【內容說明】
自然對稱流道設計的不平衡流動,是受到塑膠材料的高黏度特性影響,在高速射出下會有高摩擦剪切生熱,造成溫度高低溫分布變化,影響在模穴內流動的變化,如在流道就會長短腳,進入模穴後流動的差異變化明顯使短射成品就不一致,填滿後的重量也有差異,所以品質檢測就發生不同的群組(16穴會有4組品質,32穴會有8組品質,以此類推)。應用CAE模流分析軟體,提早預測射出品質不穩定的狀況,以找出造成流動不平衡的問題並提出討論。塑料在流道內摩擦剪切生熱產生不同性質之溫度對流動的影響,熔膠流動截面的流變特性變異(Rheological Variations):
- 剪切生熱(Shear Heating)
- 剪切稀薄(Shear Thinning)
- 熱變異(Thermal Variation)
圖1:一模16穴完全對稱的流道設計;
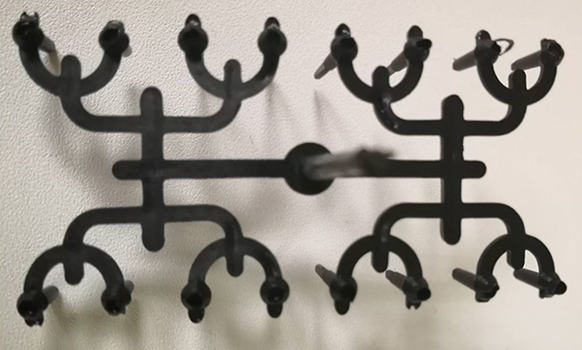
圖2:在射出時,次流道出現長短腳(相差14mm)的短射情況;
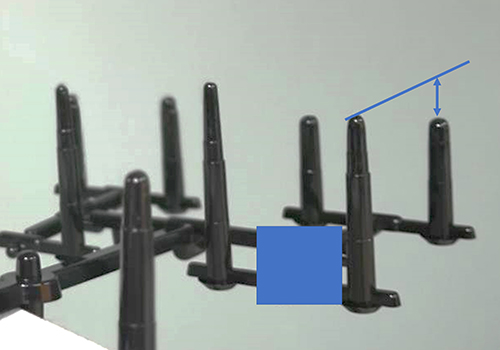
圖3:一模16穴完全對稱的設計。在射出時,次流道出現長短腳的情況;

圖4:一模128穴完全對稱的設計。在射出時,次流道出現長短腳的情況;
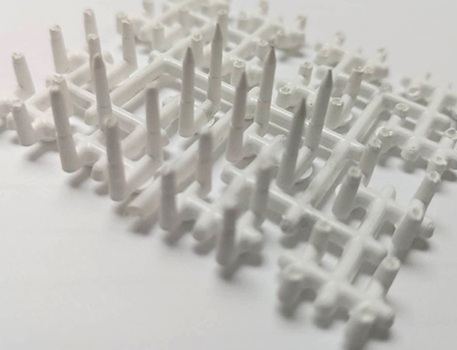
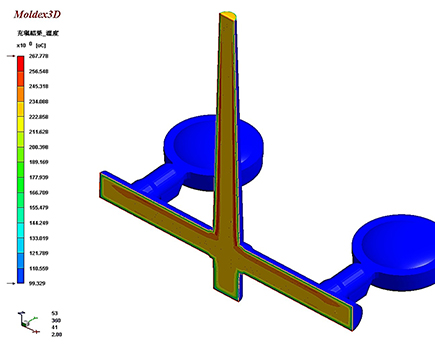
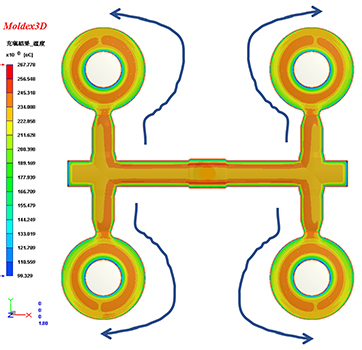
圖7:模流分析在充填流道時出現長短腳(短射)的結果;
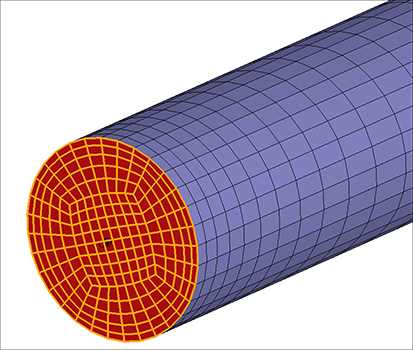
