

■ Moldex3D/ 林秀春 協理
【內容說明】
縫合線也稱作熔接線、結合線,是指兩股以上的塑料熔膠流動波前(Melt Front) 交會所形成的表面流痕(如圖1、圖2 所示)。
本案例中結合線的位置如圖3。由於以下因素使結合線區域產生外觀缺陷及強度較弱,特別是此案例的多個輪轂都是有裝配受力的功能,因此需要事先預防,改變設計以避免結合線不佳的狀況。熔接塑料流動溫度越低,結合線越明顯,強度也越弱。產生熔接區域由於波前交會形狀會產生V 型缺口,此種近似裂紋(Crack-like) 結構容易產生應力集中如圖5 所示,使此部份力學性質與強度較差,同時也是裂紋潛伏地區。
產生結合線的原因
結合線由嵌入件、多點進澆,以及幾何與肉厚變化等原因造成。本文討論簡單的擋料設計,塑料在肉厚具變化的模具中充填時,由於流動阻力的差異,造成領先- 落後流動(Lead-Lag Flow),形成不同的塑料流動。流速不同的塑料流在介面交會處亦會形成結合線。圖6、圖7 所示的結合線即是由於塑件幾何差異所引起。此類結合線的熔接強度也與溫度以及熔接角度有關,當熔接溫度越高,強度越強;角度越大,強度亦越強。