■科盛科技/ 林秀春
產品故事說明
成品尺寸:長900~1500,寬100(單位:mm);
成品厚度:平均厚度1.5~2.5(單位:mm);
澆道系統:冷澆道;
塑膠材料:PP、ABS。
分析焦點
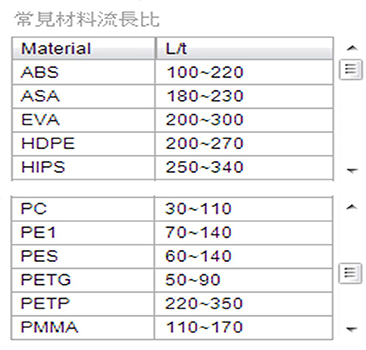
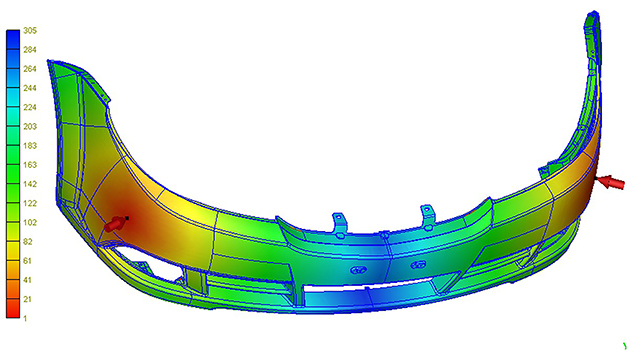
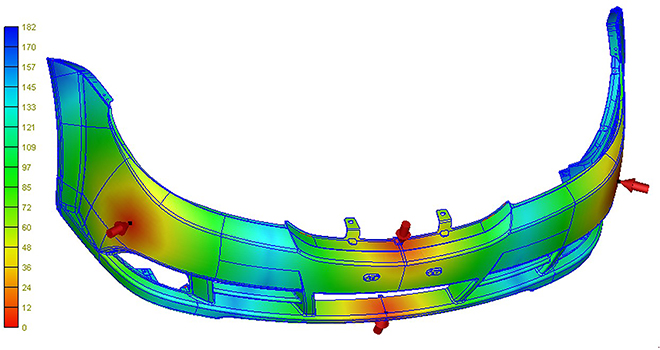
