

■住友塑料機械(上海)有限公司
前言
經常有客戶向我們提出希望縮短成型週期、提升生產效率。然而,隨著成型週期的縮短,又擔心產品質量會下降或對模具造成損傷。今天要向大家介紹的就是一種在抑制風險的同時又能減少週期時間浪費的方法。
本篇文章可以分為「瞭解成型週期的構成・縮短各工序時間」與「介紹工序重叠功能」兩部分。
瞭解成型週期構成,縮短各工序時間
首先,為了確認各個工序究竟需要花費多少時間,請查看下週期分析畫面。EV系列之後的機型,可以在狀態→週期分析這裡進行查看。(圖1)
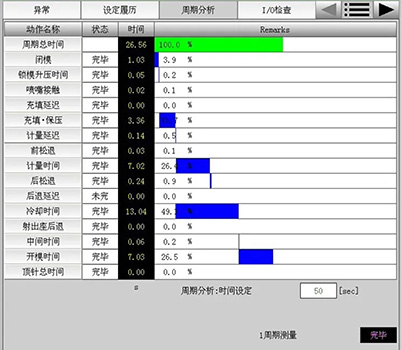
圖2是我司射出機的成型週期流程圖。圖中哪道工序的時間可以被縮短呢?一般情况下,變更填充、保壓等的設定會對成型品造成很大影響。首先,我們來探討其他工序的時間有沒有縮短餘地吧。
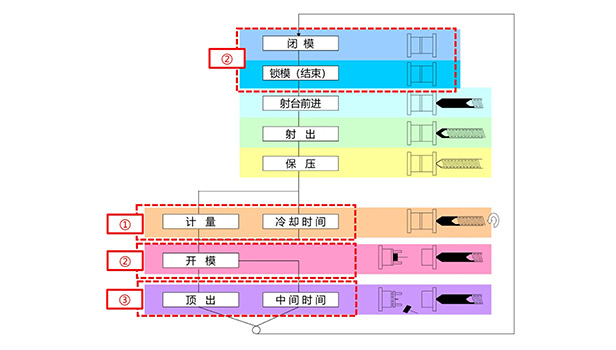
①計量・冷卻工序
- 逐步縮短冷卻時間。確認成型品的尺寸變化、是否留有頂針突出痕迹、流道是否變形等問題。
- 如果滿足計量完成、冷卻時間計數上升的條件,則進行到開模工序。當縮短冷卻時間時,同時確認在冷卻時間內計量時間是否已結束。
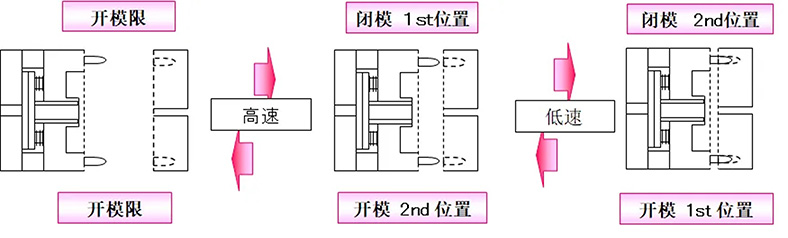
②開閉模工序
- 將開模限縮短到可以取出產品的最小值。(2壓板模具的情况下)
- 修正各段切換位置、提升各段開閉速度。
- 模具未接觸時高速動作。導向柱、模心在接觸前進行減速動作。(如圖3)
③頂出工序
- 頂出的空走區間、回位區間高速動作,僅產品頂出部分低速動作(如圖4)。防止產品變形。
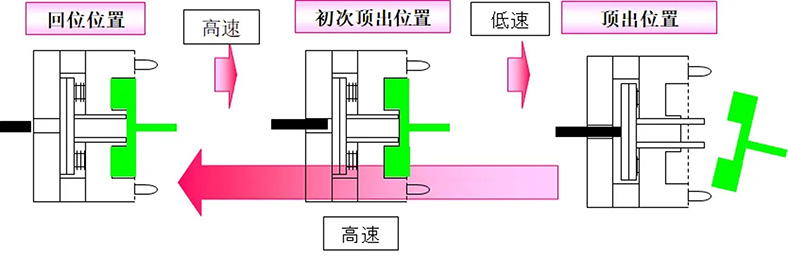
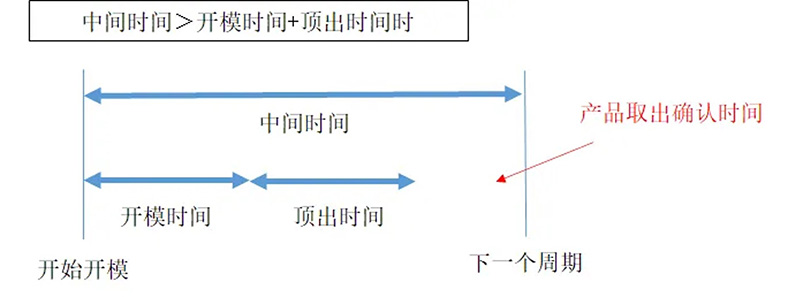
- 設置最適合的休止時間。設定產品落下可確認的最短時間(如圖5)。(自動落下的情况)
工序的重叠功能概要
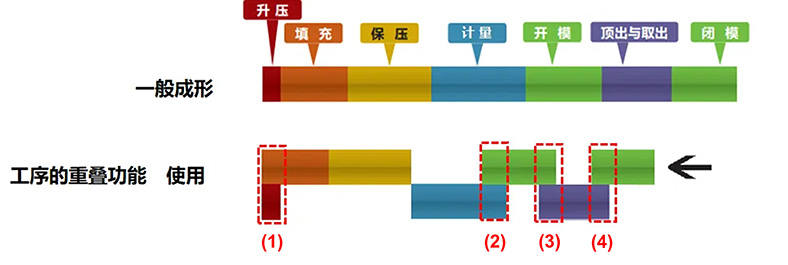
