■Moldex3D/ 林秀春 協理
【內容說明】
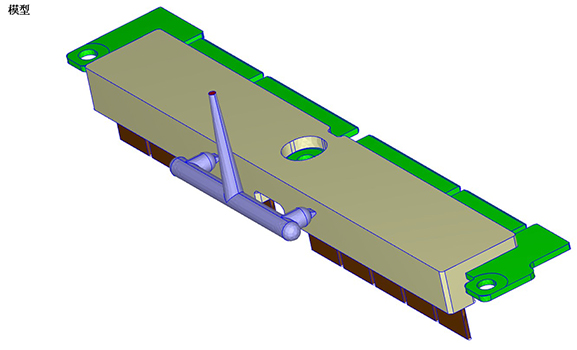
本文案例是電腦主機零件,為塑件+嵌件,其尺寸為184×31.5x22mm,如圖1所示的Part+ Insert-Molding PCB與PVC板。
主產品的塑膠件厚度差異懸殊,使塑料在模具內部公模、母模流動時埋入件的機構形成模穴內流動波前結果差異很大。(如圖5~圖8)
埋入件成型(也是嵌件成型)可以同時將多種材質的電子零件放入模具模仁型腔內定位後再合模射出,將成型一體化可以簡化許多人工手動插拔組裝流程並縮短時間,同時可以使設計工作更容易,因為工程師不太需要考慮如何設計組裝的零件。而且它可以製造各種形狀和各種材料(金屬、塑膠、陶瓷)的組件,比較不受元件設計組合的限制,可以天馬行空開創不同成型件的可能性。此技術可以讓塑膠成品與埋入件更加緊密的結合,結合強度也能隨之提升。使用此技術也可加強防水性能,目前很多精密電子產品均採用此技術。
關於埋入射出,要留意埋入物件的平衡點和夾持,並注意人工放置或自動產線放置的穩定度,例如射出過程中有充填壓力去衝擊嵌件造成偏移,以及模穴內塑料流動不平衡造成偏邊,在上述情形下進行射出的話,塑件產品會有品質上的問題,如靠破出現塑件部品孔洞或有太多毛邊的現象造成產品不良。
Moldex3D埋入射出模擬系統
