

■Moldex3D/ 林秀春 協理
【內容說明】
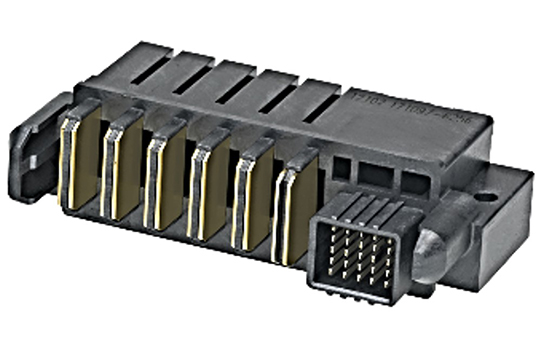
本案例產品為精密的高電流連接器,分別採單點進料、雙點進料,以及雙點進料加上產品厚度設計局部淘除肉厚(淘料以改變流動波前)等三種不同設計方案,探討產品不同設計方案的分析結果,同時比較連接器零件尺寸與外觀不良問題。
本案例產品使用的材料為PBT結晶性塑膠,產品因為有端子插拔功能,對孔洞尺寸公差要求高。工程開發階段,產品嚴重縮水,並且無法符合客戶要求,影響後續自動化組裝良率。

案例分析與討論
CAE導入源由
- 設計品管:短時間內提供最佳化設計,節省模具修改時間。
- 溝通橋樑:產品設計、模具設計與射出人員之間,設計變更的依據。
- 對症下藥:提供可視化功能讓問題成因數據化,解析相關問題的主因。
導入目標
改善收縮問題,產品尺寸規範內客戶承認,解決產品包風現象,外觀符合客戶要求,並同時能順利導入量產。
預期效益
- 縮水問題改善50%以上,關鍵尺寸符合公差要求。
- 產品外觀無不良現象(包風、流痕)。
設計方案討論
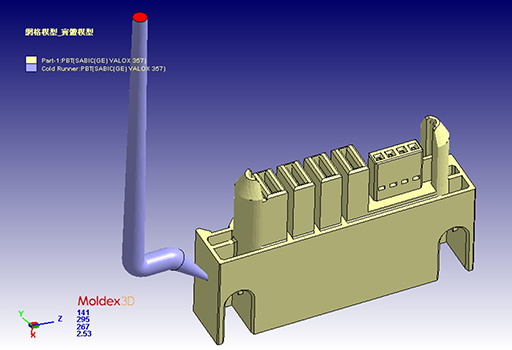