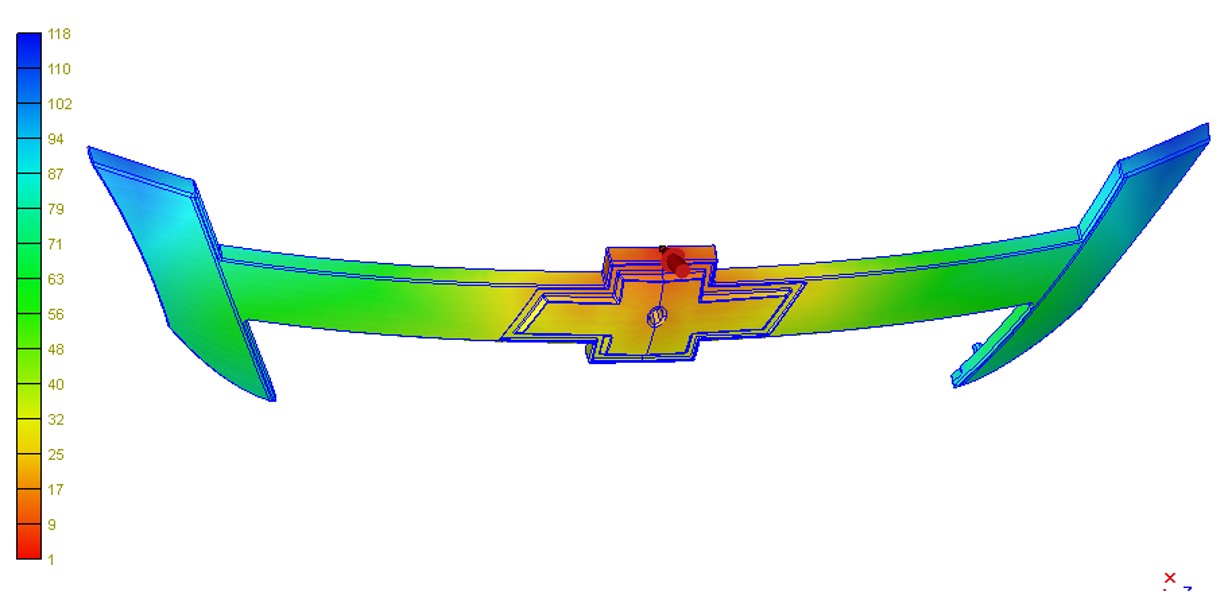
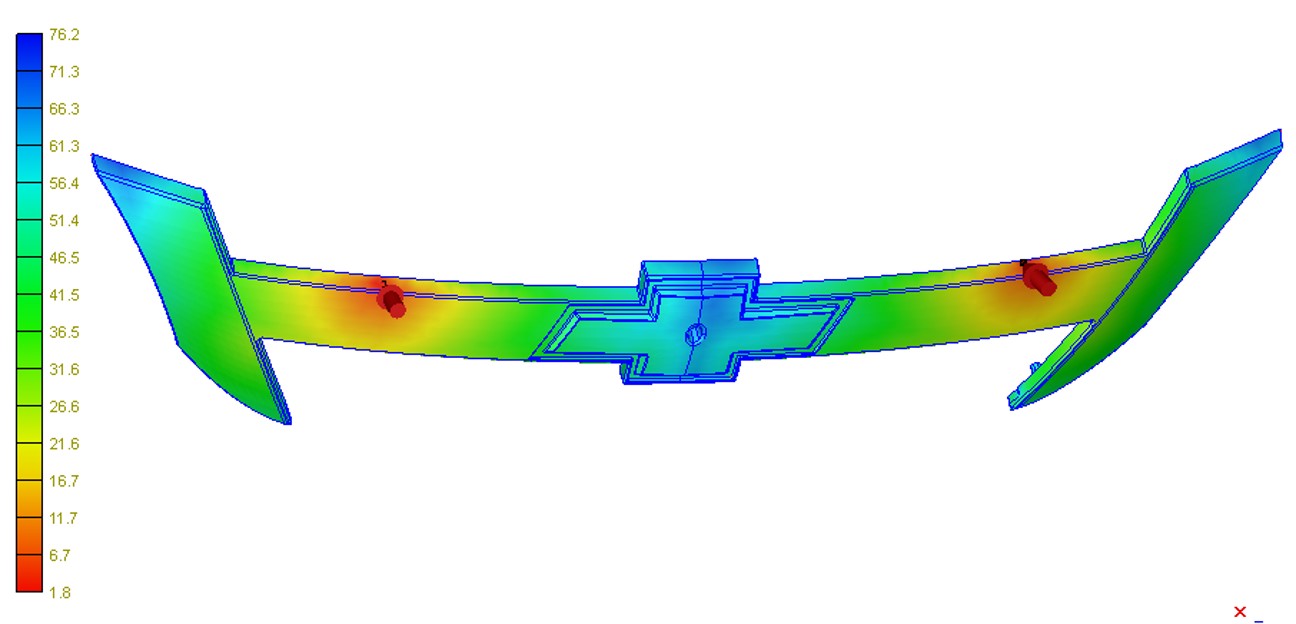
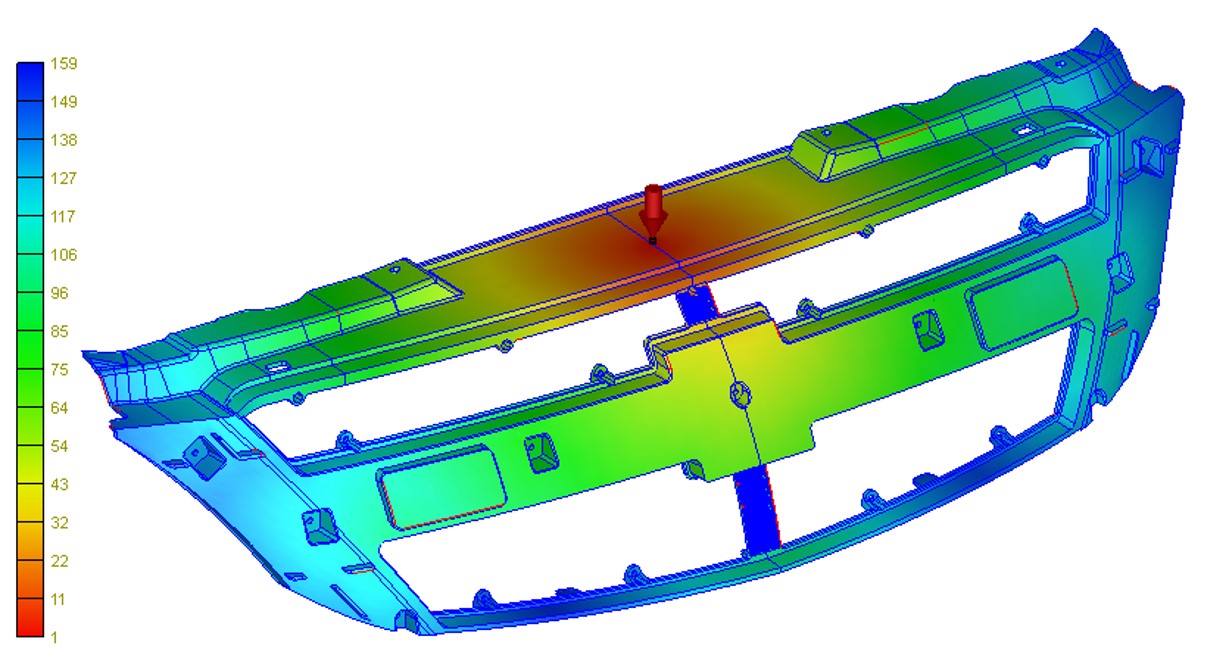
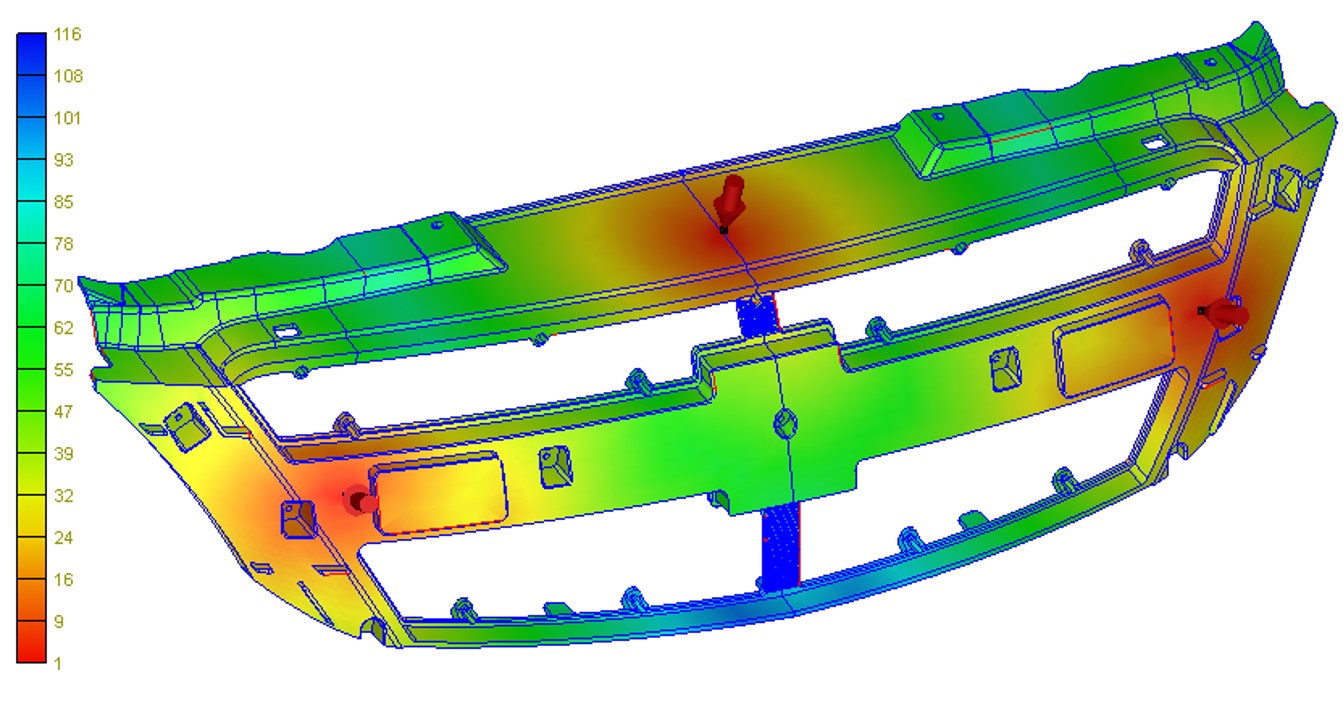
在塑膠模具中,因塑膠件幾合複雜多變,設計者在決定澆口位置與澆口數量時,會有一定