

■Moldex3D/ 林秀春 協理
【內容說明】
Moldex3D 的Flow 的基本模組,用來模擬分析熱塑性塑料射出成型中的充填或填模過程。在理論模型方面,假設塑料熔膠是非彈性非牛頓流體,塑料黏度考慮為加工溫度及速度與剪切率等流動模式來描述塑料流動。
塑膠製品在模穴內的流動現象
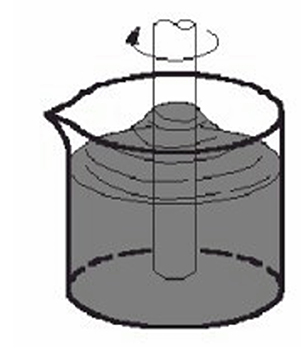
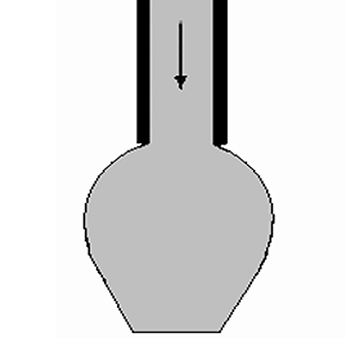
塑膠粒高溫熔融後透過射出速度與壓力控制下具有高速的流動性塑膠製品通常在1~2 秒之間充填完成,其塑膠的非牛頓流體有特殊的基本特性,如爬竿現象(圖1)、模口膨脹現象(圖2),射出充填過程高分子流動行為就是(圖3)層流,層流是一層層相鄰的薄璧沿外力作用方向進行的滑移。流體的質點沿著許多彼此平行的流層運動,同一流層以同一速度向前移動,各流層的速度雖不一定相等,但各流層之間明顯不會相互影響(透過圖8~ 圖10 中實際射出的產品,可以發現黑白色流動各不相擾),也就是自己流自己的,白的流白的,黑的流黑的。
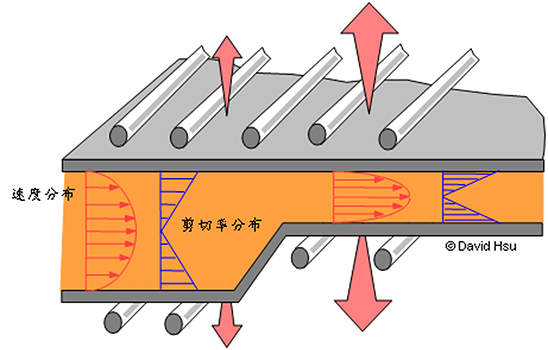
層流和湍流是以臨界雷諾數(Re)來判定,一般Re小於2100~4000 時均為層流,其流動基本上屬於層流。層流流動看成是一層層相鄰的薄層流體沿外力作用方向進行的相對滑移,層流是完全平行、平直的平面。
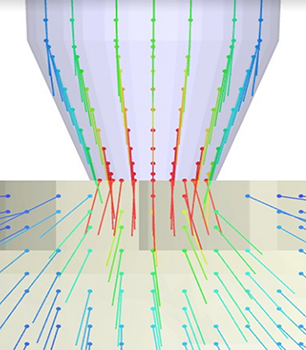
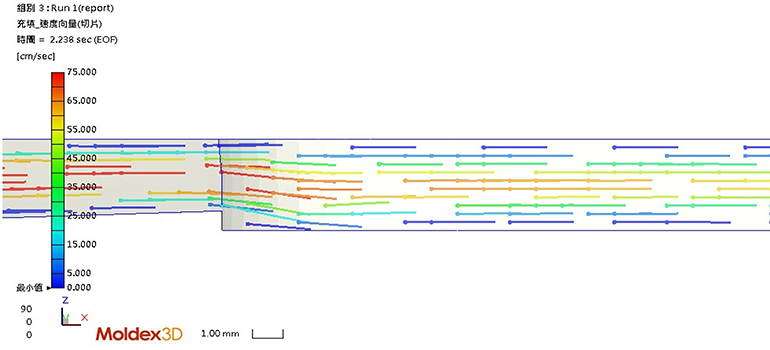
- 圖4:模流分析剖面速度向量分佈圖,可以代表高分子鏈沿著一定方向進行充填的路徑。
- 圖5:模流分析剖面速度向量分佈圖,可以代表高分子鏈沿著一定方向進行充填的路徑。展示塑料是層流的流動方式,因此可以判斷充填是有路徑的,接續的保壓也是有路徑的。因此在控制塑料充填與保壓的時候,合適的澆口位置選擇與有效保壓的效率絕對是可以加以應用,同時可以掌握著好的設計與加工條件設定。
試模產品焦點說明
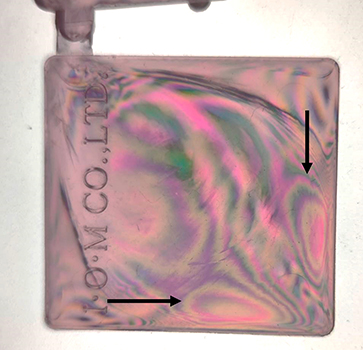
- 圖6:塑料的流動造成不同的收縮,使角落呈現渦流魚眼分佈圖,這現象容易造成塑膠件的對角有不同的收縮特性,造成翹曲或扭曲變形的問題。
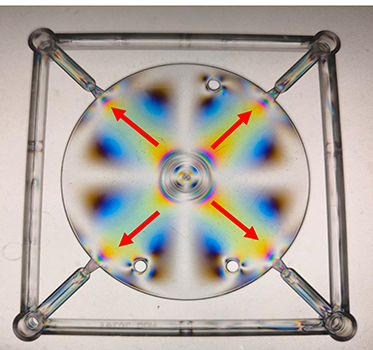
- 圖7:塑料的放射性流動造成X 型的收縮應力分佈,這現象容易造成塑膠件的四個邊界有內凹變形的問題,產生尺寸不足的現象。
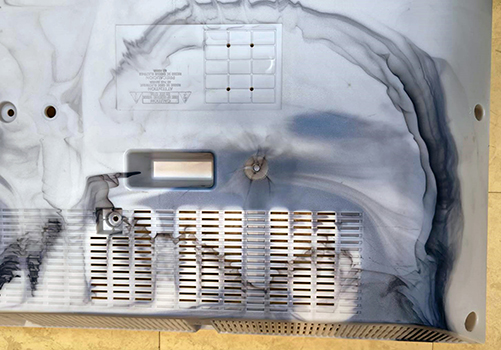
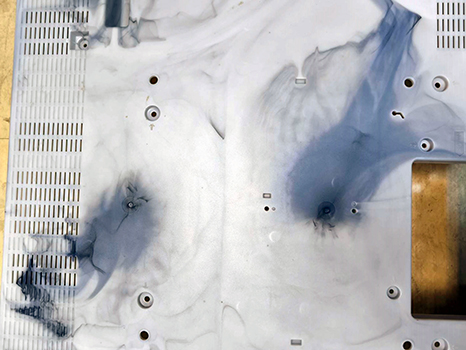
- 圖8~ 圖10:圖中案例為65 吋TV 的射出件,白色料先射出,然後射出黑色料,可以看到黑色完全走中心肉厚的分佈,並沒有把白色料混合成為灰色,也就是層流流動。

結語
關於射出成型,在一般人的觀念中,大多會以為塑膠流動可以混在一起,其實不然,由以上的結果可以得到,塑膠具備長鏈的特性,高分子長鏈會形成個別前進的層流,透過溫度與壓力也僅能影響塑料前進的快慢。
