
")
■耀德講堂 / 邱耀弘 博士
前言
本文參考日本微射出成型株式會社(Micro MIM Japan, µ-MIM®)的網上資料,包含圖形以及部分內容的翻譯。和硬磁(即永久磁石,含天然與人造)材料有很大的區別,所謂的軟磁性材料是其具備低磁性且具有高導磁率的材料。儘管這些材料暴露在外加強磁場時會變得具有強的磁化,但在該外加磁場去除之後能夠恢復沒有磁性(消除磁力)導致它們是特別有價值,因為電磁共生的效應,我們控制電流發生磁場,便可達到關閉與開啟磁場,這在電子電路版上有非常多的應用場景。軟磁材料的零件已用於家用電器、電腦相關辦公設備、通用工業設備,如氣動設備、機動車燃油噴射裝置中的電磁閥、電磁閥芯、噴油器芯、柱塞和扭矩感測器芯以及各種感測器。在軟磁零件對高精度或複雜形狀的頻繁需求中,當前的方法涉及使用切割和粉末冶金方法製造,但也帶來了許多問題。作為回應,日本的µ-MIM®公司其技術引領了製造研究工作,作為研究MIM如何應用於磁性零件的工作的一部分(2008年:METI,戰略性基礎技術改進支援運營;2011年全面採用並商業化)。
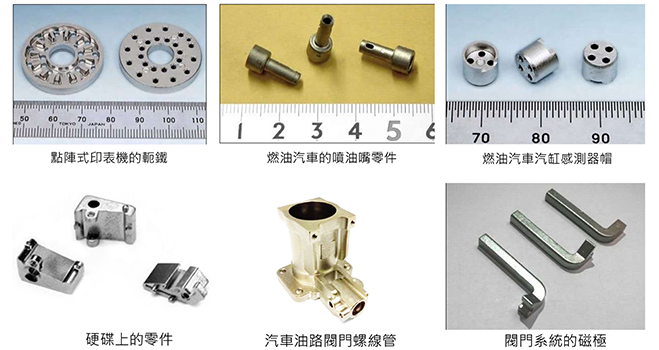
在前面Dr. Q和趙碩士已經很詳細的介紹MIM工藝,通過MIM工藝可以優化金屬零件小型化、處理複雜形狀、大批量生產以及提高材料產量的方式。此外,日本µ-MIM®公司擁有其µ-MIM®技術可以應用於製造近淨形、高精度的軟磁零件。如圖1所示,這些包含金屬與金屬氧化物所製作的小型軟磁零件,被廣泛用在前述的應用場景中。

MIM的工藝優勢
使用MIM工藝最重要的是這種方法為無磁干擾的生產鋪平了道路,消除了薄壁形狀或軸的變形風險,過去的工藝對於這些薄壁的形狀在消磁退火過程中容易變形。我們的生產範圍包括鐵素體不鏽鋼、Fe-3Si和坡莫合金。此外,與傳統機加工相比(取決於所涉及的形狀和數量),可以大幅降低每件產品的成本。
- 適合幾何形狀複雜的設計(優越的設計自由度),對於電子被動元件有很大的彈性;
- 高尺寸精度,成型與脫脂燒結後不容易變形,消除傳統粉末乾壓(PM)的密度不均勻問題;
- 快速驗證並可短時間大量生產,射出成型機比粉末壓機容易控制。
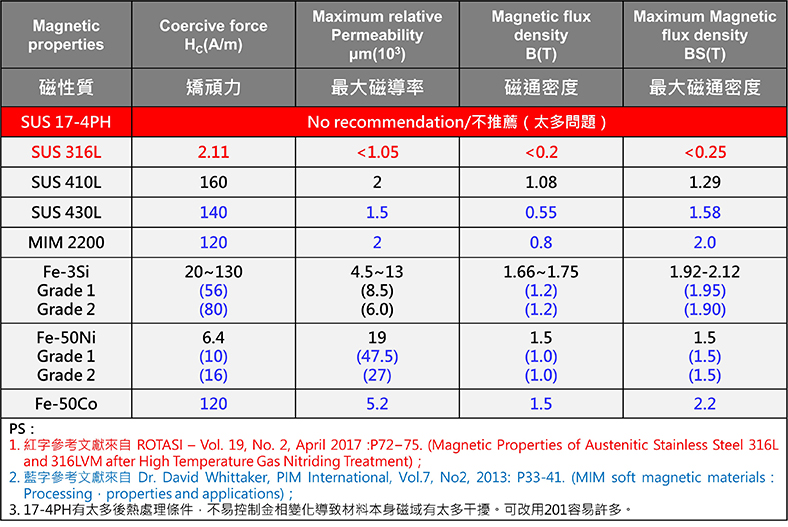
