

■Moldex3D 全球模流達人賽,作者:丁聖倫 主任工程師
摘要
對於透明件來講,特別是有光學用途的產品,如監視器的透明罩子,對於成品的透光要求較高,若產品存在殘留應力,則可能會影響其透光率及使用壽命。因此需要設計合適的肉厚,適中的充填參數成型,降低產生殘留應力的風險。
案例簡介
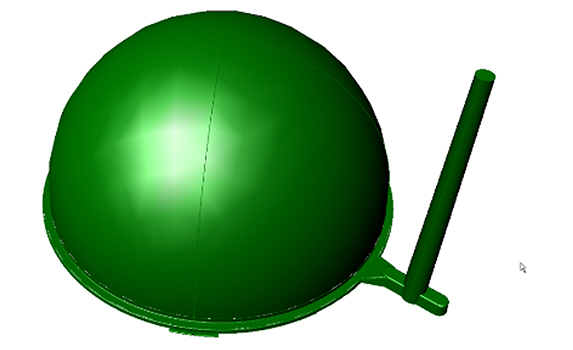
- 產品說明:監視器透明罩尺寸(mm)為長98 x寬98×高54、平均厚度5,產品體積26cc,穴數為1,產品及流道如圖1所示。
- 問題焦點:該產品有包封問題以及殘留應力導致的結構強度的問題。
- 使用材料:PC Lexan_940A
模流分析:原始設計
通過充填分析,判斷原始模具設計產生包封以及殘留應力的原因,通過調整產品肉厚進行改善。
充填流動分析
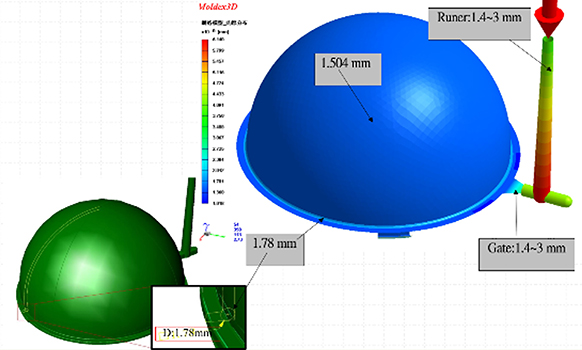
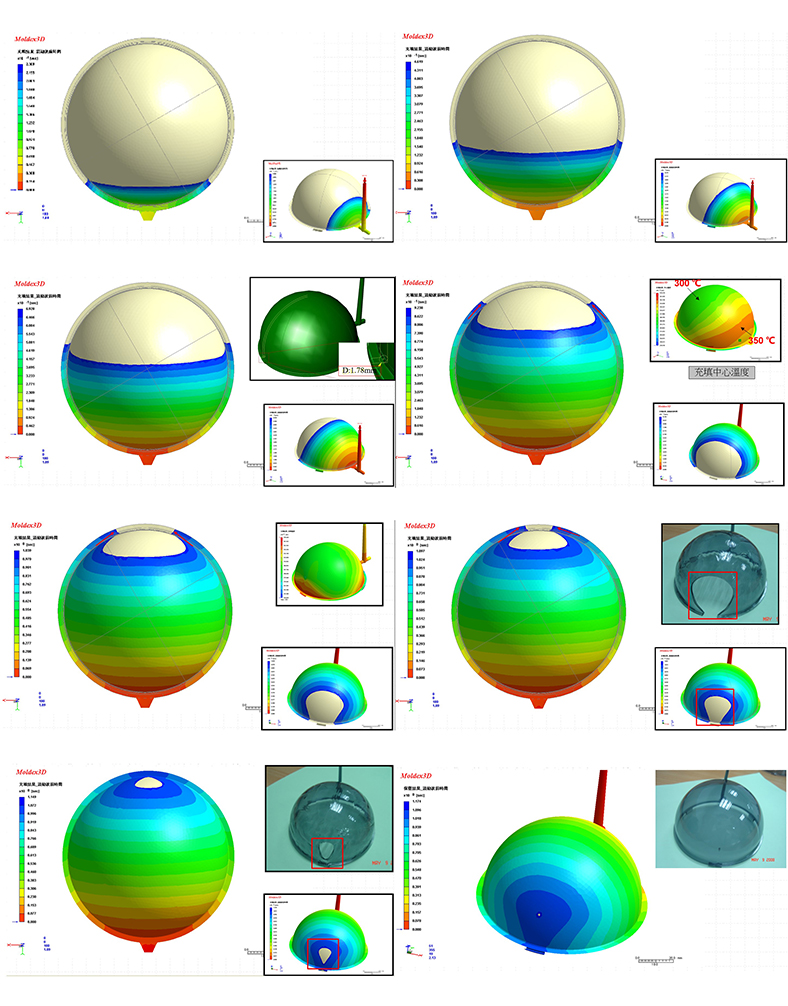