Moldex3D模流分析軟體有此埋入射出模擬系統,目前已經非常成熟的應用在相關精密的電子產品上,如電腦的主機板、CPU插槽等都是複雜且精度高的成型技術,為將單一或複數的零件置入模具當中,成型時塑膠將會包覆住零件,一體成型。說明如下:
產品說明
- 圖1為Part+ Insert-Molding PCB與PVC板;
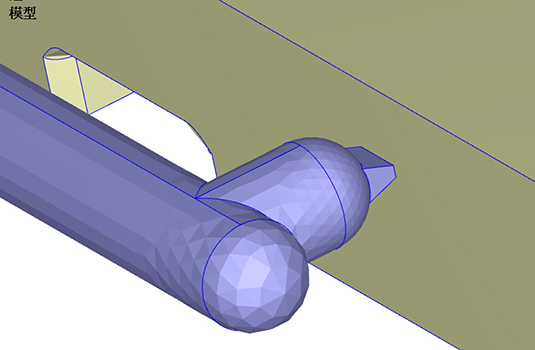
- 圖2為澆口位置示意圖;
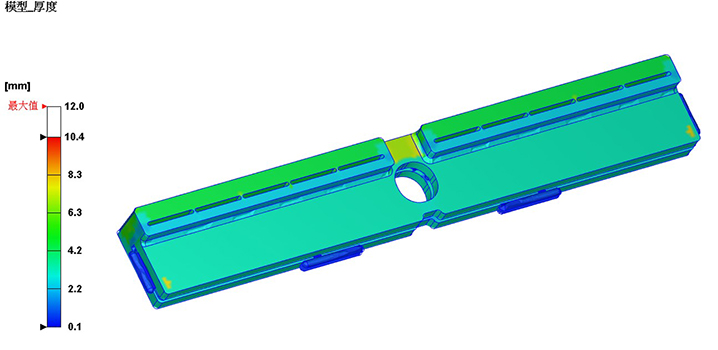
- 圖3為產品圖等厚度分佈圖(2~10mm);
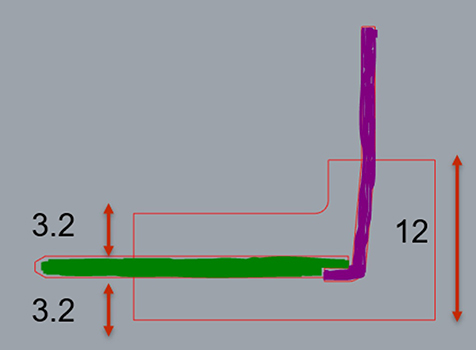
- 圖4為塑膠產品厚度與埋入件(綠色與紫色)厚度剖面圖,其中塑件厚度差異很大,約3.2mm~12mm。
流動波前圖與溫度分布圖分析
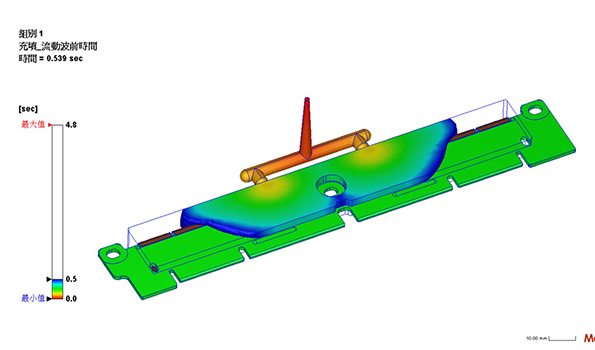
- 圖5為模穴內母模的流動圖,流動波前很順;
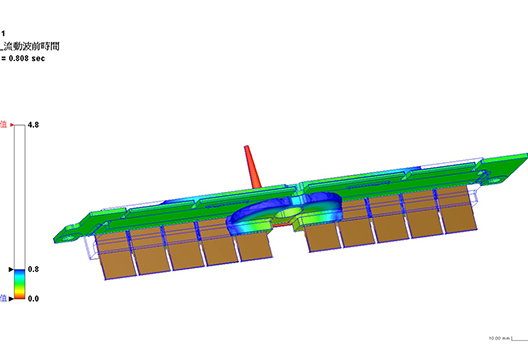
- 圖6為模穴內公模的流動圖,流動波前很不順,因被嵌件擋住造成流動緩慢;
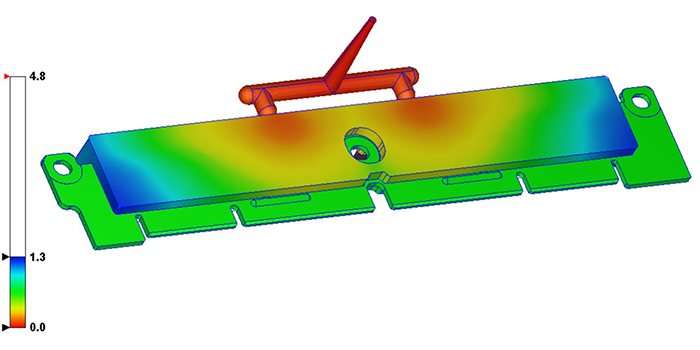
- 圖7為模穴內母模的流動圖,流動波前很順;
