

■林秀春/Moldex3D
CAE模流分析101招
第1 招、產品設計之連結器篇~【淘肉厚】
第2 招、產品設計之連結器篇~【加肉厚】
第3 招、產品設計肉厚加減篇
第4 招、肉厚設計重要影響
產品故事說明
•此產品電動馬達傳動斜齒輪( 一模二穴) 因有傳動功能真圓度的要求,避免收縮之後的翹曲讓真圓尺寸變形,產品
組裝傳動容易發生巨大的噪音,所以此產品進行電腦試模分析,瞭解尺寸變形的情況,並確定此產品必須從產品設計加減肉厚著手~
•圖1、斜齒輪類似產品; 幾何單位mm; 塑膠使用PA66。外圓直徑尺寸52.0,肉厚2.30,為冷流道,3 個撘接澆口
圖2、幾何網格與剖面示意圖,澆口放置在內圈。
•分析說明
兩穴為相同尺寸所以取一穴來討論,單模穴內流動有不平衡現像,有補強肋條的區域流動快速。
圖,3,4,5,6 為模穴內流動波前情況。
圖7、保壓結束產品剖面溫度分佈由圖中觀察內圈溫度低100oC,外圈溫度高200oC,所以溫度差異很大,內圈冷很快造成澆口的傳遞效果差。
圖8、經由現場短射物品與事先模流結果比較,非常相似。經驗證結果CAEMoldex3D 的分析非常可靠。
圖9、冷卻分析的模仁剖面溫度公模積熱, 明顯溫差50oC 以上。
圖10、模穴的溫度分佈如圖所示。
•圖11、翹曲變形; 圖12、翹曲變形量測如圖所示,翹曲變形的原因來自於二個重要因素
* 是圖7 的成品本身的溫度差,因肉厚設計所造成的,需要討論產品淘肉設計喔。
* 是冷卻分析的模仁剖面溫度公模積熱過多造成的,可以讓冷卻水進入到公模內側
•結論:
模擬軟體確時可以提早預測現場的成型問題,適當控制產品溫度、體積收縮率以及模具溫度,可以事先提出改善方案若在設計前端使用,落實設計品保的觀念,確保塑件有良好製造品質。■
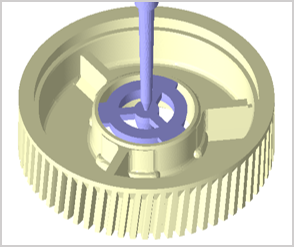
圖1: 斜齒輪類似產品
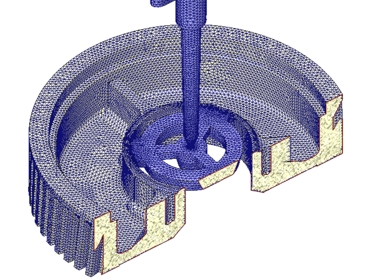
圖2: 斜齒輪類似產品
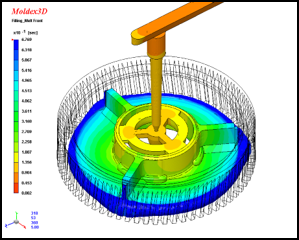
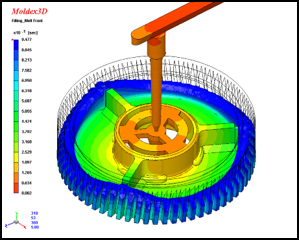
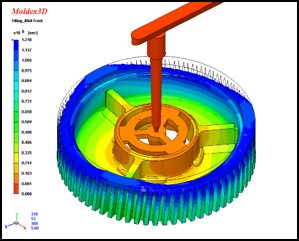
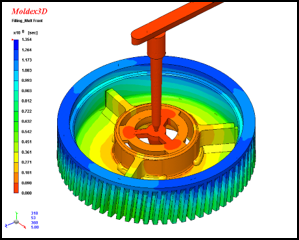
( 圖3.4.5.6) : 為模穴內流動波前情況
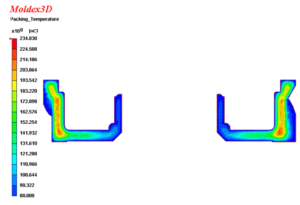
圖7: 保壓結束產品剖面溫度分佈

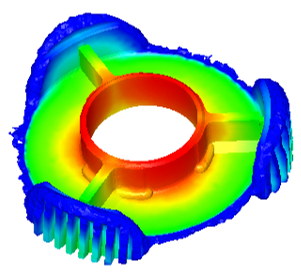
圖8: 由短射物品與模流結果比較
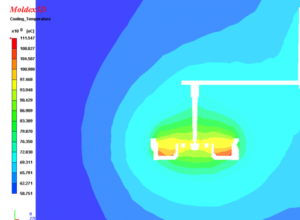
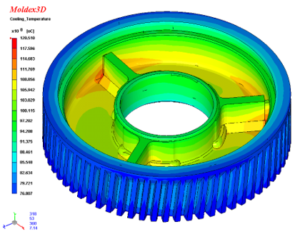
圖9 : 冷卻分析的模仁剖面溫度公模積熱 圖10 : 模穴的溫度分佈如圖所示
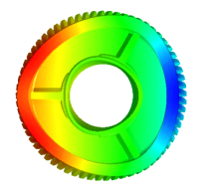
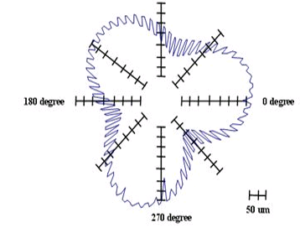
圖11: 翹曲變形 圖12 : 翹曲變形量測