的困難度,現今使用模流分析軟體模組功能,可以快速結合流長和厚度比的流長比(L/T ratio),澆口位置建議功能可快速提供澆口放置的位置建議。如圖2~圖9,,每組計算只要30秒就能知道合適的流場比與確認澆口位置與澆口數量,讓設計者能輕鬆執行較優的設計。圖1為不同塑料與厚度的流場比參考。
應用方法
點擊建議澆口位置,功能的流程如下:首先,在模型上新增澆口,接著依已放置的澆口,檢查流長比分布。使用流長比的目的是希望流動盡量達到模穴內平衡或達到合理的流動範圍。可選擇手動更新或自動更新。
當澆口位置改變時,流長分布就會馬上更新。對於大型件或複雜件,不需要長時間等待,均可以在1分鐘內完成。此外,點擊顯示流/長比範圍帶 (Show target L/T band),可檢視模型上特定的流長比值。
實際案例說明
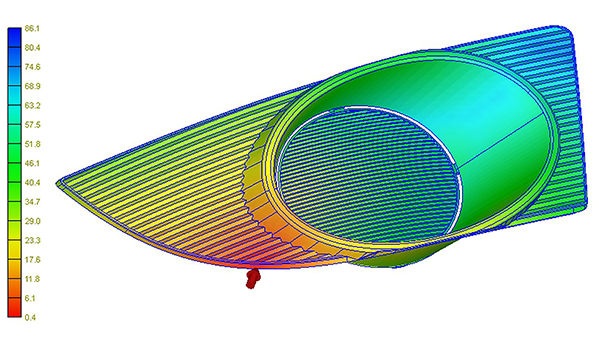
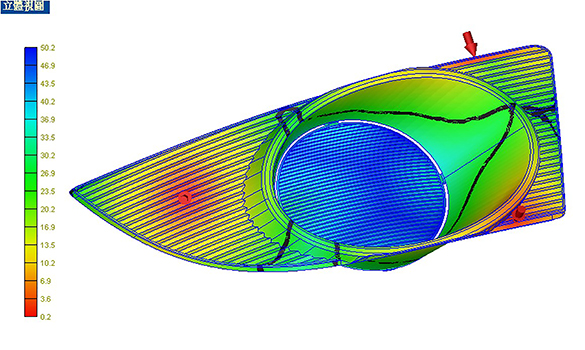
