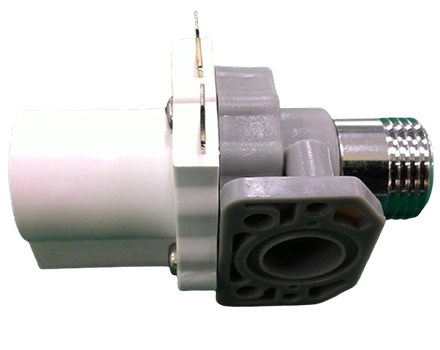
本案例的產品使用pom材料成型,用於自動沖水小便斗與自動水龍頭內部的閥類機能零件,有先天上的肉厚條件限制,且尺寸精度要求高,成品設變的空間與可設定澆口的位置有限,所以在有限制澆口條件與開模條件下,只能透過優化製成條件去達到高精度成型與克服先天肉厚太厚問題。
面臨的挑戰與應對
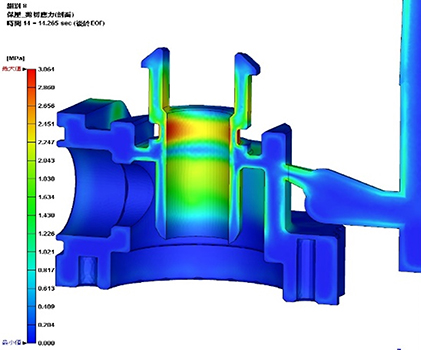
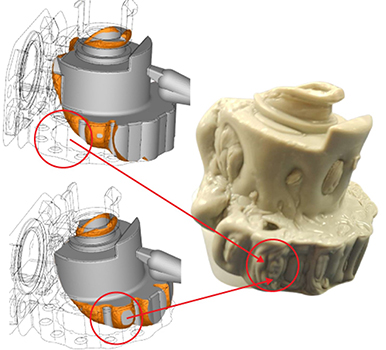
本次案例面臨的主要挑戰分別為「解決細小尖端R0.05~R0.02mm成型問題」、「在不產生毛邊的情況下降低因肉厚太厚所產生的真空泡大小」,以及「取得為克服真空泡與收縮痕的保壓段速、秒數與壓力的平衡點」。
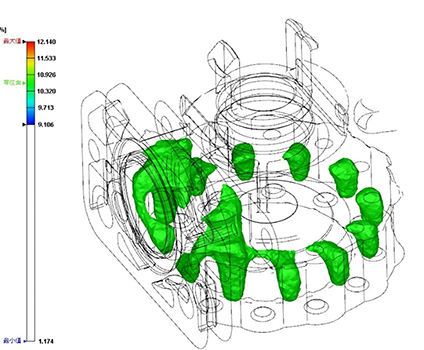
對於上述提到的挑戰,新鷹精器透過預測包風與結合線位置,在模具結構與成品特性配合下,判斷最佳澆口位置,並配合壓力與溫度數據找出適當的VP切換點,透過體積收縮率數據找出適當的保壓段數、秒數、速度與壓力。透過翹曲變形方向與數據找出收縮差異最小的位置,配合模具機構,找出最適當的刻字位置。
效益
- 判斷最佳澆口位置,將重要機能面的縫合線與包封情況降到最低;
- 重要機能的唇面良率97%;
- 真空泡大小縮減30%;
- 刻字位置清晰無錯位;
- 成型後的品質超過客戶預期。