

【內容說明】
肉厚對流動的影響
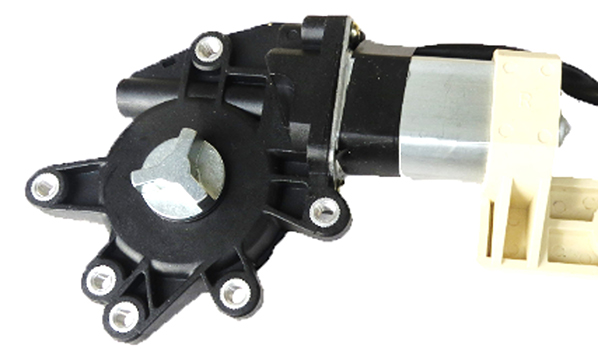
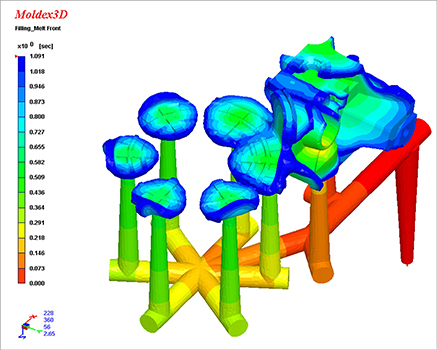
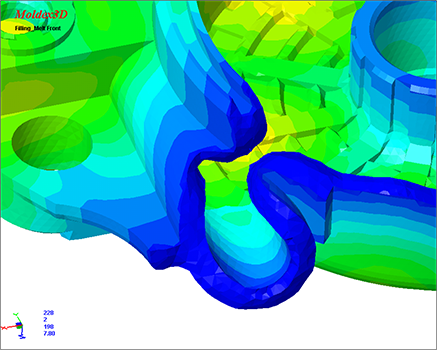
車用電子的塑膠零件也有很多肉厚差異很大的設計,大致上造型幾何複雜外圓內方。產品厚度懸殊會同時有壁厚與壁薄區域的設計如圖1(車用電動窗齒輪盒)所示。其主平面為大流動面積大,為使流動平衡,澆口設計為多點7個澆口如圖2所示,在流動過程中相對的複雜,所以容易有結合線與包封的問題(如圖3),產生容易造成組裝的破裂問題。另外,部件因使用塑膠材料為PA66+30%玻纖容易因配向問題、體積縮收不均勻造成變形,所以需要應用軟體分析來找出問題區域,以便提早設計變更改善問題。
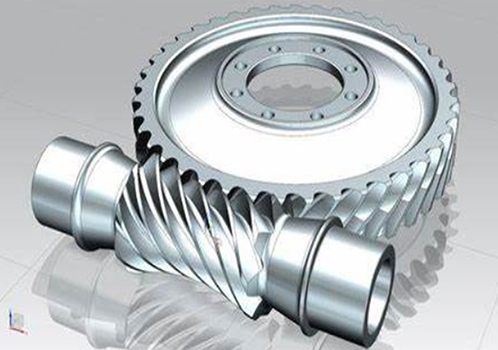
另一產品也是車用電動馬達傳動斜齒輪,因有傳動功能真圓度的要求,避免收縮之後的翹曲讓真圓尺寸變形會造成干涉,產品組裝傳動容易發生巨大的噪音,所以此產品進行電腦試模分析,了解尺寸變形的情況,並確定此產品必須從產品設計加減肉厚著手。
應用方法
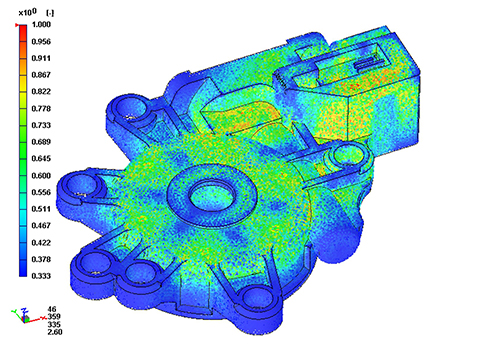
一般而言,在充填過程中,肉厚中心溫度為肉厚方向最高溫區域,此緣於熱塑料不斷填入,對流效應使溫度保持高溫,若流動阻力變大,溫度的熱傳快速,則溫度迅速降低,所以溫度範圍高低溫差大,代表設計不良。一個越優良的設計,其溫度越均勻越好。
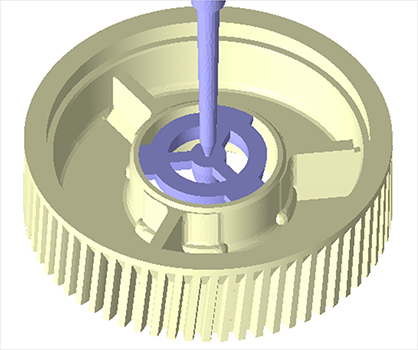
- 圖7:斜齒輪模型流道與澆口設計,澆口放置在內圈。
- 圖8、圖9:為斜齒輪產品與斜齒輪作動圖示。
分析說明
