■ Moldex3D/ 林秀春 協理
【內容說明】
肉厚對流動的影響
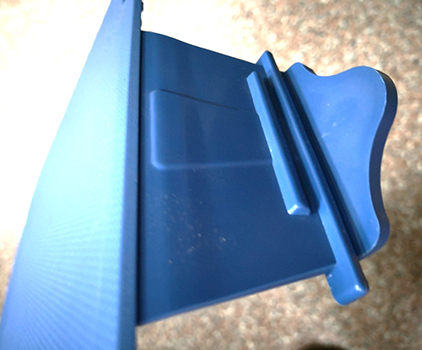
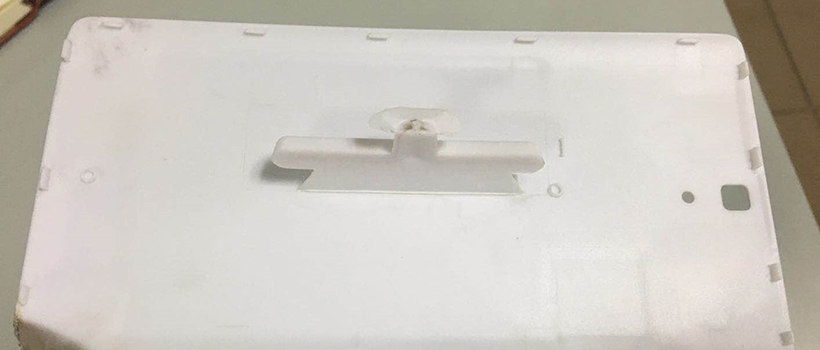
大致上塑膠產品設計會同時有壁厚與壁薄區域的設計如圖1 產品為13 吋筆電外殼上蓋與導光板幾何,主平面為大外觀面,流動面積大,為使流動平衡,澆口設計為大扇形,如圖5 所示。不同的澆口設計往往有不同的流動波前,同時也影響了模穴內的溫度分佈,因此由分析結果的溫度判斷,溫度高於料溫設定,顯示有黏滯加熱,顯示有局部熱點產生,使塑件有燒焦裂解之虞。溫度較高的區域代表塑料持續流動,熱融膠不斷注入;反之,溫度接近模溫低溫區域,代表塑料幾乎不再流動。
由溫度分布可以判別塑件在充填過程中,熱塑料對流傳熱的效應大小,預測複雜的溫度分佈。
應用方法
一般而言,在充填過程中,肉厚中心溫度為肉厚方向最高溫區域,此緣於熱塑料不斷填入,對流效應使溫度保持高溫,若流動阻力變大,溫度的熱傳快速,則溫度迅速降低,所以溫度範圍高低溫差大,代表設計不良。好的設計溫度越均勻越好。
流動階段
流動難易取決於厚度與速度,在肉厚較厚處,流動阻力較小,塑料比較容易流動。由於塑料是熱的不良導體,肉厚處散熱不易,熱塑料容易補充,溫度較接近設定之融膠溫度,是溫度較高區域。
肉厚較薄處,流動阻力較大,塑料流動不易,肉薄處較易冷卻。若塑料流動發生遲滯,熱塑料難以補充,受冷模壁冷卻結果,塑料溫度迅速下降;若塑料仍可流動,則因較高的剪切率(速度梯度大),反有黏滯加熱的現象,使局部溫度上升。局部溫度跟高剪切率又與黏度有關,因此具體的流動行為取決於流動跟熱傳之間的相互競爭。
保壓階段(packing stage)
持續施加壓力(保壓壓力, packing pressure),壓實融膠,增加塑料密度(增密),以補償塑料之收縮行為。保壓壓力可維持為原來射壓大小(一次射壓),亦可以較原來射壓為高(二次射壓)。在保壓過程中,由於模穴中已經填滿塑料,背壓(back pressure)較高。在保壓壓實過程中,射出機螺桿僅能稍微向前移動,因此塑料為慢速流動,稱作保壓流動(packing flow)。保壓階段模穴壓力達到最高值,而此階段的塑料開始受模壁冷卻固化,密度增大而塑件逐漸成型。保壓階段會一直持續至澆口固化封口為止。
結果與討論
以往根據這些例子大都強調在產品區域淘肉厚很重要,但此次所討論的NB 上蓋均為相同厚度(均勻肉厚),所以模具的澆口設計在圖1~ 圖6 所示都有很明顯的設計差異,所以應用模流分析可以提供詳細的分析數據供設計者參考。
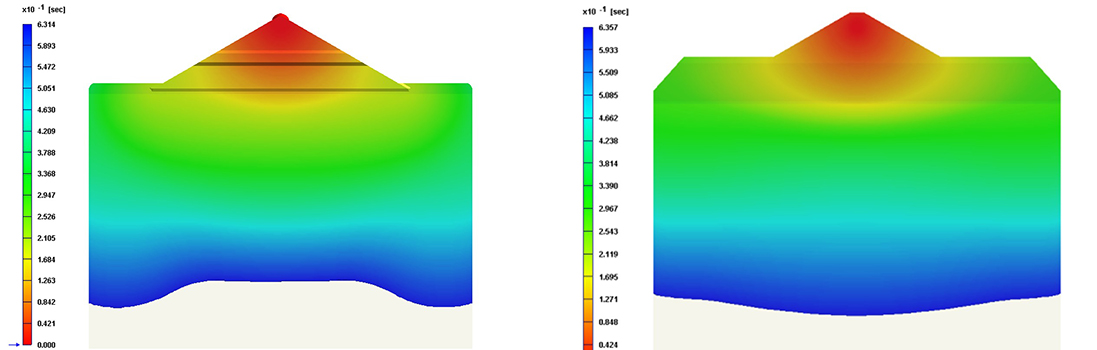
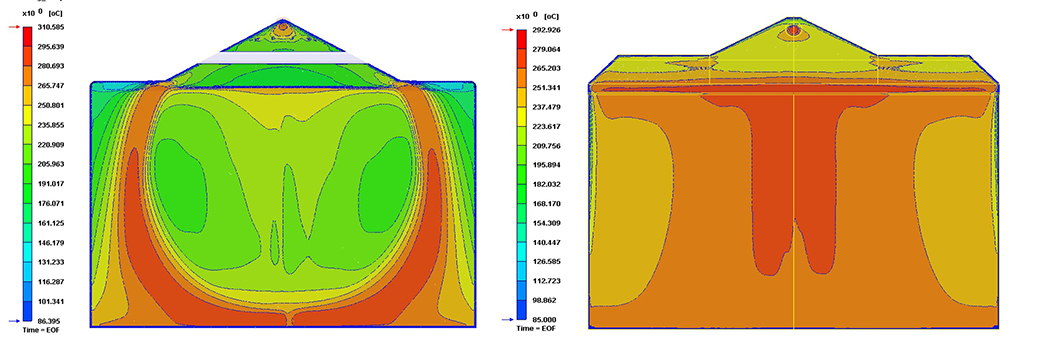
以圖7 與圖8 在NB 件上蓋不同大片扇形澆口設計與流動波前的差異,與NB 件上蓋不同大片扇形澆口設計與溫度分佈的差異,重結果中很明顯得知凹型的流動波前與凸型的流動波型的溫度分佈完全不同,因此接續保壓階段懸殊,最後容易有尺寸變異問題產生如大小頭,或翹曲變形。從現場試模產品看圖說故事的結論澆口設計是非常非常非常的重要,而善用模流工具絕對省力省時看數據說話。