

■Moldex3D/ 林秀春 協理
【內容說明】
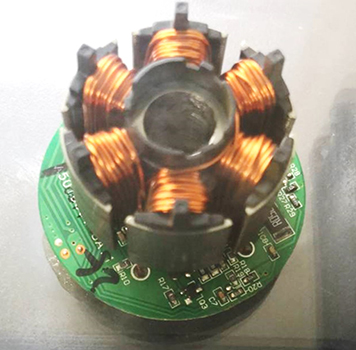
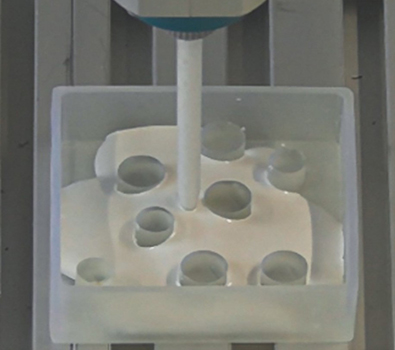
例如風扇馬達的內部線圈繞好之後以傳統加工是將內部零件利用外蓋組裝即出貨,在使用一段時間後因空氣與水氣讓產品生鏽腐蝕,導致使用壽命快速降低至3年內就出現問題,但透過新製程灌膠技術除了可以降低以上問題,並且在室外環境更可以防水耐候,可以延長使用壽命10年之久。

新製程灌膠技術介紹
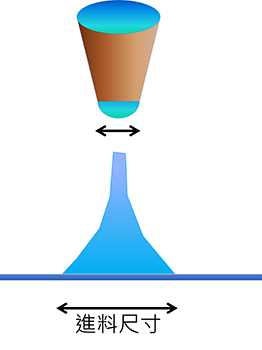
當Epoxy(熱固性塑膠邊加熱邊反應固化、不可回收與熱塑性塑膠特性完全相反)。待灌膠件預熱一般AB膠只要加熱到某個溫度,其黏度會大幅降低,可以幫助流動順暢,讓膠液填滿空隙,黏度較低的膠也有利讓空氣排出,A膠及B膠混合時,需要充分的混合,透過機器混合攪拌,在攪拌的過程當中就會把空氣(小氣泡)給混到膠液裡頭。同時當膠液被注入到容器內時,空氣也會跟著進去,反應固化時候,會有小氣泡發生。另外,因為埋入的零件相當多且尺寸大小不一,造成Epoxy液體流動時,會多面向流動且速度不同,容易造成灌膠形成包封真空氣泡或短射,這部分是產品品質不良的主因,容易造成使用時的爆炸破裂問題。
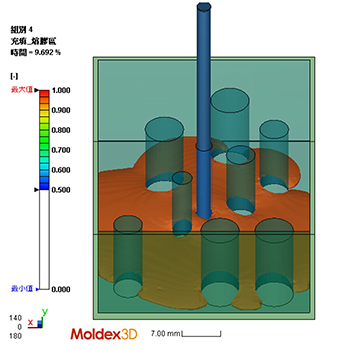
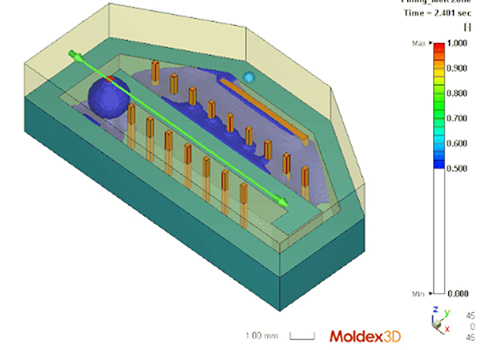
因此,在複雜元件多或體積尺寸大的情況下,可以分多次多點灌膠,藉此讓膠液均勻分布且有充分的時間流到大部分地方,這樣就可以有效的降低不均勻流動產生包封的氣泡。