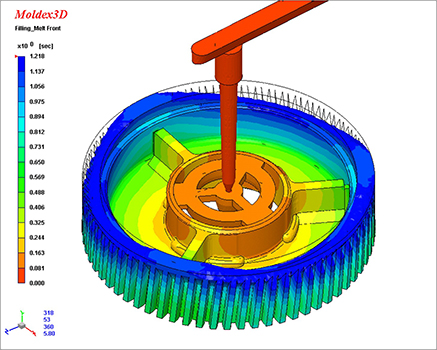
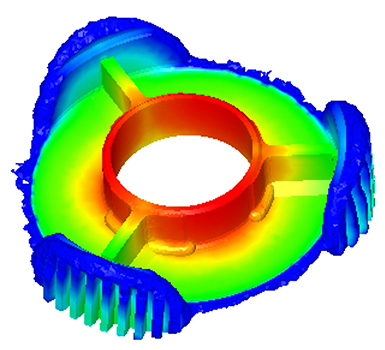
模穴內流動有不平衡現象,有補強肋條的區域流動快速。
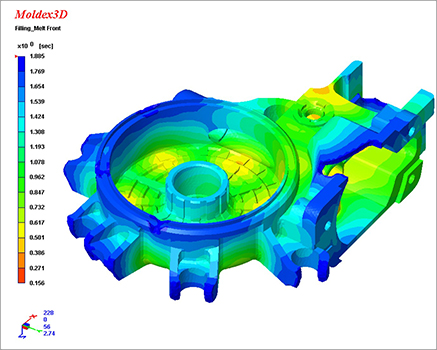
圖11、12:為模穴內流動波前情況與短射圖。經由現場短射物品與事先模流結果比較,非常相似;
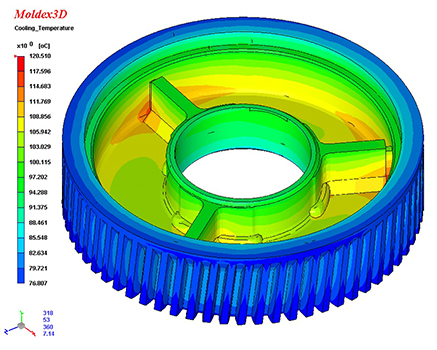
圖13:保壓結束產品剖面溫度分佈。
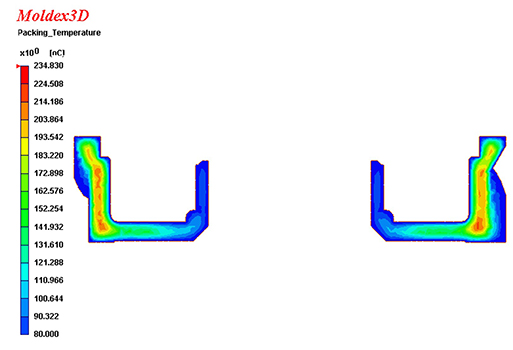
由圖中觀察內圈溫度低100° C,外圈溫度高200° C,所以溫度差異很大,內圈冷很快,造成澆口的傳遞效果差。
圖14:模穴的公模溫度分佈如圖所示;
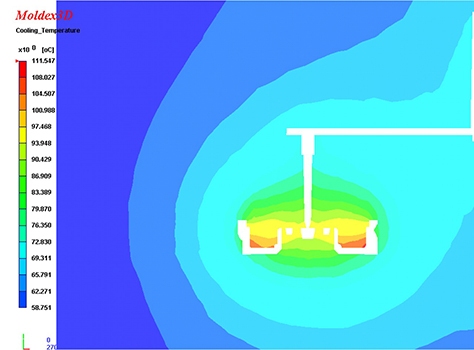
圖15:冷卻分析的模仁剖面溫度公模積熱,明顯溫差50° C 以上;
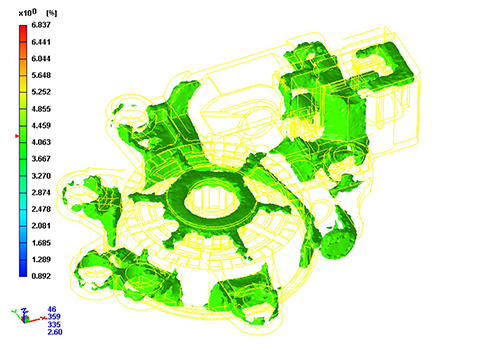
圖16:軟體分析的翹曲變形;
圖17:實際檢測的翹曲變形量測,與分析的結果有相似。
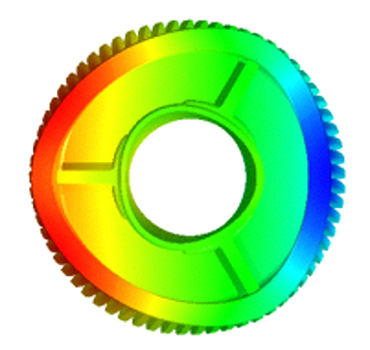
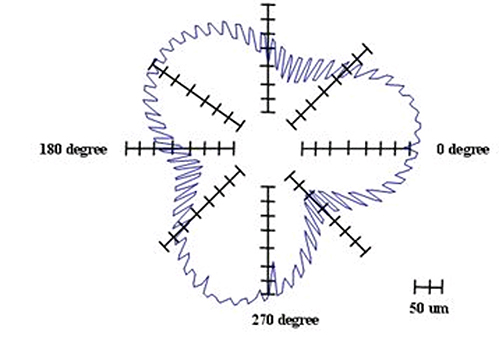
如圖所示,翹曲變形的原因來自於二個重要因素:
- 是圖7 的成品本身的溫度差,因肉厚設計所造成的,需要討論產品淘肉設計;
- 是冷卻分析的模仁剖面溫度公模積熱過多造成的,可以讓冷卻水進入到公模內側,可以採用異形水路的設計。
結論
模擬軟體確實可以提早預測現場的成型問題,適當控制產品溫度、體積收縮率以及模具溫度,可以事先提出改善方案。若在設計前端使用,落實設計品保的觀念,確保塑件有良好製造品質。