軟磁材料在壓製法與粉末注射成型的工藝區別如表1所表示。在未來微性化軟磁元件的激增下,MIM工藝的優勢是非常明顯的。對於磁感值越精確,軟磁元件的用量可減少且將低電路板重量和發熱量。

MIM工藝在材料選擇的優勢
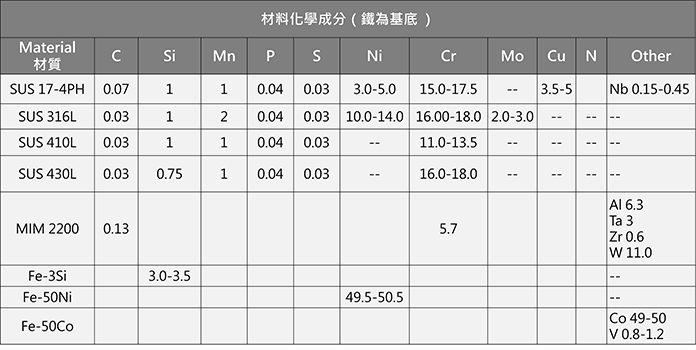
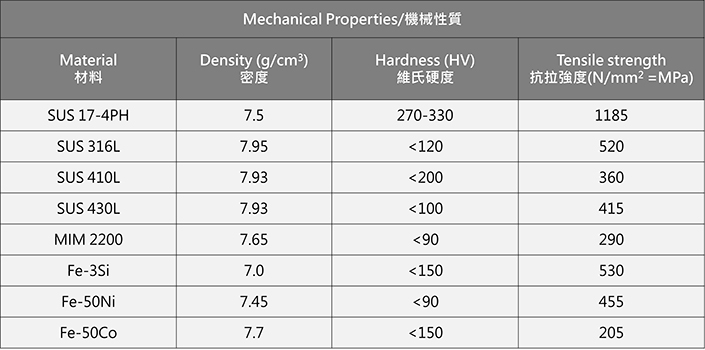
MIM工藝可以選擇很多種的材料作為磁性功能的應用,有關軟磁材料性質描述,對於MIM從業人員最熟悉莫過於不鏽鋼17-4PH(201與之接近)與316L(304L與之接近),這兩牌號不鏽鋼通常普遍的用於MIM產業,Dr. Q也列出給讀者參考。建議使用他們來做為軟磁性應用時要考慮電磁特性,可能是電磁波遮罩使用的好材料。以下三個材料的性質表請參考表2、3及4。
SUS 410/430 /不鏽鋼410/430
鐵素體形成元素(如Cr、Mo和Si)的適當配置意味著,即使鐵素體經過熱處理,甚至在高溫下磁性也會保留。該材料具有良好的可焊性、比奧氏體不鏽鋼有更小的熱膨脹係數以及對含硫氣體有優異的耐高溫腐蝕性。該材料適用於高達800°C的高溫零件和化工設備。
Fe-Ni alloy/鐵鎳合金
又被稱坡莫合金。用鎳含量為35%至80%的鎳鐵合金來提高初始磁導率,該術語反映了磁導率和合金的結合。它對微小磁場變化的敏感性回應了它在許多電磁閥和磁頭應用中的用途。還可以通過添加銅、鉻、鉬等來改變磁特性。
Fe-Si alloy/鐵矽(矽)合金
鐵矽材料其實是馬達電機中用的矽鋼片,以作為電磁導引的基底,和永磁互相作用使馬達軸高速懸浮且能旋轉,在鐵中添加矽意味著比純鐵的共旋力更小,並且由於電阻增加,鐵損耗最小,從而形成一種優秀的軟磁材料。然而,材料的硬脆特性阻礙了可加工性。因此在粉末基礎上,利用MIM有望實現淨形零件的生產。此外,在保留所有磁性的同時,它正在開發表面改性、複合技術和檢測微量附加元素,以彌補其強度和耐腐蝕性差的缺點。
Fe-Co alloy/鐵鈷合金
波門杜爾鐵鈷合金或稱HiperCo是一種軟磁材料,其特點是鐵和鈷的合金比例為1:1,其突出特點是最高的磁通密度。它用於電磁透鏡、電子顯微鏡、最新的列印頭和線性脈衝電機;所有這些都要求高可靠性。然而,在退火和常規加工過程中,材料容易脆化或變形。MIM通常可以解決複雜形狀或薄壁零件的高精度批量生產等問題。此材料中加入V(0.8-1.2%)是為了改善材料的硬脆性。