分多次將膠液注入容器中,因為少量的膠液較不會對空氣產生太大包覆能力,等到空氣從膠液下的空隙被逼出後,再灌滿其他的膠液,建議透過灌膠軟體參數設定精準的計算。
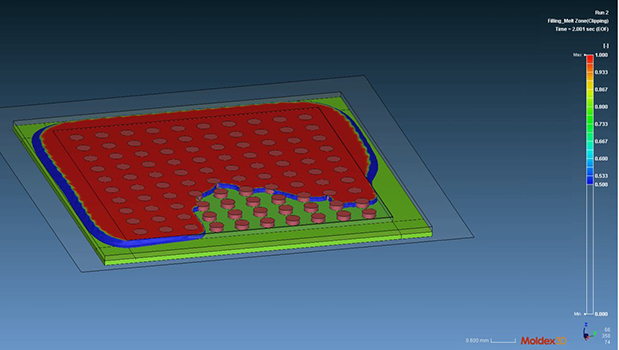
另外,「現場無法控制灌膠量的體積」,作業時通常很難控制膠量是否足夠,大多情況下作業員會擔心膠量太多而發生漏膠或污損產品的問題,所以會選擇降低灌膠量。有時候灌膠作業中也會因為灌膠速度太快,以至於容器內部包覆太多空氣,而呈現出假灌滿的現象,等到膠液漸漸固化,某些空氣慢慢逸出之後,就會留下大面積的灌不滿膠現象造成產品報廢。這個試模手法可以透過軟體事前預估避免無謂的浪費。
如何做才能降低氣泡(void)或空洞的發生率呢?這部分與材料特性的掌握有關就不在這裡討論囉!科盛擁有完整的亞洲材料研究室精密儀器設備歡迎來電討論!
技術說明
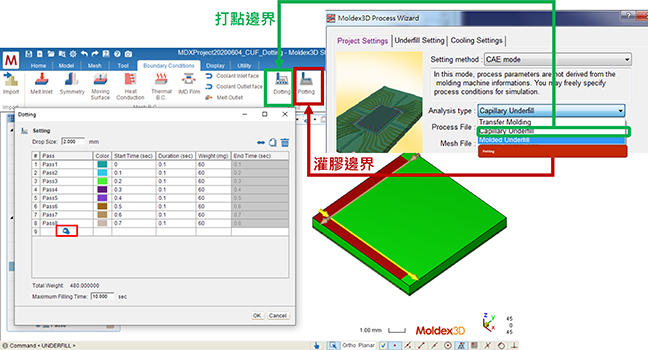
灌膠封裝製程
- 強化點膠製程模擬新增對灌膠(Potting)以及打點(Dotting)的點膠類型支援;
- 在模型建立中可透過合適的細部設定以提供更好的使用性;
- 在溢流區上設定路徑條件以拓展模擬範圍可較以往更精確的掌握點膠行為;
- 更真實且詳細的點膠頭路徑及給料的可視化(支援potting & dotting);
- 利用完整的物理模型來模擬表面張力引發現象,如爬膠;
- 方便的建模工具及設定介面來重現多樣的製程設計。
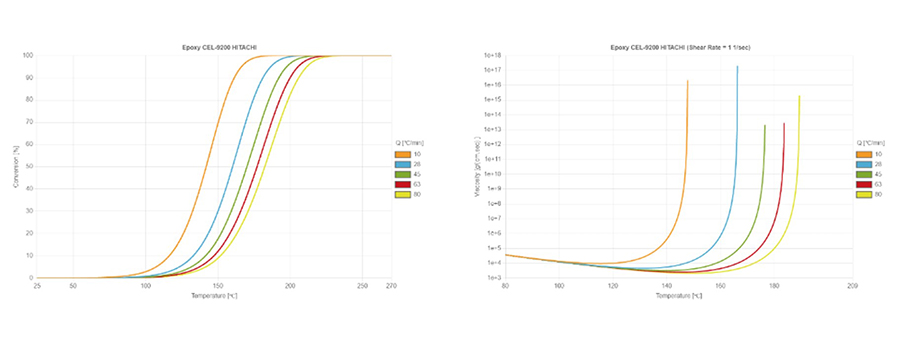
高階材料特性量測
- 可量測反應動力、黏度、黏彈性提供流動模擬;
- 黏彈應力釋放、化學收縮率、熱膨脹收縮效應達成精準預測翹曲。
延伸資料閱讀
下方為德國研究單位研究potting製程(圖6)的網站連結,網站中的圖片及呈現提供參考。
