
■ Moldex3D/ 林秀春 協理
【內容說明】
在高速射出下會有高摩擦剪切生熱,造成模穴內流動的變化。應用模流軟體發現射出品質不穩定的狀況,以找出造成流動不平衡的問題。塑料在流道內摩擦剪切生熱產生不同性質之溫度對流動的影響,以及熔膠流動截面的流變特性變異(Rheological Variations)
1. 剪切生熱(Shear Heating)
2. 剪切稀薄(Shear Thinning)
3. 熱變異(Thermal Variation)
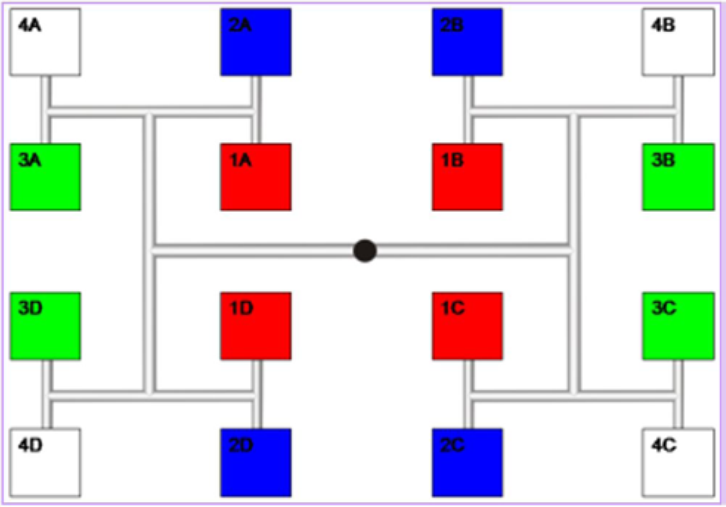
圖1:確認流動群組,顏色相同為一組
流道設計翻轉技術應用
1. 掌握精確的分析以確認流動群組,如圖1 中顏色相同為一組。
2. 原始設計模流分析在主流道有剪切生熱溫度環(如圖2),分流後流道不平衡計算結果,原始流道不平衡造成產品重量差異高達11%。
3. 透過翻轉流道的搭接設計(如圖3)可以將產品重量差異降低至 5% 以內。翻轉流道的箱型圖明顯優於原始流道,有利於後續量產穩定性。
現場與分析工作流程說明
1. 確認流動群組(取現場與電腦模擬紀錄與比較)。
2. 流道與成型短射樣品:用以觀看流道到澆口的長短距離;再以產品體積來判斷其短射程度,如70%、80%、90%……
3. 針對每一樣品依照群組分類,並進行秤重:取穩定試模之後十次以上的產品重量平均值,並針對圖1 的四組各群組的平均值進行比較。
