

■ Moldex3D/ 林秀春
【內容說明】
由於塑料本身具有黏度,黏度越高代表流動越困難,塑料黏度受溫度及剪切率(shear rate) 影響較大,因此局部溫度大小、熱傳速率、以及塑件肉厚,均影響局部黏度大小,也就是流動阻力大小。局部溫度跟高剪切率又與黏度有關,因此剪切率與溫度升高影響流動的行為更為複雜( 剪切率、溫度、流動之探討) 。

圖1: 所示行動式穿戴手鍊 圖2: 所示產品表面有流痕
圖3: 所示不同的產品
模流射出雙色的分析結果如下:
如圖1 所示穿戴式手錶鍊由二種塑膠料射出成型,因第一射的射出時有剪切生熱,造成第二射時的有重融現象( 局部高溫區) 而有流紋發生,導致產品品質不佳如圖2所示。透過模流分析可以得知不同的產品設計( 肉厚與局部特徵設計),如圖3 所示雙色孔大小盲孔或穿孔等差異。圖4 為不同設計的溫度分佈,在紅色區域為高溫區,淺綠色區域溫度較低,高溫區域容易有二次再重融的機會將造成圖2 圖產品表面有流痕問題,另外由剪切率的分析結果也看到不同的設計也有差異如圖5 所示產品剪切率圖。
結果與討論:
可由分析判別塑料流動剪切率是否過高,造成黏滯加熱(viscous heating) 的現象的相關原因除產品設計與塑料本身,澆口尺寸大小位置,流道直徑長度,還有射出機台的速度都有相關聯等等,所以了解現場是相當複雜,但透過CAE 模流分析可以快速掌握問題成因並且找到解決方向。■
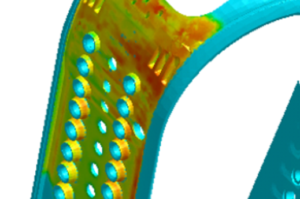
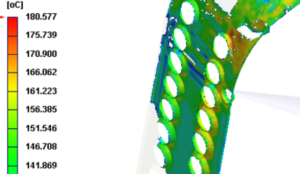
圖4: 所示產品一射表面溫度分布 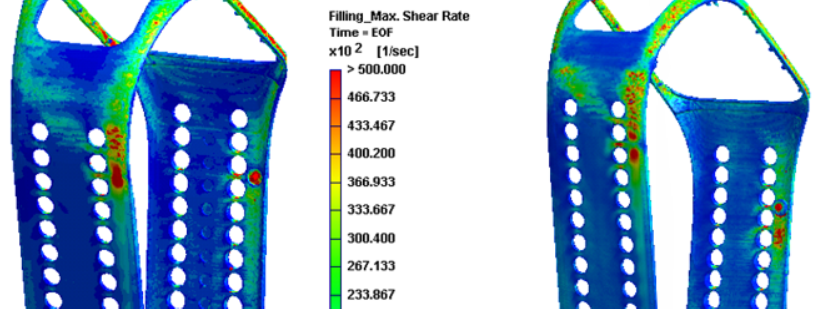 圖5: 所示產品剪切率圖
圖5: 所示產品剪切率圖
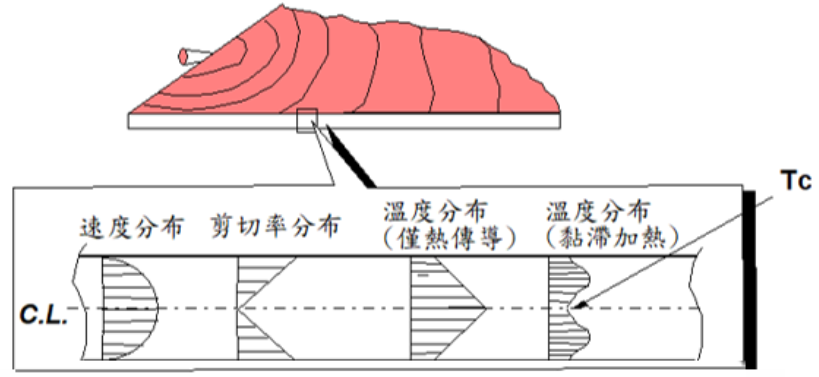
圖6: 所示產品肉厚剖面的剪切率與溫度圖
