
■ Moldex3D/ 林秀春 協理
【內容說明】
塑膠製品在厚度差異較大區域或澆口尺寸太小時容易發生內部真空氣泡。在業界檢測塑件品質可使用電腦斷層攝影(CT) 儀器,以無數X 光射線穿透物件,經電腦重組出體內3D 影像,可顯現出內部大多部位的氣泡區域如圖7、圖8 實測的顯示圖是相當的詳細,但檢測所花的費用並不便宜,執行過程的時間也長,對業界來說是一大負擔 。
目前應用模流軟體可間接發現射出件品質不佳的狀況,如內部溫度過高或收縮不均在熔融區域將會造成真空泡。而塑件在保壓階段的收縮情形主要取決於保壓程度大小,即塑料補償收縮的程度。當塑料溫度不斷下降,造成熱塑料不易補入,假若澆口尺寸太小澆口提早封口會更加劇。因此改善體積收縮真空泡問題,取決於保壓壓力大小以及能透過澆口在模穴內傳遞的時間。
圖1:圖中電子產品的保壓結果在熔融區域顯示可判斷物件可能會有凹痕與真空氣泡問題產生。
圖2:電子產品的流動波前圖。
圖3:塑件的冷卻結果,溫度分布情況,有局部高溫積熱區域。
圖4:塑件的剖面溫度分布情況,在厚度大的區域體積收縮數值都偏大(最小在1%,最大在7%)。
圖5:電子產品的保壓結果在熔融區域顯示。
圖6:電子產品的模具剖面溫度顯示,有高溫積熱的區域。
圖7 、8:電腦斷層攝影塑件發生真空氣泡的區域。
結論:
以CAE 分析軟體找出高溫區域與熔融區域,有效利用將面臨的實射狀況,可加速提前發現問題,並反映給開發團隊進行設計變更,以利現場生產品質的掌握。■
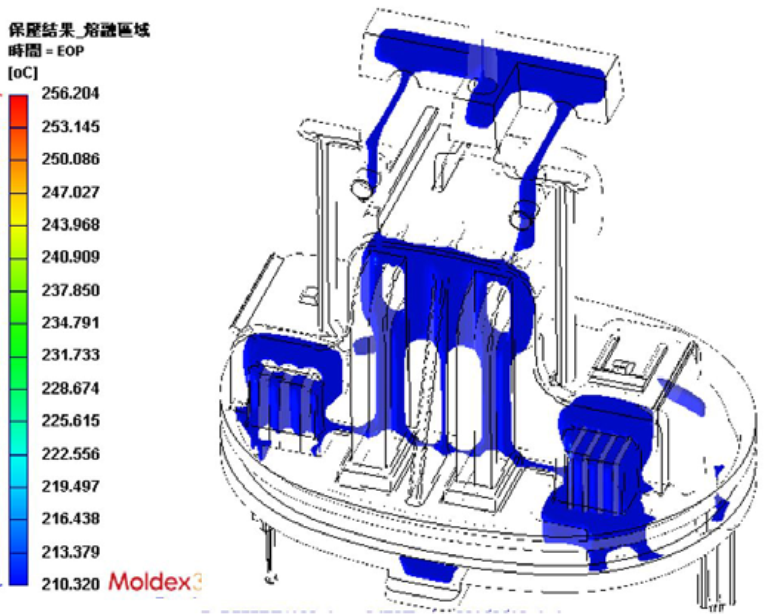
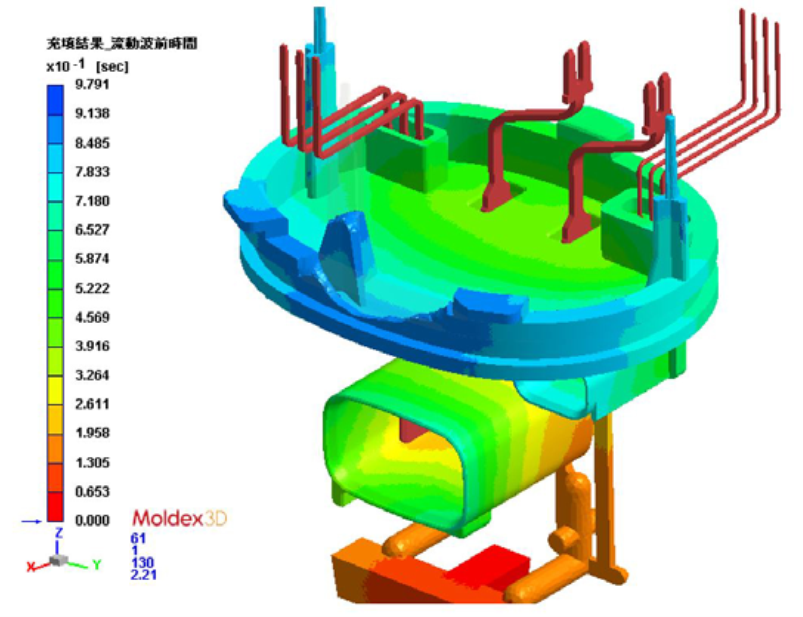