圖2~圖9為不同的塑件,利用計算快速結合流長和厚度比的流長比功能所獲得的每個澆口的流動波前_流場比值。
快速澆口決定進一步連結產品設計估算器
當應用快速澆口決定了澆口數量與位置,就能用產品設計估算器設計澆口樣式,如針點、扇形、牛角等澆口幾何, 並決定流道長度,主要是針對產品初期的設計與成型資訊進行快速估算,包括澆口剪切率、流道壓降、塑件冷卻時間及纖維增強塑料特性預測。
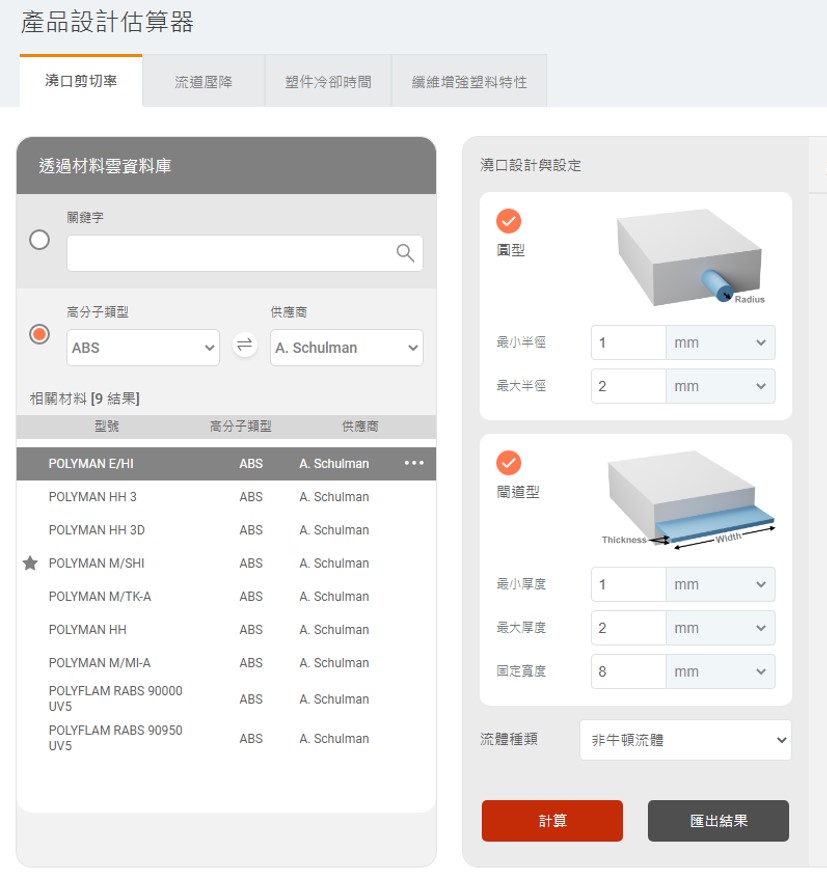
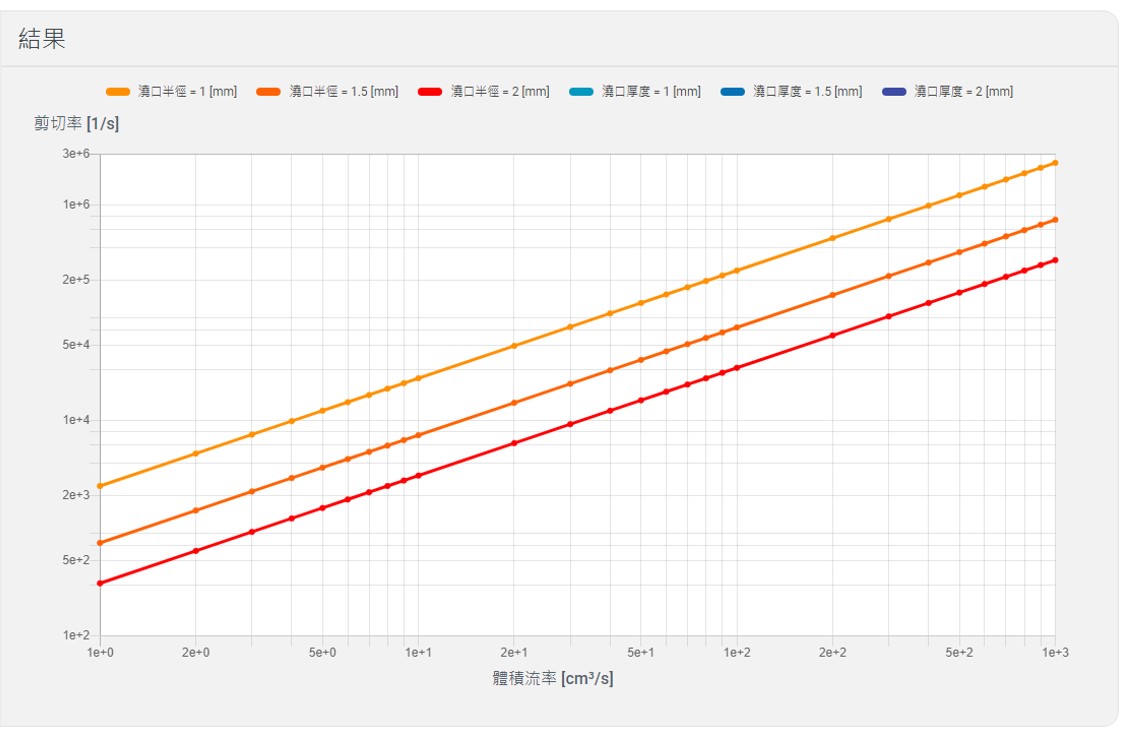
澆口剪切率
可先透過左邊的材料搜尋面板找到要導入材料數據,並可設定圓型或閘道型澆口的幾何,如:設定澆口最大與最小半徑及對應的單位選項,再點擊計算按鈕以求得不同設計下的體積流率所對應的最大剪切率。
註:可透過勾選來顯示或隱藏澆口類型結果;流體種類可切換為非牛頓流體或牛頓流體行為。(牛頓流體的黏度為恆值。)