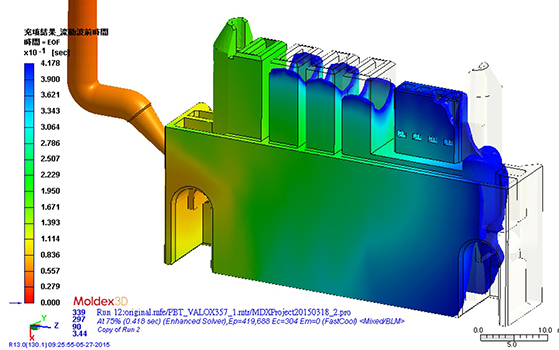
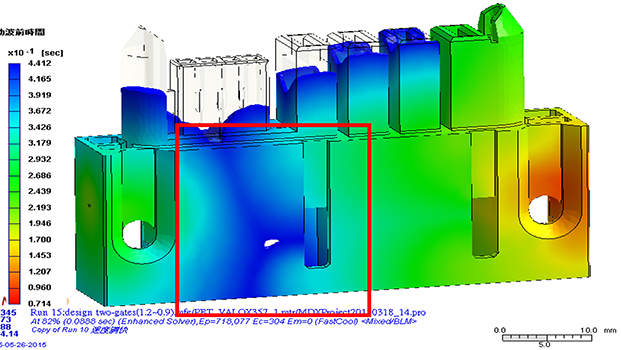
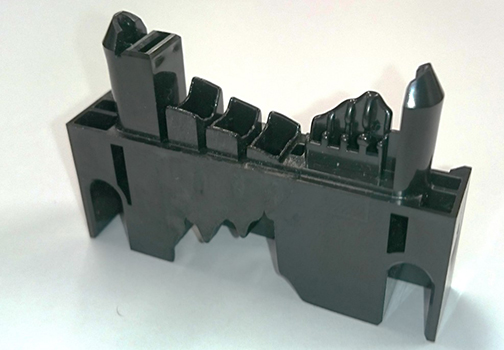
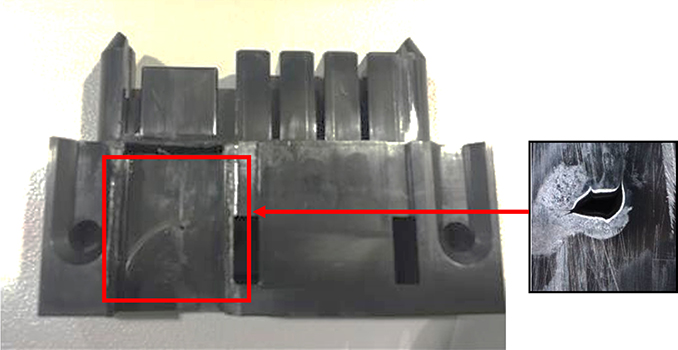
藉由圖1與圖2的3D圖示可以得知,本文案例連接器上有很多的孔洞設計,其流動波前相當複雜。
- 單點進料
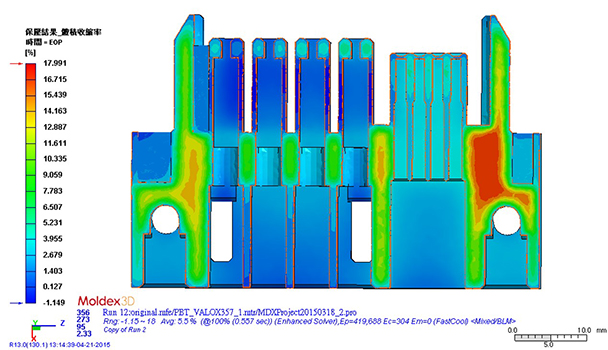
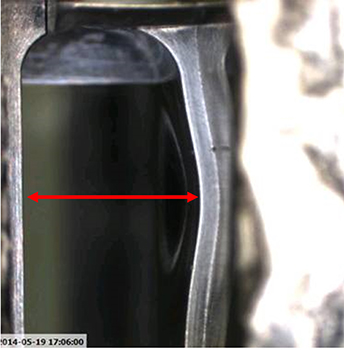
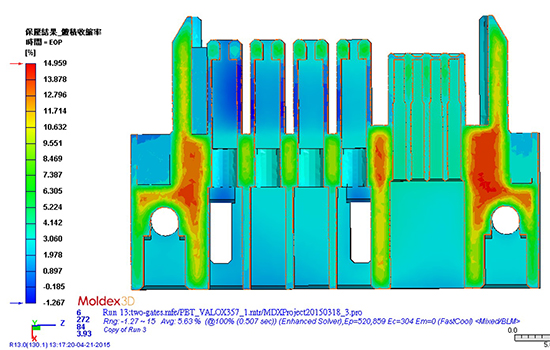
單一穴(如圖3)的流長無法順利進行保壓傳遞(如圖5、圖6)。所以局部厚度體積收縮都較大(如圖7),剖面體積收縮率局部數據偏大如紅色區域所示,因孔洞尺寸互相拉扯造成孔洞變大變形(如圖8)。
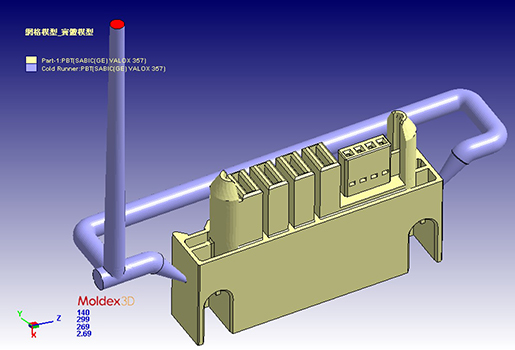
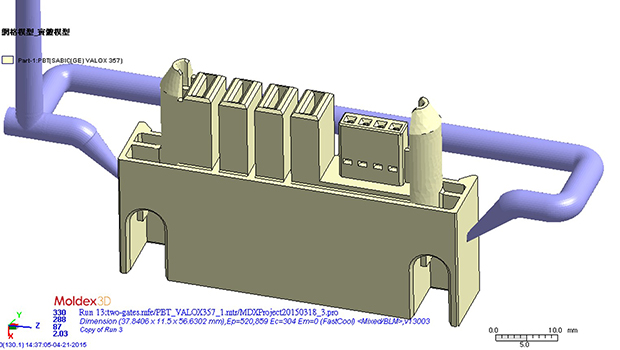
- 雙點進料