圖2為產品以及流道的肉厚分布,可看出罩子側邊邊緣的厚度比主體厚度大0.28mm,該厚度差異會發生流動競爭的行為。圖3為流動波前的結果,可看到當熔膠流動到60%時,在罩子側邊的熔膠流動已超過肉薄的主體,到80%狀態時,由於肉厚大的地方中心溫度更高,因此流動會更快,此時已形成了回包形式的波前。到流動末端時,中間出現流動遲滯更為嚴重,兩側速度加快,產生剪切升溫的現象,最終出現包封的問題。
充填壓力分析
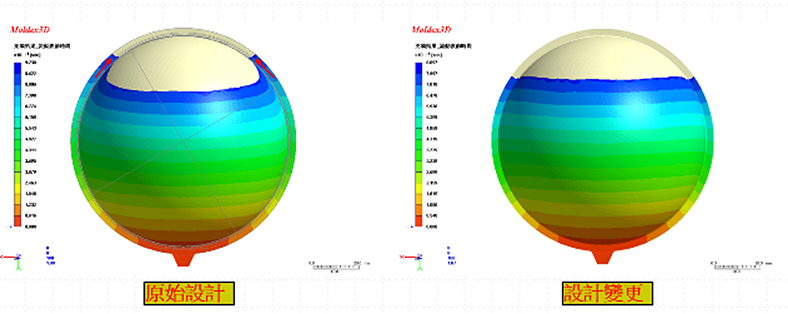
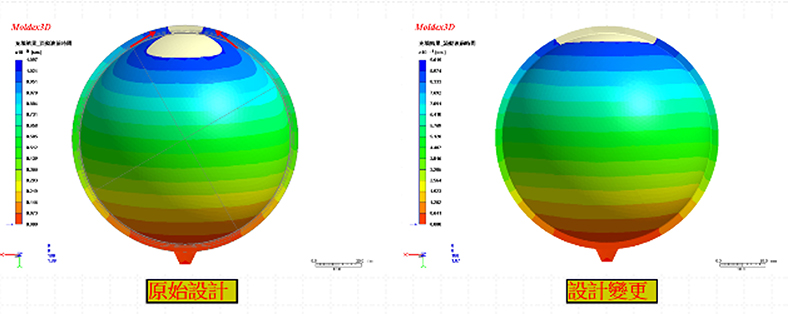
如圖4,產品整體的射壓為112Mpa,其中流道端壓力為28Mpa,產品壓力為84Mpa。通過圖5所示,可看到產品靠近澆口處的側邊有較高的剪切率,通過應力偏光儀也能看到產品有嚴重的殘留應力。
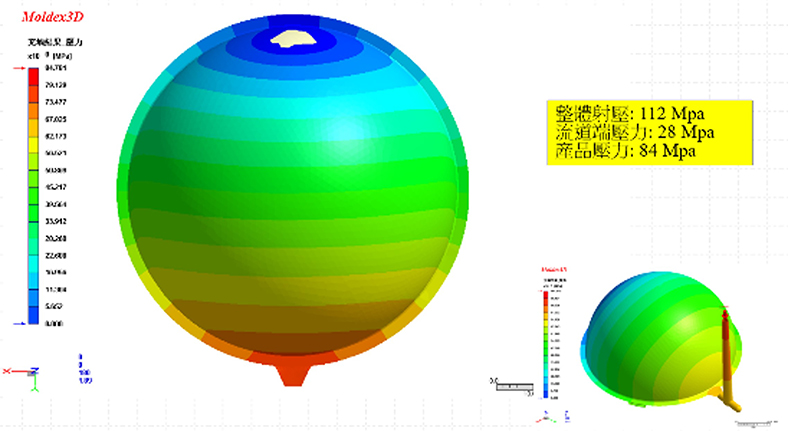
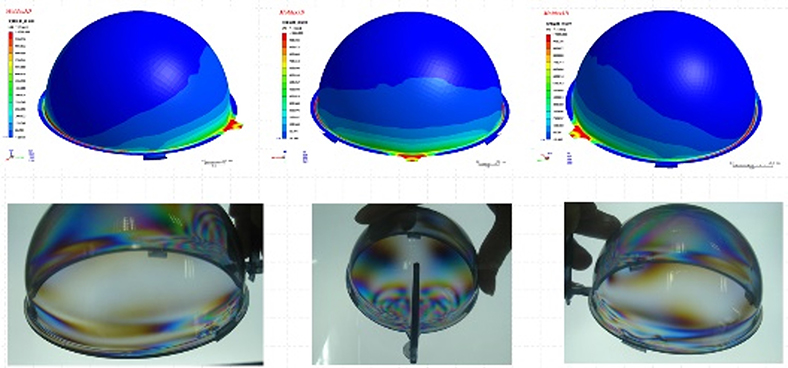
以上結果可判斷,產品由於肉厚的差異,導致流動不平衡,出現包封的問題。而由於產品兩側流動較快,產生較大的剪切率,後續會對產品結構的強度產生影響。
模流分析:改善設計
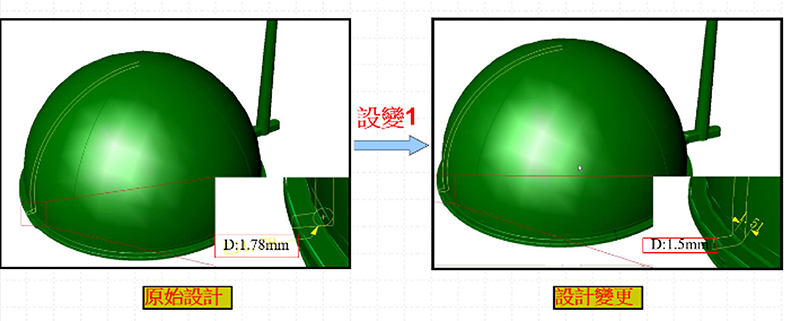