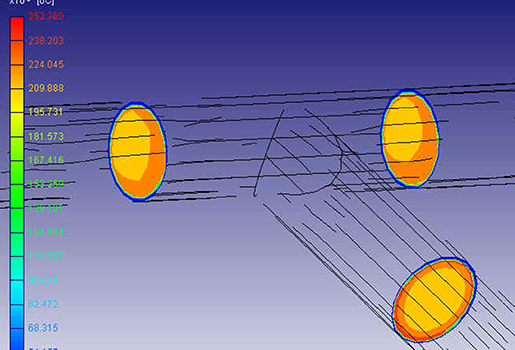
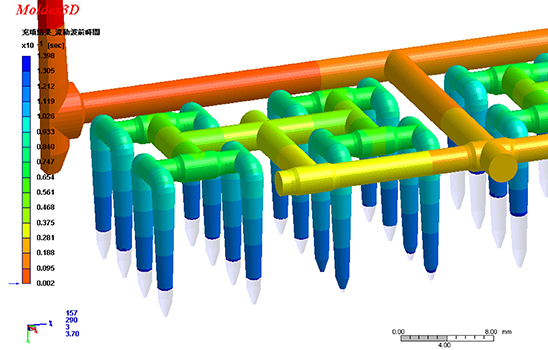
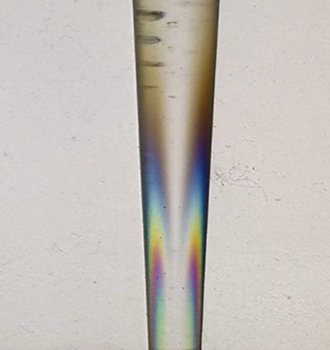
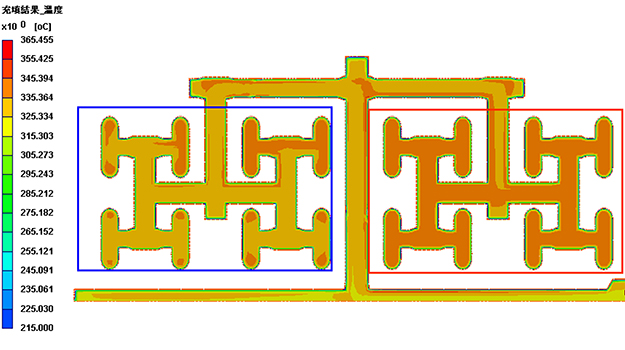
圖8:在流道剖面的溫度分佈,出現高溫355°C與低溫325°C的區塊,有30度的溫差,是造成流動差異的主要原因。
分析與討論
流道屬壁薄區域,因為成本考量,為達省料之目的,設計往往又細又長,因熱傳快速,溫度下降快速,流動阻力較大,流道內摩擦剪切生熱產生不同性質之溫度影響流動。
流道本身的摩擦生熱可以高達30~60°C,隨流動長度增加形成高溫圓環(筆者在之前的文章中有說明過),並在次流道分流時造成C型環不同溫度的分佈現象,C型環溫度差異越大,流動的差異越明顯。
- 首先,務必確認多模穴數的流動群組。
- 掌握試射的流道長度與成型短射樣品。
-取觀看流道到澆口的長短距離;
-取產品體積的短射。如70%、80%、95%。
- 針對每一樣品依照群組分類後進行秤重。
-取穩定試模之後十次等的產品重量平均值;
-並針對每組的每群組的平均值進行比較。
- 檢查是否為精度變動所造成的,以決定模具製作精度差異的不平衡變動程度。
-模具加工精度要在一定的範圍內(與塑膠材料特性及尺寸精度要求有關)。
- 最後決定剪切摩擦生熱效益導致的不平衡的流動溫度影響充填速度的差異結果。
以上結果均可以透過檢測儀器檢查之後再由軟體分析掌握差異進行流道設計變更可以提前獲得改善達到每穴品質一致的控制。