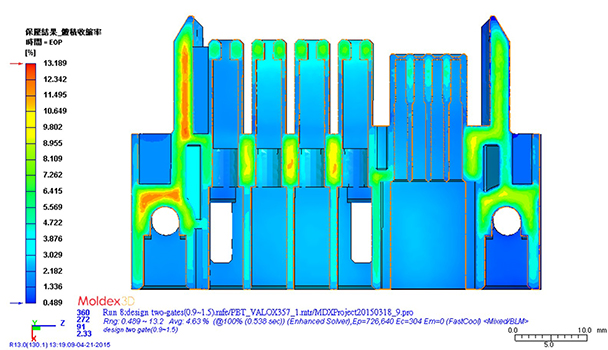
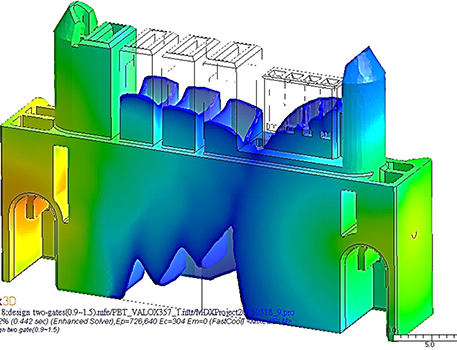
而當改成雙邊進料時,其澆口設計位置如圖9所示,但從圖10中可以看出剖面體積收縮率局部數據也偏大,無法有效改善尺寸變形,還增加流動波前包風與多條結合線(如圖11)。
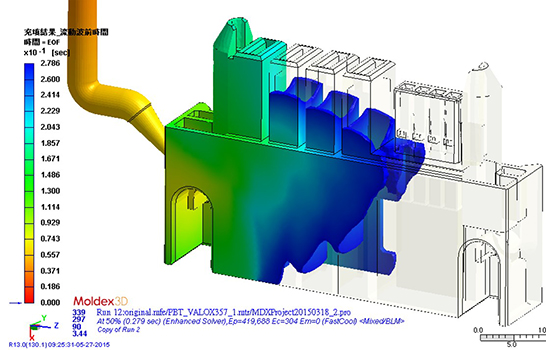
- 雙點進料加上產品厚度設計局部淘除肉厚
此時,若再進一步針對局部肉厚區域進行淘料,可以從圖12中看到剖面體積收縮率局部數據降低許多,但仍有雙邊進料的結合線與孔洞問題,而這也代表淘肉厚需要再調整,經過幾次的淘肉設計調整,最終成功改善結合線與包封問題,並使翹曲變形尺寸控制在客戶的規範內,可以順利生產。
結語
為了解決收縮與包風問題,透過Moldex3D軟體進行電腦試模與解析以下的問題變因:
- 找出成品體積收縮量較大的位置。
- 優化成型條件與澆口設計,以及增加澆口數量來降低收縮量。
- 針對產品體積收縮較大的區域進行減膠淘料,以減小體積收縮差異。
- 調整澆口大小,變更流動方式,解決包風現象。
本案例出處:敦吉科技股份有限公司CAE單位