該產品包封及高剪切率的根本原因來自尾端圓角處厚度差異,故本次設變進行肉厚的修正,把肉厚不均的地方進行倒圓角,如圖6所示。
流動結果對比
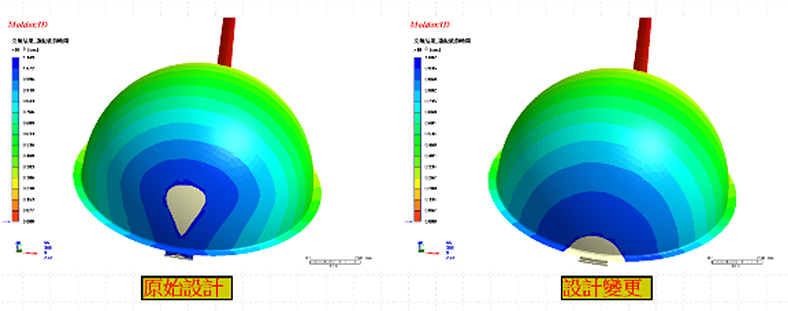
圖7中可看到流動到40%時,更改肉厚後,熔膠在兩側的流動速度已放慢,當流動波前到60%時(圖8),原始設計兩側已超過中間,而更改肉厚後,兩側和中間區域依然保持平推的狀態,圖9、圖10分別為流動波前80%與95%的結果,可看到更改肉厚後,流動相對更加平衡。從圖11中可看到,變更設計後可解决包封的問題
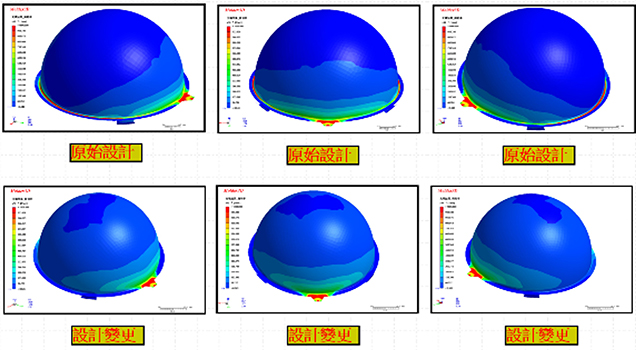
剪切率結果對比
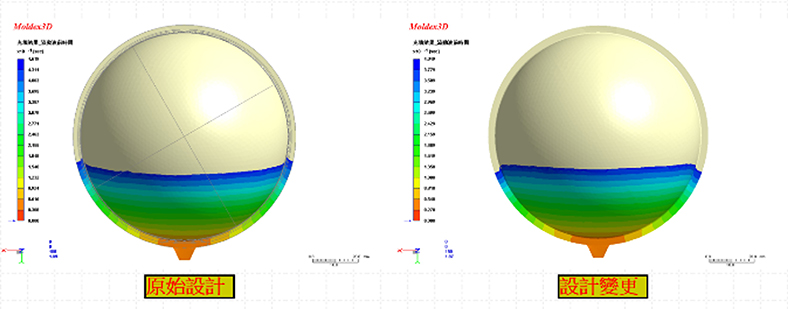
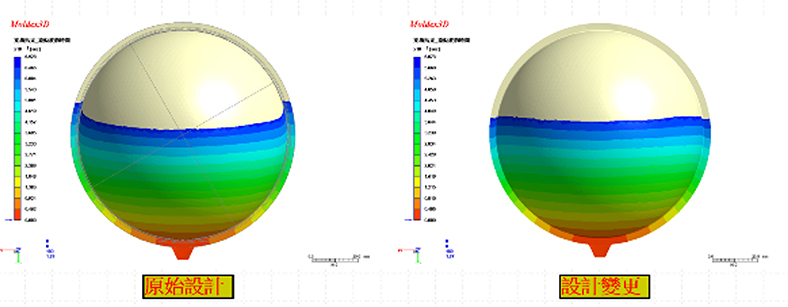
更改肉厚後,產品兩側的剪切率(圖12)有明顯的降低。
結論
通過CAE分析對比結果得知,設計變更後流動更加平衡,包封問題最終得以解决。而由於流動平衡,因此兩側速度梯度不大,所以剪切率也有所改善。後續產品通過修模後已正常生產。
本篇文章經科盛科技授權後轉載
