

■林秀春/Moldex3D
第 6 招、流道設計之汽車儀錶板篇~【流動平衡與鎖模力】
產品故事說明
成品尺寸:長1450,寬650,高360(mm)
成品厚度:平均厚度2.0~2.5(mm)
澆道系統:冷澆道 塑膠材料:PP
分析焦點:
此產品為汽車之前座的儀錶板內裝殼件,模具尺寸相當大,因此決定最佳的澆口位置與流道設計是相當重要的, 廠商在尚未開模即做模流分析,要找出較佳之澆口位置與流道設計,以事先掌握流動平衡與射出機台最低鎖模力。應用方法:比較三組不同流道設計及澆口位置等進料方式,看流動平衡的% 來控制壓力與鎖模力。
* 此部件有組裝強度的要求。結合線位置將影響局部是否會發生斷裂也是分析的重點。
實際說明
如圖1,2,3 的流道設計, 塑膠流動即有差異, 而射出壓力也會不同, 鎖模力也會跟著改變喔。透過事前分析可以完全掌握三組設計間的差異, 決定好的正確的設計, 就可以找到合適的機台生產。
重點說明
• 在模穴內流動因結構設計有孔洞有肉厚差, 多點進澆時可評估各澆口壓降情形,以找出佔優勢之澆口位置( 壓降較小者);淘汰多餘之澆口( 壓降過大、流量較小者),可以透過CAE 分析找到較佳化的設計。■
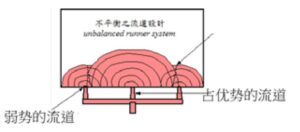
圖1,2,3 流道設計與鎖模力值
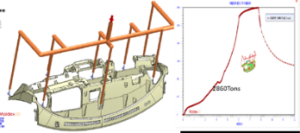
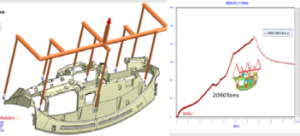
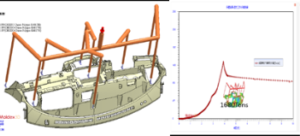


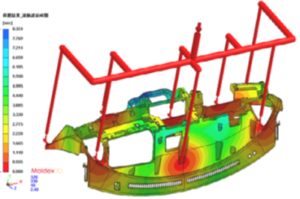
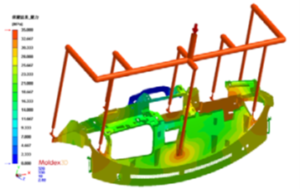
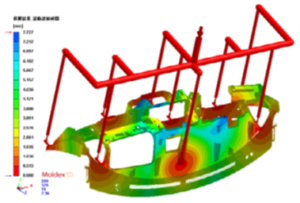
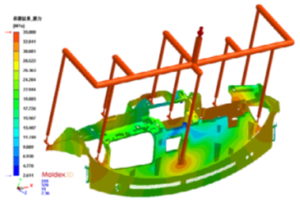
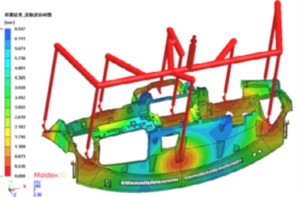
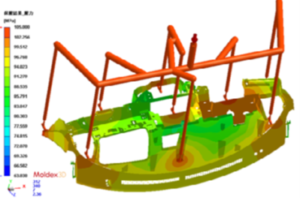
以上圖示為圖1、2、3 流道設計與流動波前與壓力分佈
