

■林秀春/Moldex3D
第 1 招、產品設計之連結器篇~【淘肉厚】
第 2 招、產品設計加肉篇
第3 招、產品設計加減篇
肉厚對流動的影響
產品壁厚區域: 因熱傳較慢流動溫度較高,流動阻力較低,是塑膠流動時會先選擇的路徑。
‧ 產品壁薄區域: 與壁厚區域相反,因熱傳快速,溫度下降快速,流動阻力較大,容易造成短射或滯流現象。因此壁薄區域一般是模流較為敏感而不易控制的區域。
‧ 大致上塑膠產品設計會同時有壁厚與壁薄區域的設計,所以選擇適當的澆口設計是非常重要的,若在澆口顧及不到的情況,而減肉就是一個很重要的應用。
‧ 在產品壁厚區域減肉,為的是控制良好的體積收縮率,可以充份掌握住產品尺寸的安定性可以控制翹曲變形
實際說明
舉例來說,以下圖2 在簡單平面上的厚度設計不同,流動的速度相差一倍以上,在厚壁區快速填滿,而薄壁區呈現滯留現象容易有短射問題產生
‧ 另外一個重點案例說明如圖3_ 為2006 年新品CPUSocket 的流動分佈模擬與現場實驗短射,在連結器產品因為孔洞非常多,而且產品尺寸越來越小,厚度設計趨薄(10 條,20 條不等),因此觀察流動區域的領先與落後現像非常的重要,因為領先落後相差3~5 格就決定端子插入是否會龜裂的現像。
‧ 根據這些例子淘肉厚很重要,但要在對的區域淘才是正確的, 所以模流分析可以提供很據參考性的結果給設計者去思考。
‧ 以圖4、插槽本體實際產品, 為Socket 的底做產品設計的說明箭頭處為(111) 斜對角分隔為兩個區域,即可以改善翹曲變形的問題,參考專利號碼200740045,此Socket 座容易呈現對角線翹曲,但經過陶料設計之後即解決問題; 如淘料槽(111),將插槽本體斜對角分隔為兩個區域,以解決四角互為拉扯變形的問題,可以改善插槽本體翹曲平整的問題。
‧ 圖5、同LCP 材料連結器的長、寬、高均同一尺寸,但PITCH 間距不同變形完全不同
‧ 圖6、各連結器產品淘肉厚的設計參考
Moldex3D 分析的重點
‧ 流道與模穴3D 網格技術
‧ 肉厚設計的掌握
‧ 結合線溫度的控制
‧ 纖維配向位置控制
‧ 主流道的冷卻設計澆口套現場的短射比對,翹曲變形量的比對
精密連結器重點說明
‧ 產品厚度設計局部逃除肉厚( 淘料可以改變流動波前)
‧ 纖維配向性( 影響變形趨勢與結合線強度),翹曲變形
‧ 多模穴的流動不一致,造成每穴重量不相同,使產品尺寸與品質有差異( 需要每一個產品稱重檢驗)
‧ 主流道太細或太粗造成冷卻時間較久影響成型週期
‧ 在模穴內流動經常出現領先與落後的流動(Leading and lagging behind) 會產生二股的結合溫度有高低溫差情況,會容易使結合線強度降低,造成端子插入時產品斷裂現象。■
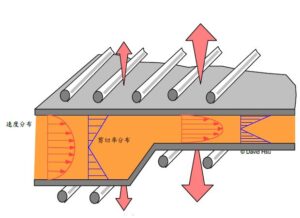
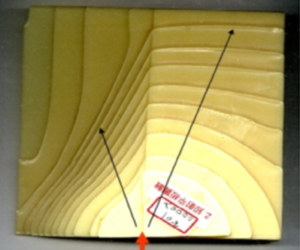
圖1: 不同肉厚的模流及熱傳情形圖 圖2: 不同厚度的流動情況_ 早期實驗
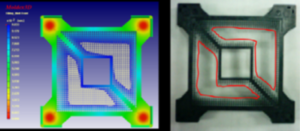
圖3:1995 年新品CPU Socket 的流動分佈模擬與短射
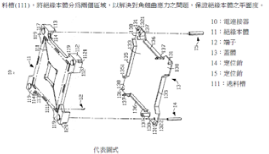
圖4、插槽本體實際產品, 箭頭處為(111) 斜對角分隔為兩個區域
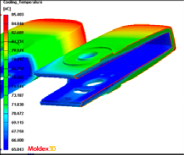

圖5、同LCP 材料連結器的長、寬、高均同一尺寸, 但PITCH 間距不同變形完全不同

圖6: 各連結器產品淘肉厚的設計參考