圖1:圖中電子產品的保壓結果在高溫熔融區域顯示;圖2:塑件模穴的流動波前
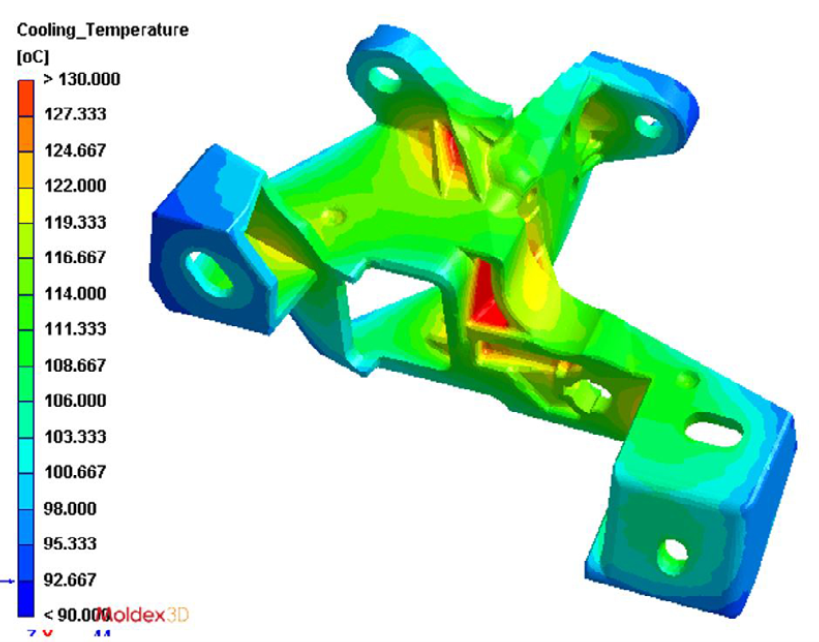
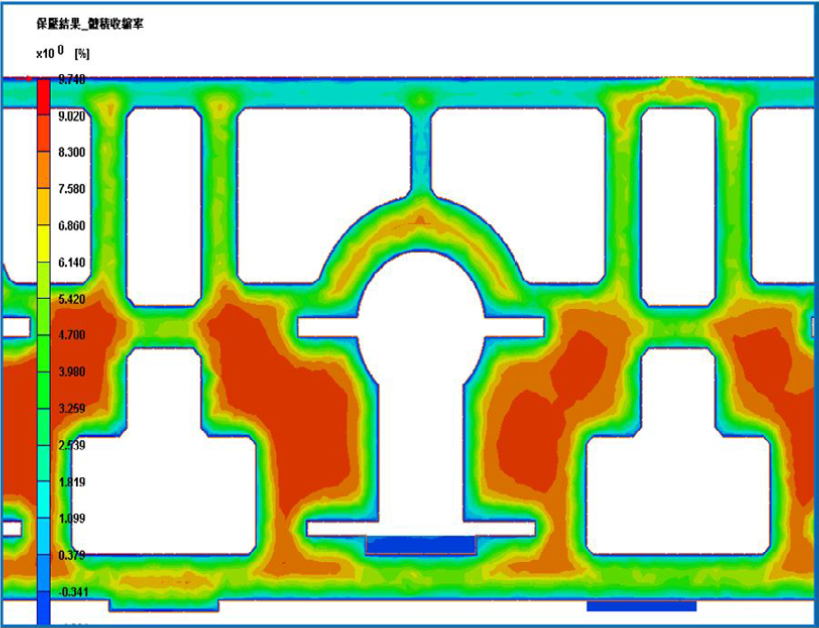
圖3:塑件的冷卻結果,溫度分布情況;圖4:塑件的剖面溫度分布情況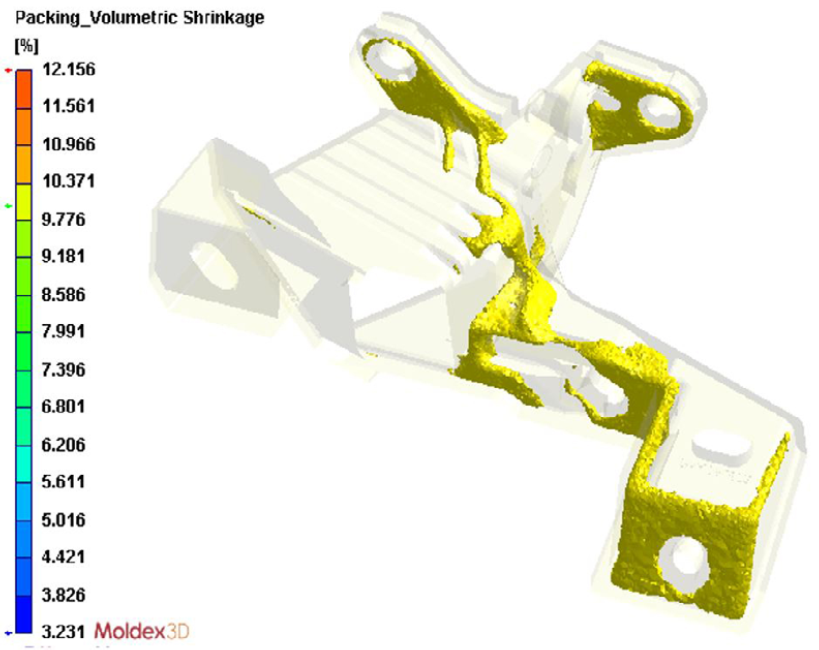

圖5:電子產品的保壓結果在熔融區域顯示;圖6:電子產品的模具剖面溫度顯示 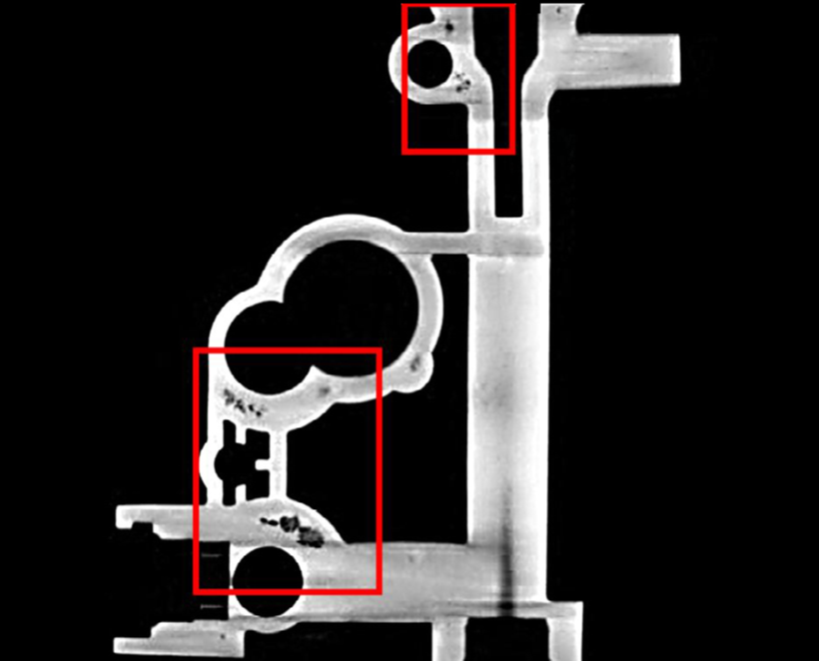
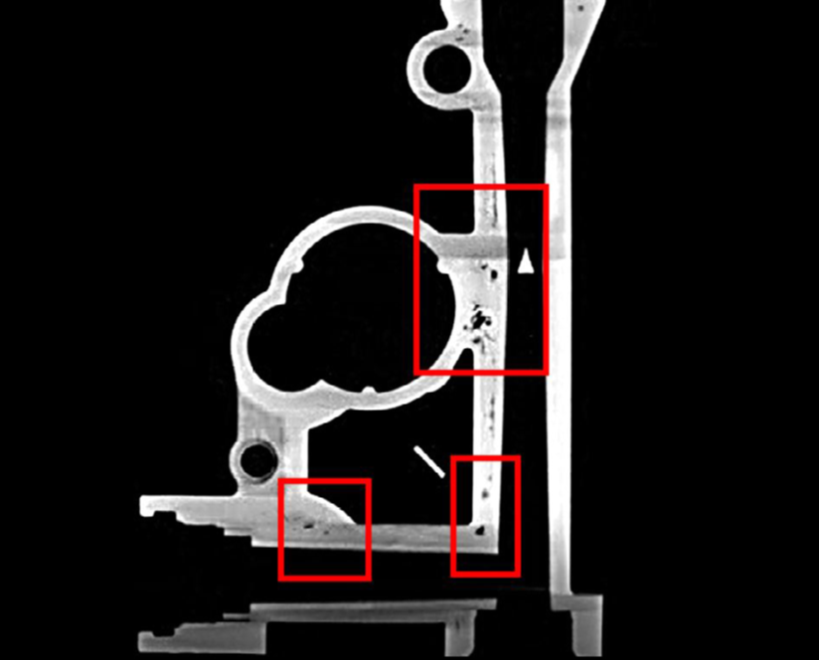
圖7:電腦斷層攝影塑件發生真空氣泡的區域;圖8:電腦斷層攝影塑件發生真空氣泡的區域