觀察圖8、圖9 所產生的結合線溫度差異,圖9 輪轂結合線的溫度高於圖8,屬於熱結合線高溫結合,有助於改善結合線的強度。
結果與討論
在此案例中,透過局部擋料的設計改變輪轂區的流動行為,由斜V 字波前改為圓柱形的流動,由底部往上充填可以讓結合線長度縮短或移除,可以大幅改善輪轂裝配受力不足的問題。此外,還可以透過一些特殊設計達到改善結合線的效果,條列如下:
• 採用延伸射嘴(Extended Nozzle) 或熱澆道(Hot Runner) 可以更有效控制料溫,提高熔接強度。
• 真空排氣(Vacuum Venting),透過抽真空以協助排氣並增加熔接強度。採用抽真空通常也有縮短成型時間的額外好處。
• 對於結晶性或半結晶性塑料可利用回火(Annealing) 提高結合線強度。
• 採特殊設計,如SCORIM 射出機、抽拉式射出機,以及往復式心形銷等設計。基本觀念就是在結合線形成但未完全固化前,以機械方式強迫塑料在結合線區域往復流動,以破壞結合線界面分子鏈排向,增加分子鏈相互交錯糾纏,以提升熔接強度。■
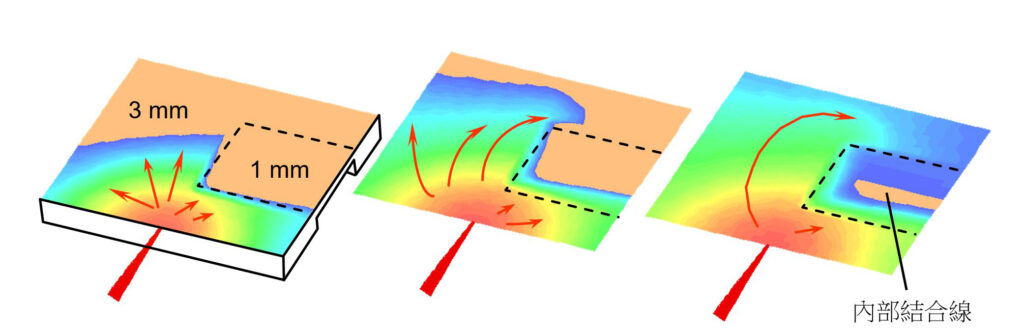
圖1:由於肉厚變化所形成的內部結合線