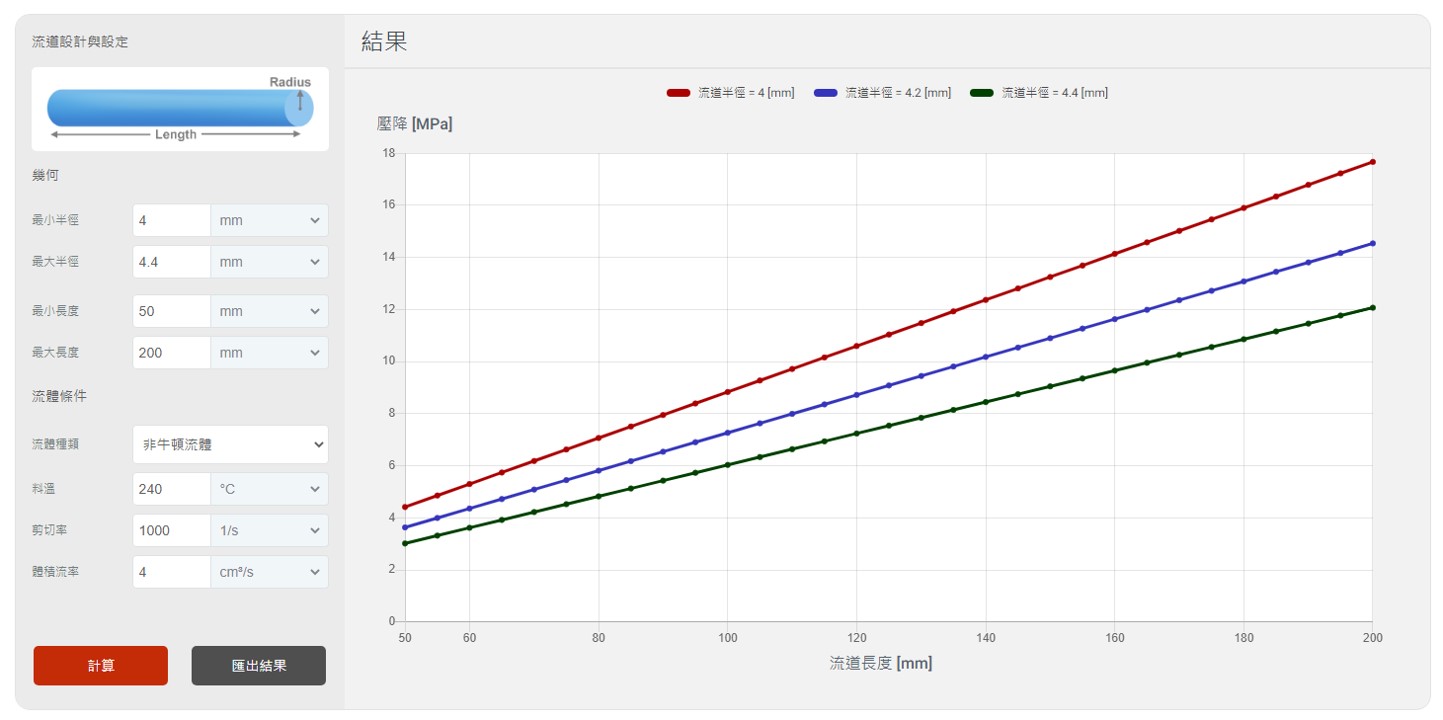
流道壓降
可先透過左邊的材料搜尋面板找到要導入材料數據至流體條件,並可設定流道可能的幾何範圍,包括:半徑與長度的最小至最大值,再點擊計算按鈕,即可求得不同幾何設計所對應的流道壓降。
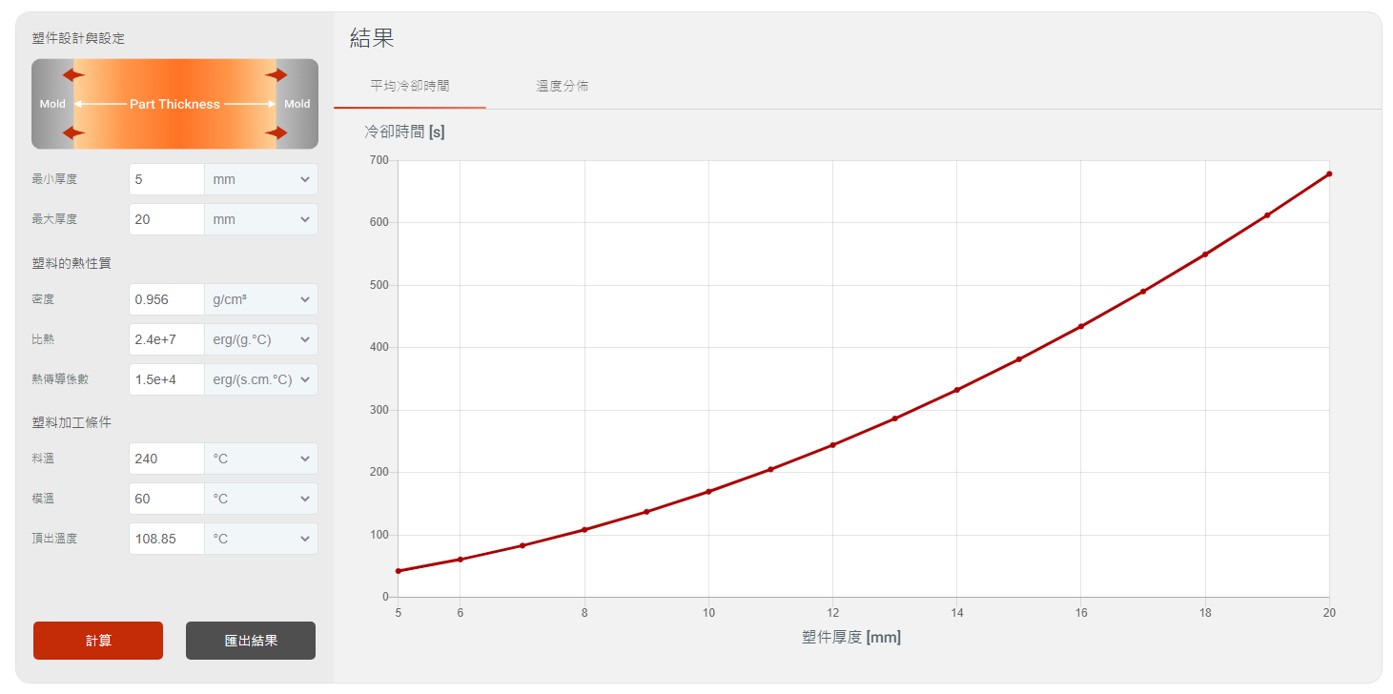
塑件冷卻時間