4. 檢查模具製作精度誘導的不平衡變動程度:模具加工精度要在正負0.02mm。
5. 決定剪切作用誘導的不平衡變動程度。
原因就是流道剪切生熱造成的溫度影響流動差異,進而影響整體保壓的進行,通常分配到高溫區因保壓效果好,所以成品較重;而分配低溫區,則成品重量輕,會導致成品品質不穩的問題。流動不平衡對產品、製程、生產力的影響重大 。業界針對以上問題都有自己的經驗法則,但改善效果有限,可透過專業團隊進行技術討論與模具設計製作,以找到好的設計方案,確保模具射出成型品質與穩定的生產。■
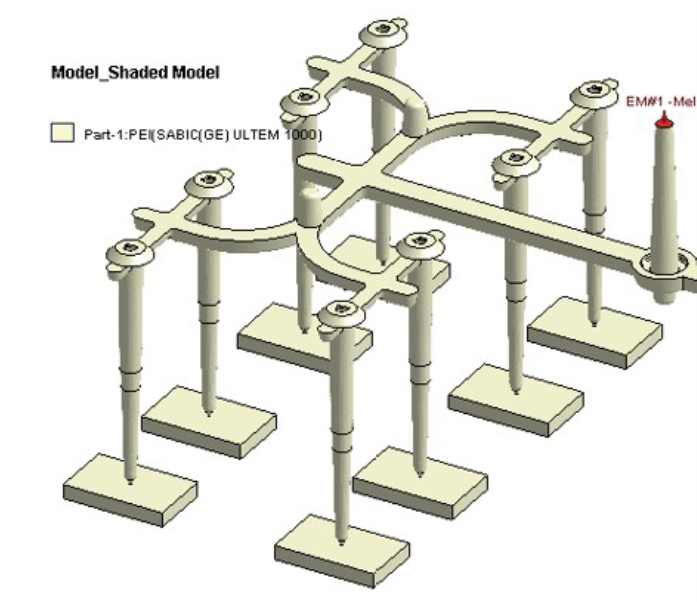
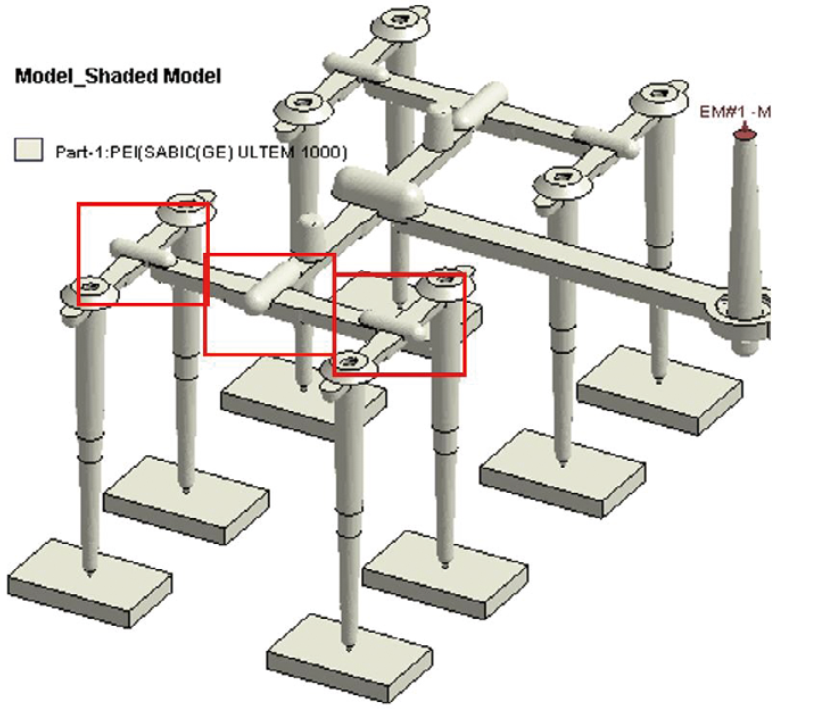
圖2:原始流道設計完全對稱流道;圖3:設計變更在分流道設計搭接的流道設計 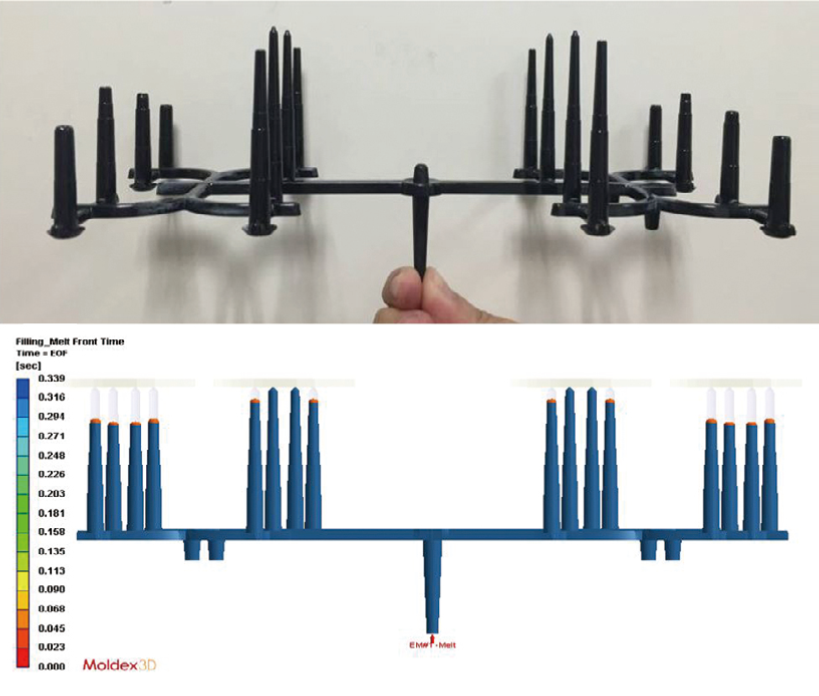
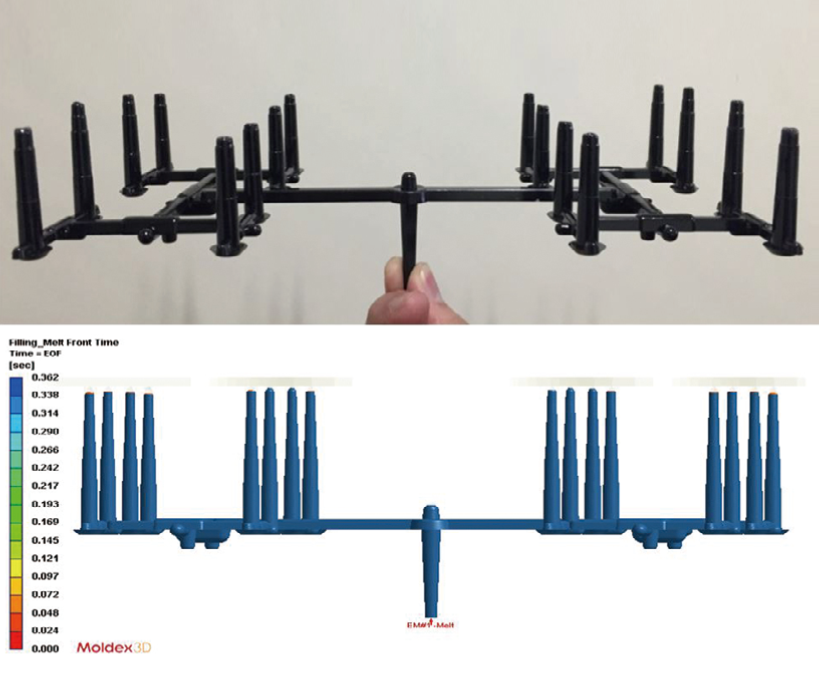
圖4:以上原始設計的現場短射圖與CAE 分析圖有相同的現象,幾何對稱,但是流道長短腳有明顯差異
圖5:搭接的流道設計,以大幅改善,現場短射與分析的流道長短腳相當接近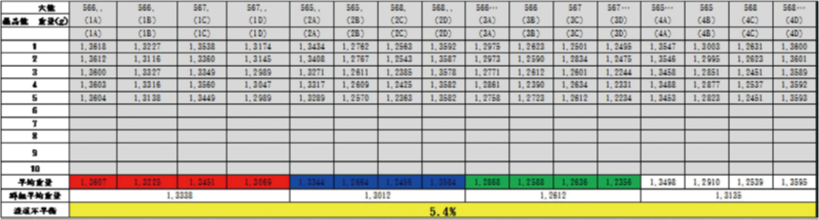
圖6:統計數字