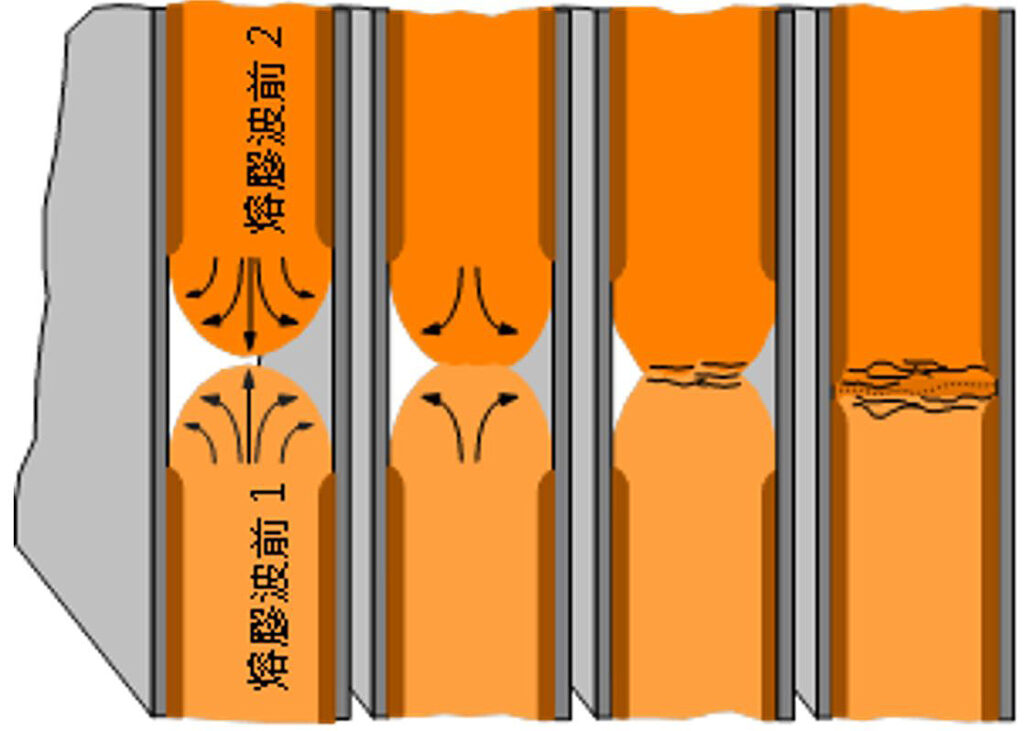
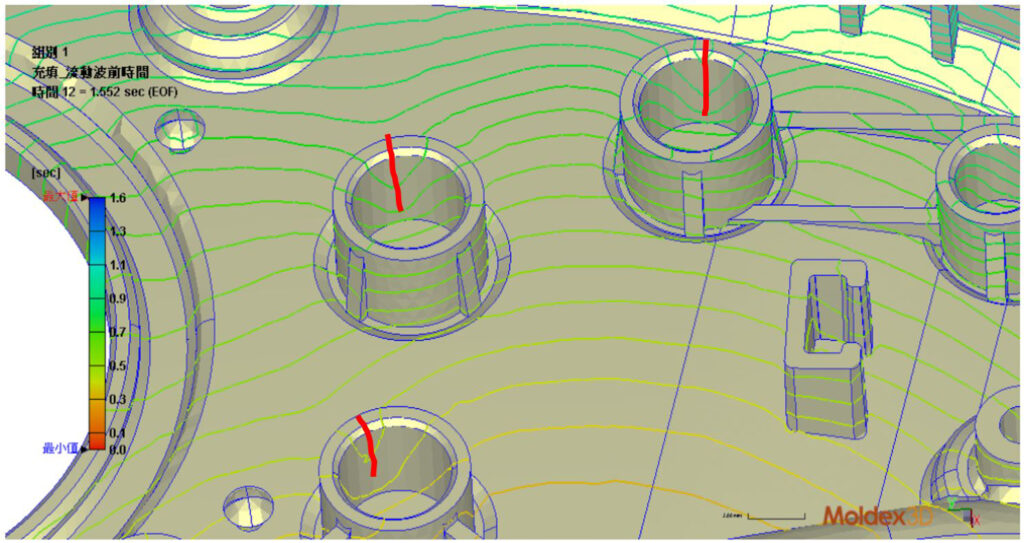
圖2:結合線的形成 圖3:每個輪轂的結合線位置如紅色線條
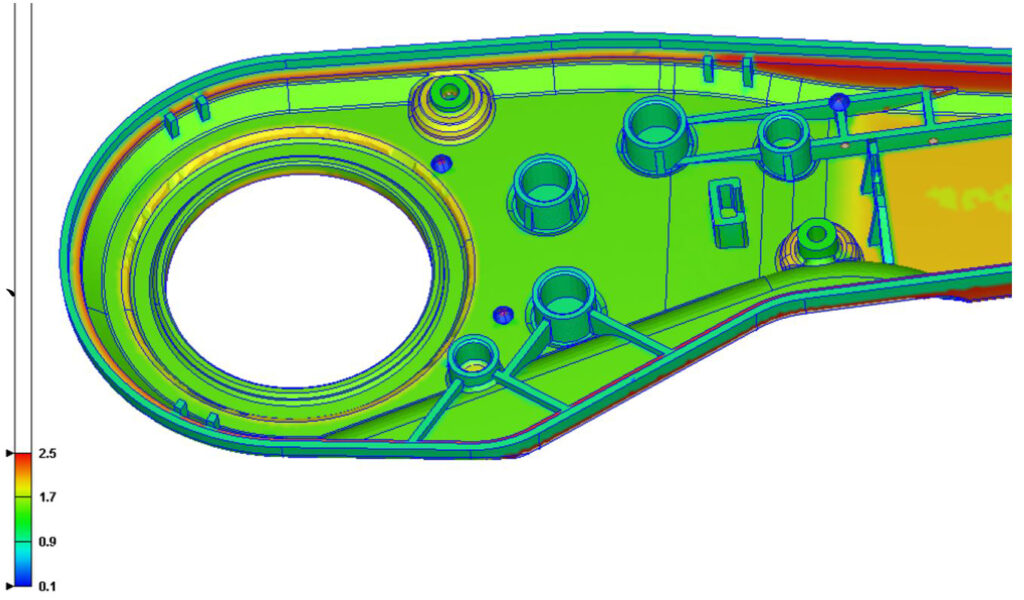
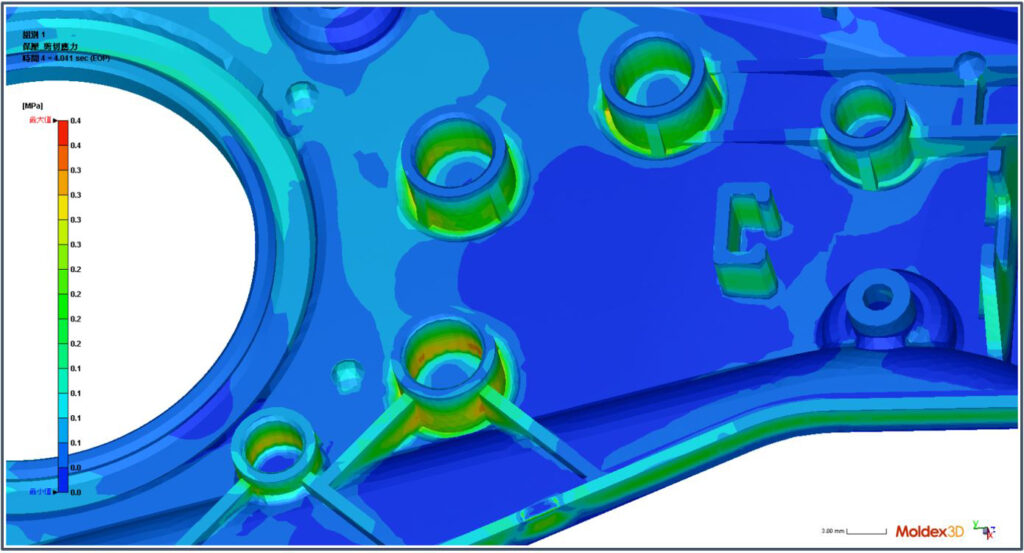
圖4:產品幾何與厚度分佈
圖5:剪切應力在輪轂下方,也會容易影響組裝強度