另有其他MIM材料可以做為磁阻特性及較新的導磁材料,包含:
- 如銅、黃銅、鋁等,這是可以使用MIM工藝製作的磁阻材料;
- 鈷鉻鉬合金(ASTM F75)是2018年起美國蘋果公司使用在手機後攝像鏡頭保護片的新材料,其導磁率高、無磁化特性、不易生鏽,且硬度高,適合製作成薄件,但材料價格較為昂貴;
- 非金屬的鐵氧體包含錳鋅、鎳鋅鐵氧體,這些是用來作為電感元件的中芯材料;
- 最新的鐵系非晶合金也已經使用MIM工藝製作軟磁元器件。
應用說明
如圖2所示的產品和應用範例。我們把其中的磁軛拿出來說明,這個元件幾乎在進過銀行的人都聽過它發出的聲音,沒錯就是列印支票和傳票的列印頭控制器的部分,這是一個非圓形對稱的金屬零件,其中細長的磁性柱銷在深的凹槽,原來加工方式採用沖壓的本體並以焊接方式將磁性柱一根根的焊上去,非常耗費人工,採用MIM工藝後使用一模4穴或8穴來製作高導磁並防鏽的不鏽鋼材料,可以輕鬆的每月完成10萬件的訂單(原來採用手工焊接磁性柱銷必須要大量人工),如圖3所示的產品。

Dr. Q的提醒
所有MIM製品的燒結都著重在於控制碳含量,尤其是燒結軟磁磁材料更為重要,維持最低的碳含量甚至必須有氫氣協助脫脂進行低溫脫碳(<600℃),這是比較好的選擇。批次式石墨熱場的燒結爐具有真空脫脂能力,當然也可以燒軟磁材料,可以恰當的利用粉末起始氧含量來脫碳。
小結
汽車行業已迎來重大技術創新,如電動車、油電混合車並具有自動駕駛和聯網的功能,他們的動力傳動系統全面電氣化,從控制系統到感測器系統,各種軟磁材料的使用正在增加。我們可以戲稱把平板電腦或是筆記本電腦裝上輪子在道路上跑,變成行走的3C產品,不同的是我們人類是坐在這個大設備中。
此外,隨著控制系統的發展,在機器人工業和人工智慧的引領下,未來對高性能、小型化、高精度和複雜形狀的軟磁組件的需求將不斷增加,並在更廣泛的應用中不斷發展。我們未來持續利用MIM的工藝技術,開發新產品以滿足這些需求。有關其他軟磁材料、新合金系統和複合材料的更多詳細資訊,Dr. Q會不定期的更新與提供給各位讀者。
