

■型創科技 / 羅偉航 應用工程師
前言
塑膠外觀問題有很多類型,最常見的就是縫合線問題,這也是最容易找出原因的外觀問題,一般通過提高模溫、改變澆口位置或者通過引流到非外觀面的方法都能有效解決。但有時候產品外觀會出現一些令人感到頭痛困惑的問題,無論怎麼調參數,改了多少次模具,都還是會出現。這就是我們今天要講的白痕/發白/「氣紋」問題。
為什麼外觀面會發白?
這個缺陷用黑色料會更加明顯,打出來很容易看到一圈或一塊發白痕跡(圖1),現場的師傅或設計人員對產生發白痕跡的原因都有自己的見解,有的說這是「氣紋」,有的說是材料導致的白霧,因為這類發白的地方離澆口都比較近,所以有些師傅在無法通過參數調好時,都會要求模具部改澆口。假如是「氣」造成的問題,那麼可以通過以下方法來排查:
- 空射材料,看出來的料是否有很濃的白氣、水蒸氣;
- 射出的時候,炮筒是否會時不時發出劈里啪啦的響聲;
- 如果是瓦斯氣殘留造成,則在模具表面用清洗劑擦拭後再射出10模,看是否還有缺陷。
假如有前兩點的情況發生,則可以從材料方面入手,測量材料的含水率是否過高。但是假如這三點都沒有發現問題,則基本可以排除「氣」的問題。

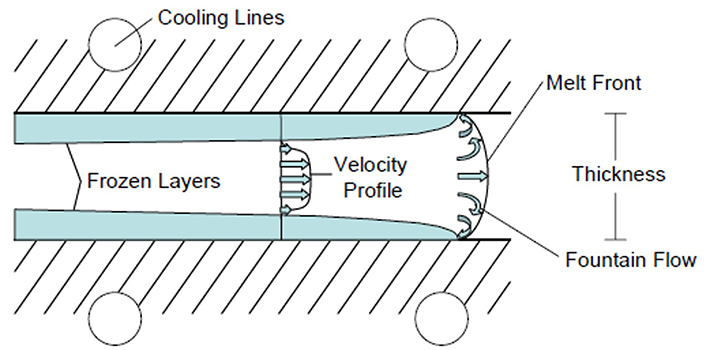
那麼為什麼會出現這種發白的問題呢?像圖1這個產品,它的澆口在上方的非外觀面,我們通過打短射樣件發現該白痕在充填開始就存在。說明這個問題和後面的保壓階段無關。既然問題出現在充填階段,我們就需要瞭解一下熔膠在普通射出下的流動行為。圖2這是熔膠在模穴內的流動,我們稱為噴泉流場。熔膠在模穴內分為三層:固化層、剪切層、中心流動層。由於塑膠加工溫度一般在230~320℃之間,而模溫在40~80℃之間,所以熔膠在接觸到模壁的時候會迅速冷卻,形成一層固化層。模溫越低,固化層越厚,那麼熔膠的流動通道則越小,所需的射壓越大。