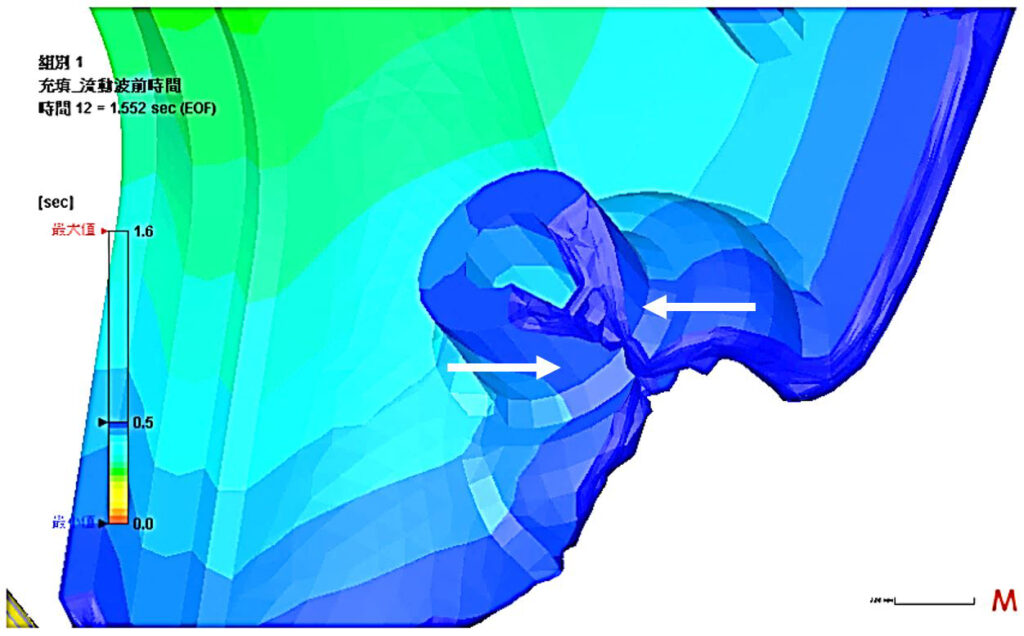
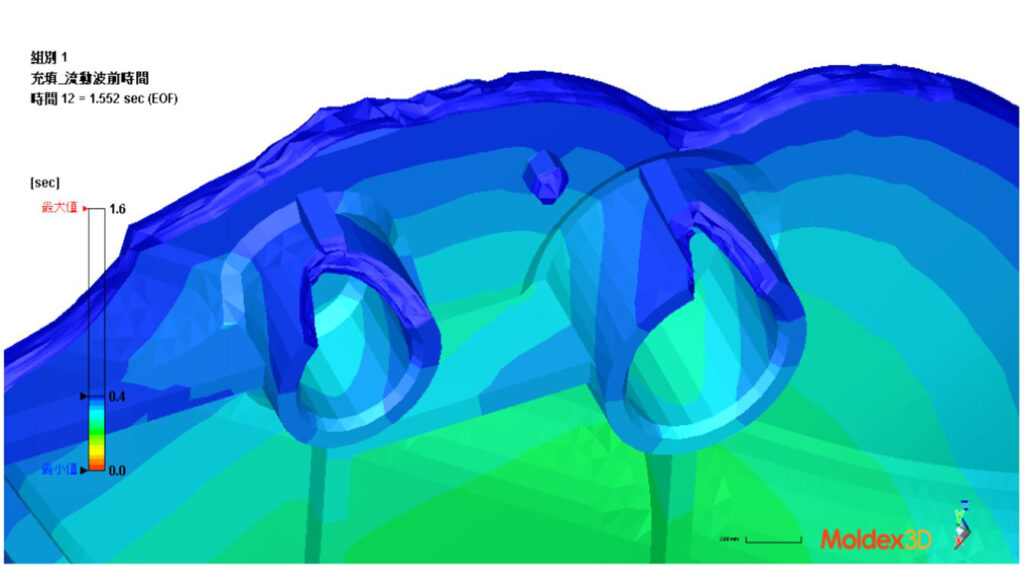
圖6:在輪轂區域兩股V 形波前碰面有結合線,容易發生強度不足龜裂的問題
圖7:在輪轂區域兩股V 形波前碰面有結合線,容易發生強度不足龜裂的問題
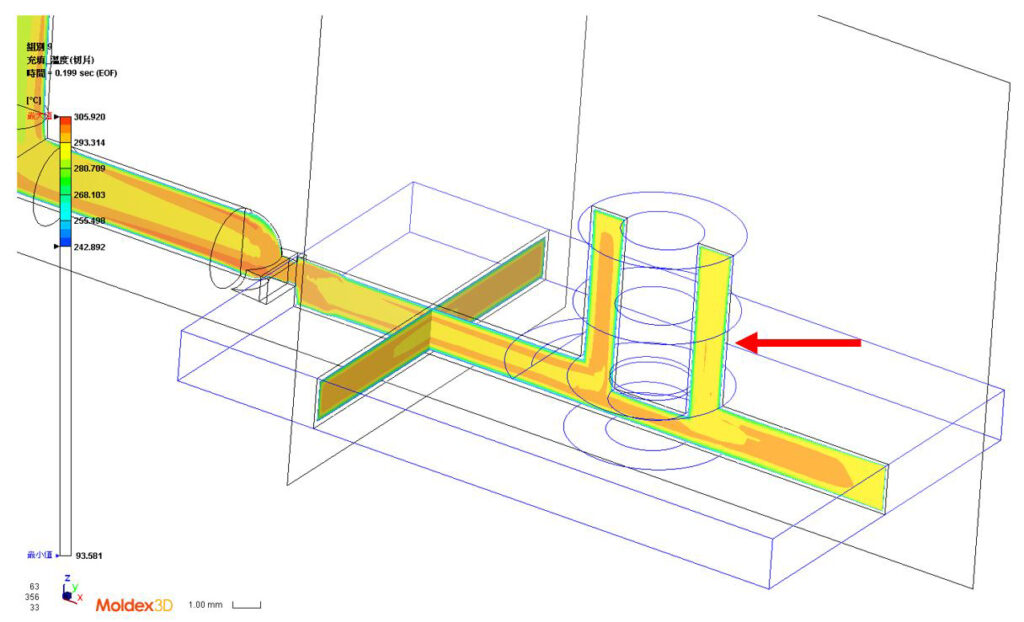
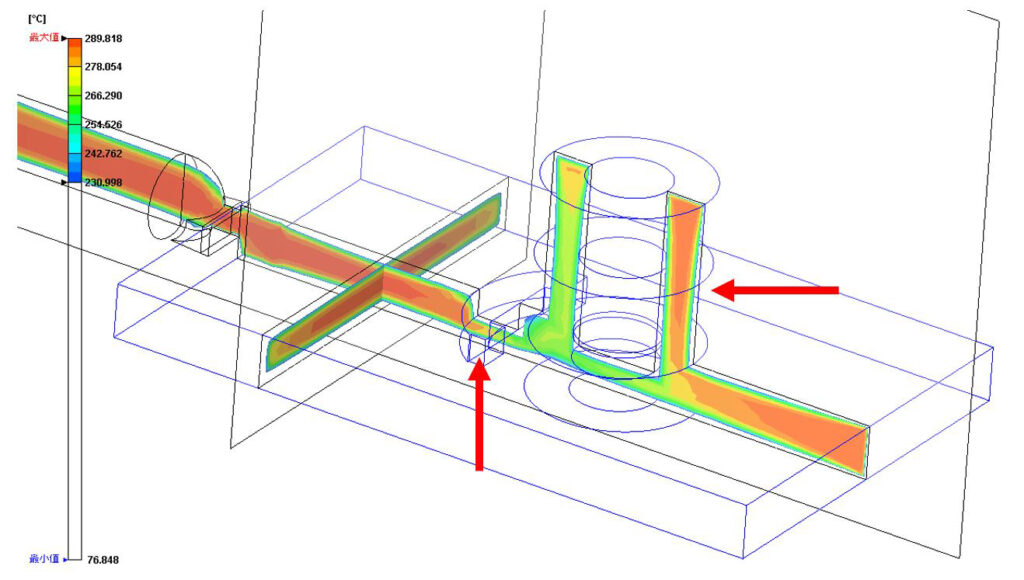
圖8:在輪轂區的結合溫度比較低 圖9:經擋料設計在輪轂區的結合溫度比較高