使用工序重叠功能,可以在不增加模具負擔的情况下縮短成型週期。如下方所示,即使各工序的時間相同,通過讓工序重叠,可以縮短成型的週期。(如圖6)
※設定時請務必小心,避免引起磨具破損等問題。
(1)升壓時充填
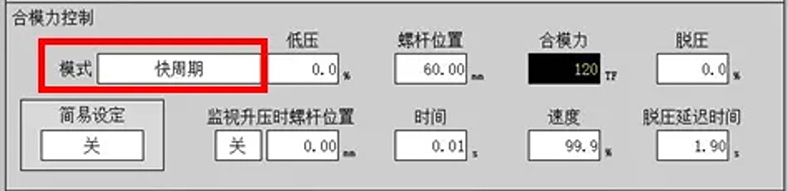
通常情况下,鎖模力升壓後充填開始。然而,只要充填速度不是非常快,就沒有必要。使用多段鎖模快週期模式(圖7),在鎖模力起高壓中就自動開始充填了。升壓過程的時間和充填工序重叠,成型週期就縮短了。
(2)開模時頂針頂出
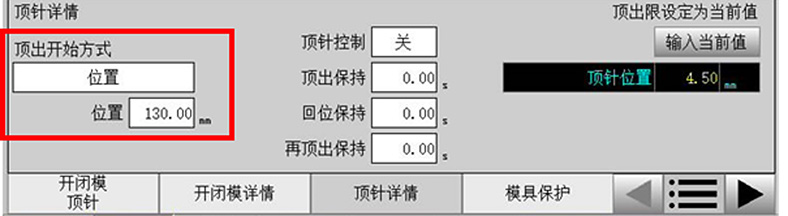
通過將頂針的頂出開始方式設置為位置,頂針可以在開模中頂出。圖8的設定情况下,開閉模位置到達130mm時頂針頂出開始。
(3)開模中取出機進入
到達開模中的任意開閉模位置時,可向取出機輸出信號。如果設定在開模途中取出機進入的話,就能縮短取出時間。(圖9)

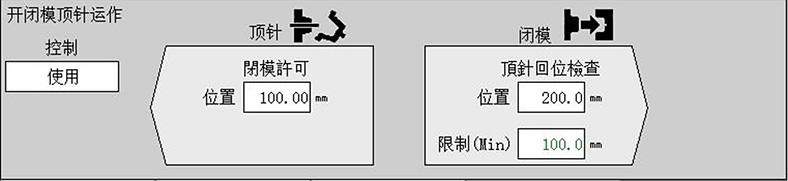
(4)頂針回位時閉模
使用圖10這個可選功能時,可在頂針回位時實現閉模動作。在下述設定的情况下,頂針後退到100mm後閉模開始。閉模過程中,在模開閉位置達到200mm之前,如果頂針回位未完成,則會報錯。
※本功能為特別裝備。
住友成型機配合使用上述方法,即使在高速成型下也能實現精密射出。關於縮短成型週期要點,欲知更多詳細資訊,請點擊下方連結,獲取更多資訊!
參考資料
[1].文章引用自住友塑料機械(上海)有限公司微信公眾號,「減少週期時間1:了解成形週期構成,縮短各工序時間」https://www.spm-northasia.com/site/news.html?id=93
[2].文章引用自住友塑料機械(上海)有限公司微信公眾號,「減少週期時間2:介紹工序的重疊功能」https://www.spm-northasia.com/site/news.html?id=94