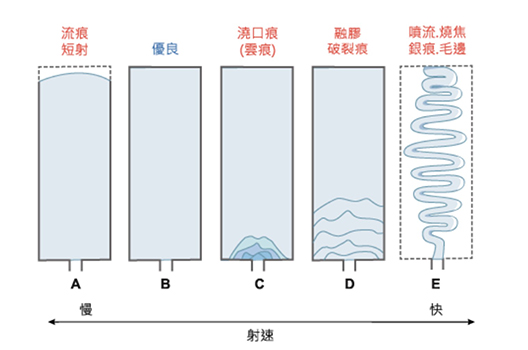
假設螺杆以固定的線速度往前推進,那麼熔膠在尺寸小的澆口裡的流率就會遠遠高於在模穴內的流率。這個時候,料頭前端的冷料就會迅速在模穴表面固化,後面進來的熱熔膠無法把冷料帶走,從而出現圖3中C的情況,假如澆口射速更快甚至有可能出現噴流、燒焦等情況。
解決方向
從上述理論可以總結出產生白痕的兩個因素:一是料頭前端存在冷料,此問題在冷流道設計或溫控較差的熱流道上都會發生。二是從澆口進入模穴的速度變化太劇烈,導致冷料一下子固化在模穴表面,冷料無法平穩過渡。由於和後面進來的熱熔膠有較大溫差,導致產生白痕色差問題。
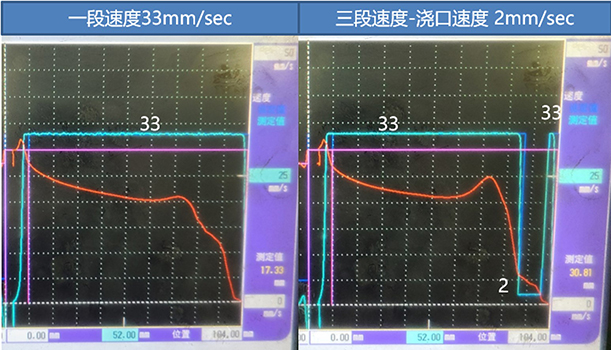
成型工藝上可以通過高模溫、多段射速嘗試調整。高模溫可以減少固化層厚度,甚至改變熔膠噴泉流動的行為(如RHCM急冷急熱),多段射速主要在澆口處進行減速,待熔膠平穩過渡後再提速。但是在澆口如此小的體積裡做精準的速度變化,需要響應速度快的射出機(建議全電機)。如圖4為東洋電動機的壓力曲線圖,設定一段速度(33mm/sec)和在澆口降速至(2mm/sec)的情況。速度響應基本和設定值貼合。
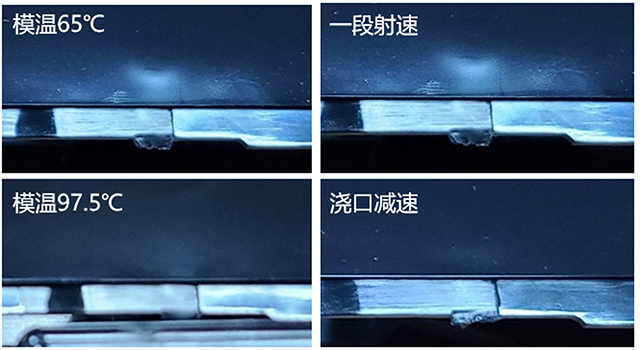
我們分別做了速度分段和模溫的實驗,驗證了該方向的可行性(如圖5)。
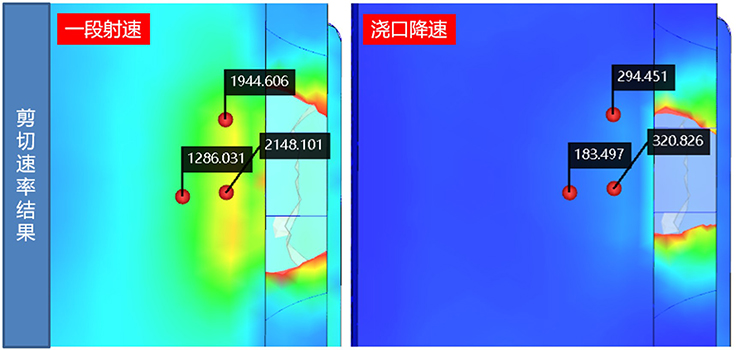
通過模流分析中的剪切率結果(圖6),模擬一段射速和澆口降速的設定,結果和實際結果相似。即外觀面的速度變化越大,越有機會產生這種外觀的色差問題。
結語
綜上所述,在模具設計上,需避免過長的冷流道設計,儘量使冷流道的厚度能夠平穩過渡,側澆口可通過改成扇形澆口,通過增加澆口橫截面積來進行減速。
而產品設計上,則需要儘量避免產品厚度差異過大,厚薄交接處需要做過渡處理。