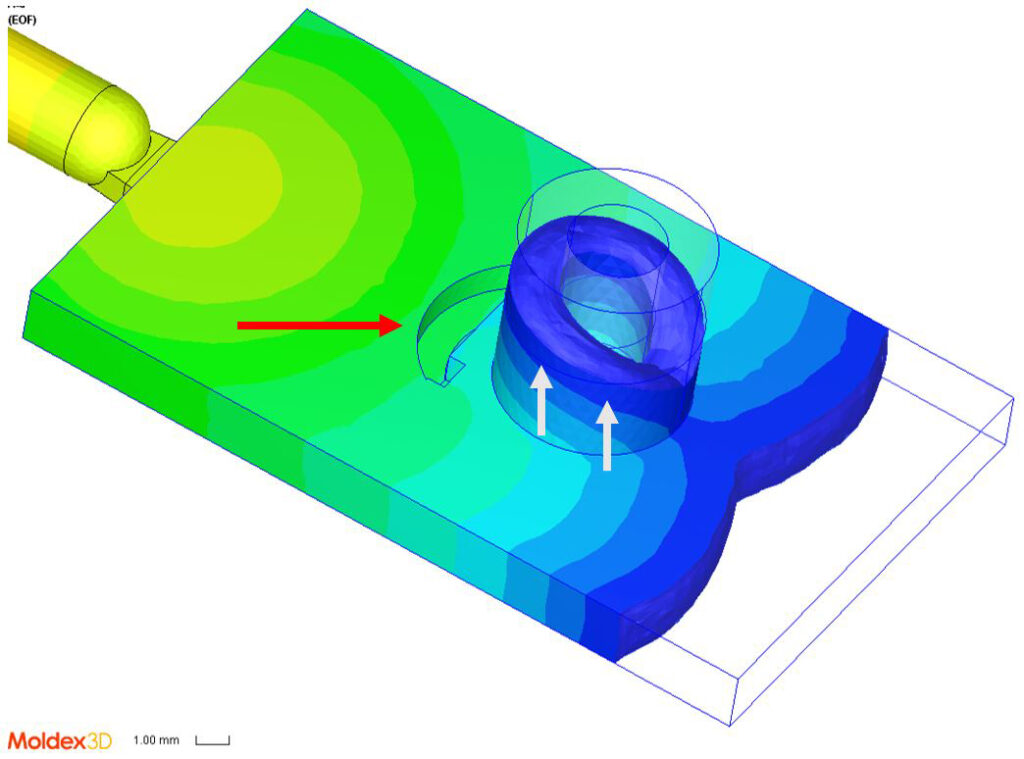
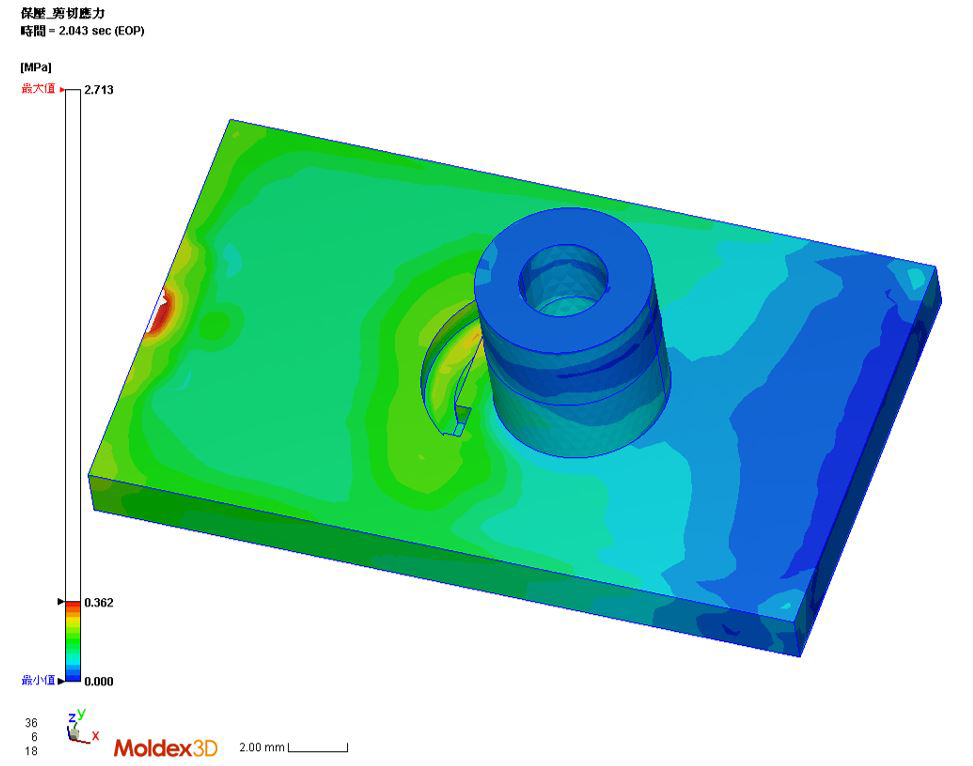
圖10:擋料設計如箭頭所示會影響流動波前與溫度 圖11:剪切應力也會移位不在輪轂下方
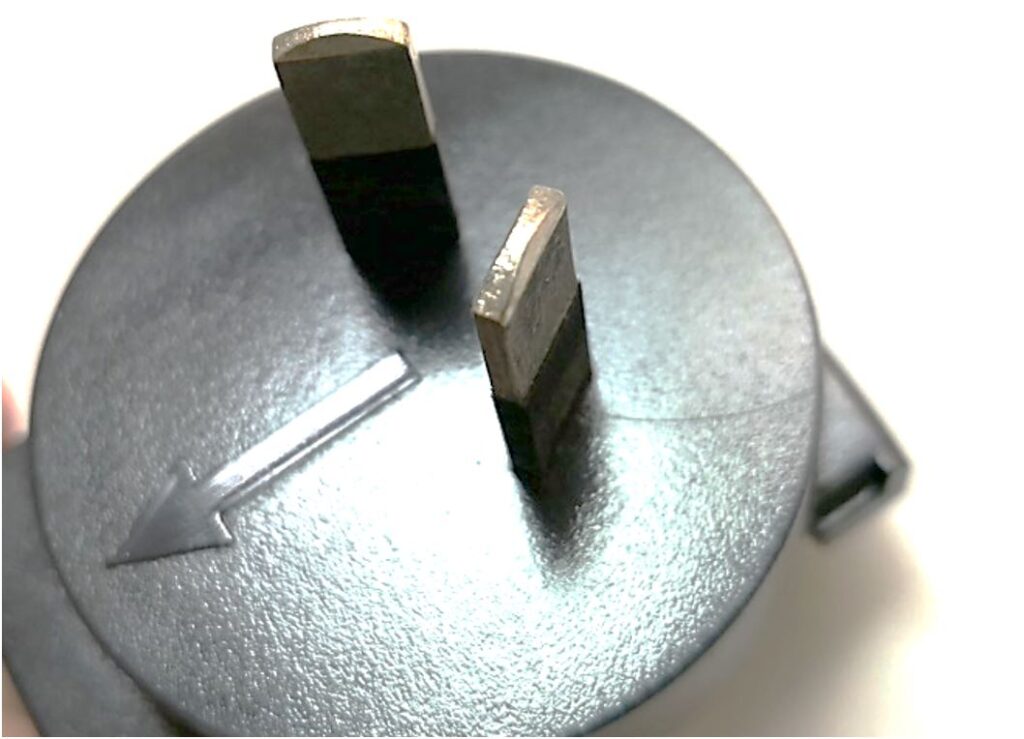

圖12:埋入件產生的結合線 圖13:輪毂產生的結合線


圖14:輪毂產生的結合線二次加工埋入銅件之後造成破裂 圖15:局部肉厚設計差異造成的結合線