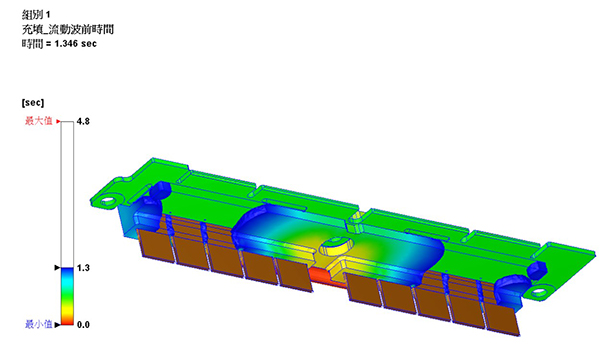
- 圖8為模穴內公模的流動圖,流動波前很不順,因被嵌件擋住造成流動亂流;
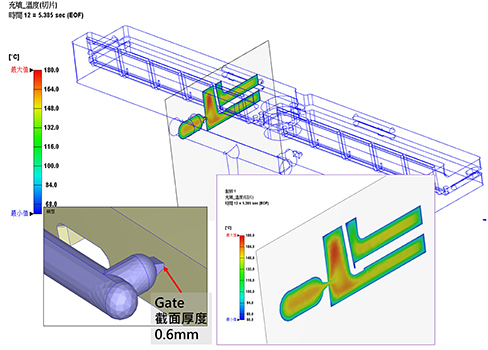
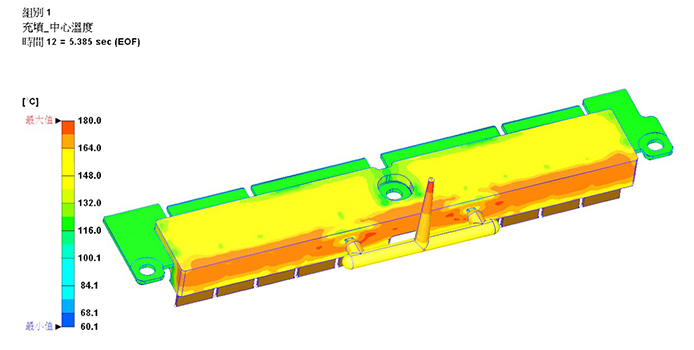
- 圖9為塑膠產品溫度分佈圖,由圖中可發現厚度區的溫度高約180°C;
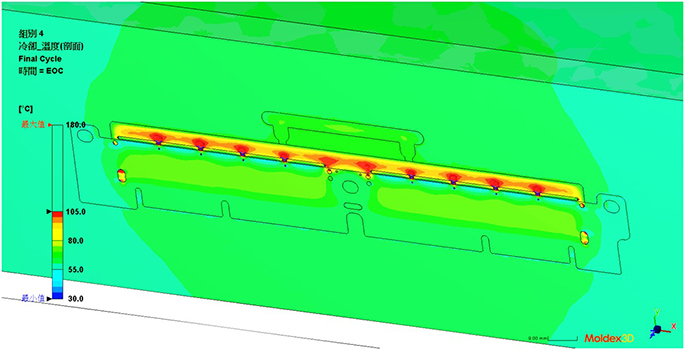
- 圖10為模溫冷卻在高溫區域的分佈(厚度厚的區域高溫)。
產品設計分析
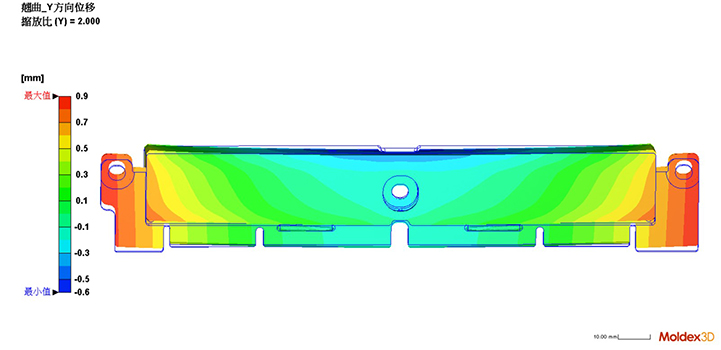
- 圖11為產品的(Y軸方向)中間內縮變形狀況;
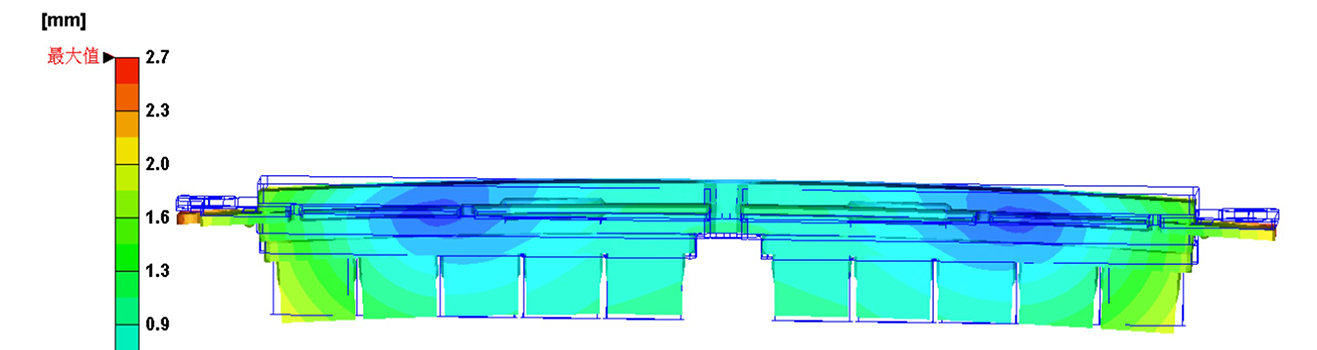
- 圖12為產品總變形往上拱變形狀況;
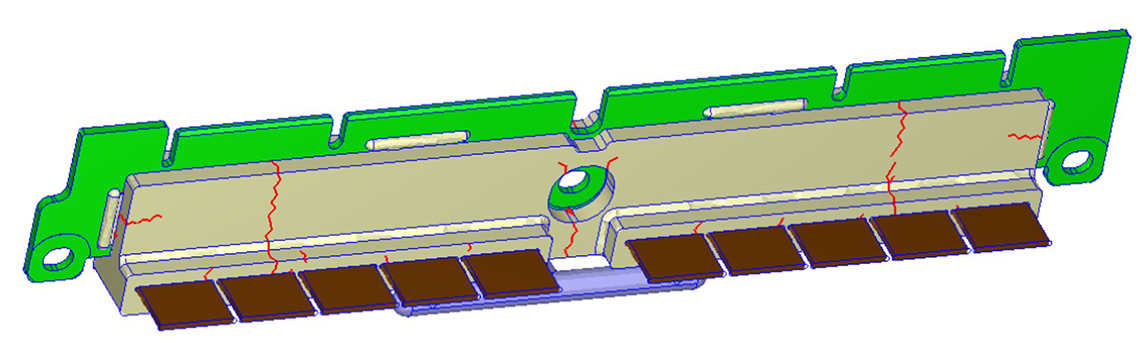
- 圖13為塑膠產品公模結合線位置圖;
- 圖14中可發現,在厚度較厚的區域,溫度分佈偏高,但是在澆口位置因尺寸較小(0.6mm)所以溫度偏低(因此澆口會提早固化),嚴重影響保壓效果。因塑件厚度區域收縮太大造成產品收縮翹曲,所以這個塑件&埋入件應該重新進行規劃與設計。