可先透過左邊的材料搜尋面板找到要導入材料數據至塑料的熱性質與加工條件,在設定塑件的厚度範圍,點擊計算按鈕,即可求得不同厚度所需的平均冷卻時間與達到冷卻時間下的塑件內部的溫度分佈。
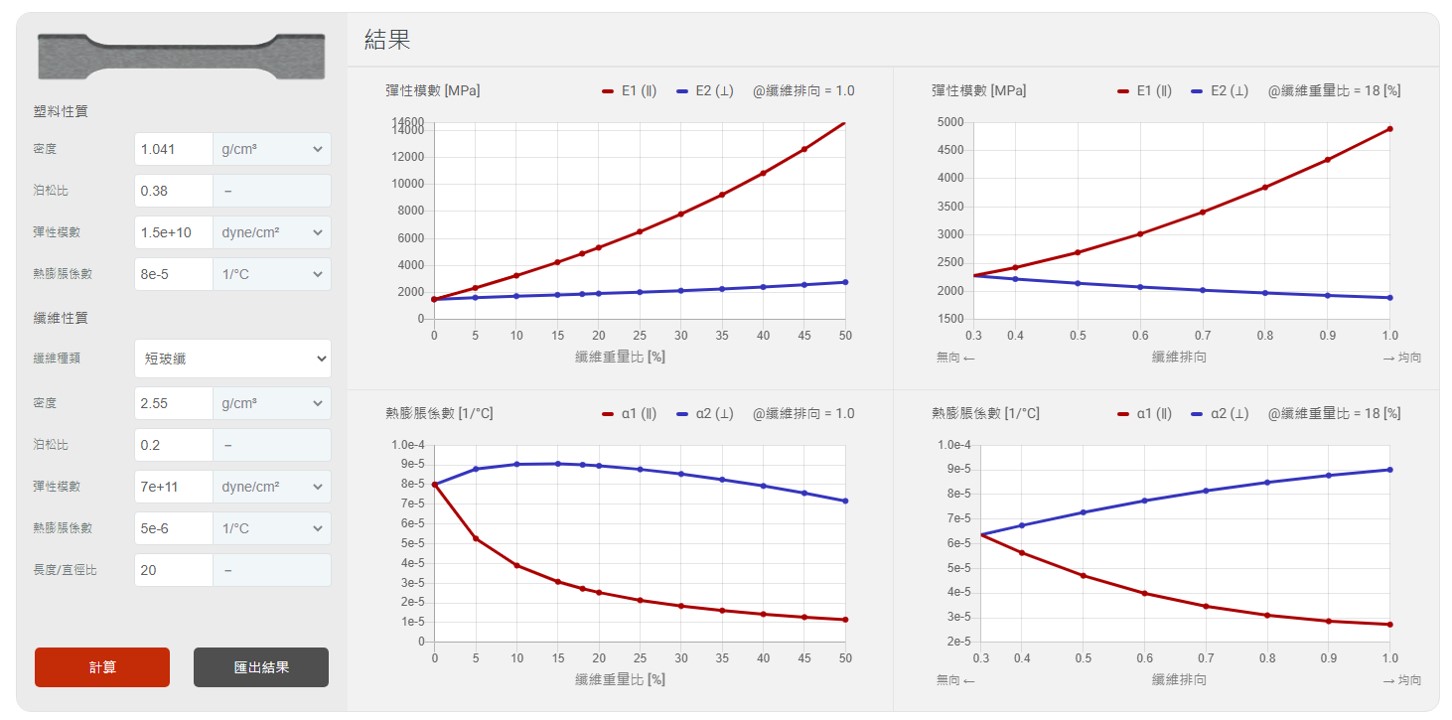
纖維增強塑料特性
可先透過左邊的材料搜尋面板找到要導入材料數據至塑料性質,並可嘗試改變纖維性質,包括:纖維種類、長度/直徑比等,再點擊計算按鈕,即可預設不同含纖維重量比或纖維排向對補強塑料的彈性模數與熱膨脹係數的影響。