
■崑山維恒電子/ 姚政宏
摘要
隨著經濟的高度成長,人們對物質需求相對提高,模具的用途愈來愈廣泛,需求愈來大。為改善現行之產業競爭策略,模具產業必須提升自我的體質,強化行銷通路,掌握產品研發的方向與人才的培育,充分了解自己的處境及優勢才能突破現況持續成長。因此維恆電子在2012年開廠初期就正式導入了Moldex3D 模流分析(CAE),這項技術的引進對與模具的設計、製造、成型及產品品質都有相當的幫助。
在筆記本電腦塑料外殼的實際生產中,經常會遇到產品相對應的兩邊結合處變形量值超出了裝配公差,即所為的尺寸大小頭。本文主要就運用Moldex3D 模流分析電腦C 件產品,通過改變流道和進點的大小來改善產品大小頭問題進行探討。
關鍵詞: 模流分析、產品品質、尺寸大小頭。
一、前言
本文將筆記本電腦塑料外殼中的C 件為例, 利用Moldex3D 模流分析技術來改善產品品質不良等問題,以模擬的方式了解在模穴中壓力及收縮情形,通過模擬,縮短模具開發週期. 解決一些潛在性問題。
二、案例簡介
( 一) 產品說明
此產品整體尺寸為344×243.2×9.25mm 的電腦C 件,整個鍵盤蓋主要厚度為1.8mm,並使用模內裝飾(IMR)完成產品結構表面外觀。
( 二) 使用材料
產品使用材料為PC+ABS_CYCOLOYCM6140,此材料之相關資料如表一、表二所示。
( 三) 加工條件
產品射出成型條件顯示如表三、表四、表五、表六。
( 四) 問題焦點
本文主要根據模擬模型射出過程,預測產品天側(Hinge,與B 件連接處) 與地側( 靠近使用者端) 最後會產生的翹曲變化所產生的大小頭情形,並且預測其相關的變型量值。
三、原始設計
( 一) 流道尺寸
產品流道設計採用4 支熱澆道分流,以10 點潛伏式( 閥式澆口) 依序進膠,如圖1 所示。
1 波前流動
原始設計- 流動波前50%~100% 分佈圖,由此可以看出流動波前的分佈。通過動態的波前流動波前圖,可以清楚的看到Hinge 側流動不平衡,波前流動相差5.9%. 如圖2~5 所示。
2保壓壓力
保壓壓力結果可以看出模腔壓力分佈是否均勻,如圖6 所示。 Hinge 側壓力過低,產品整體最大差值為9.27Mpa,壓力分佈嚴重不平均,透過四個角落個別埋設兩個壓力感測節點,如圖7 所示,此八個節點壓力曲線的重迭性差。
3.X 方向位移
在X 方向的位移分佈綜合了成形過程中的所有效應,如圖8 所示Hinge 側線型收縮為1.58%,對側線型收縮1.51%。產品上端的位移量明顯低於產品下端的位移量。
四、設計變更
( 一) 設計變更1
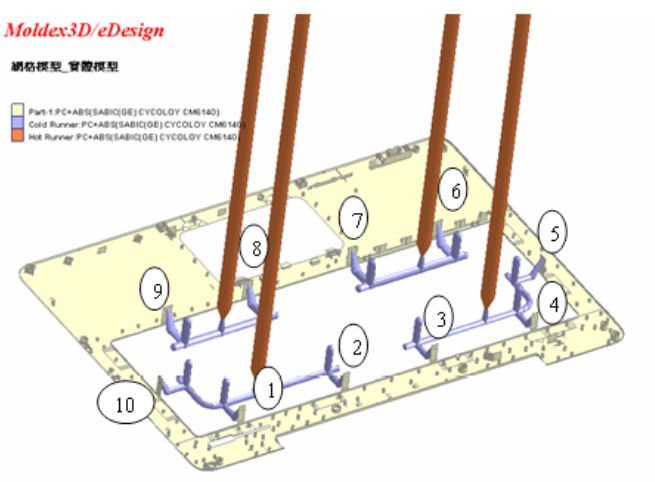
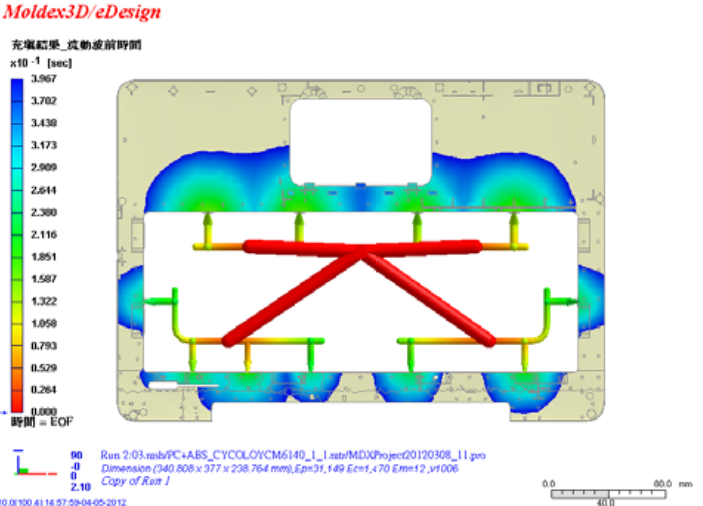
圖1: 所示為C 件進點簡易圖;圖2: 原始設計波前流動
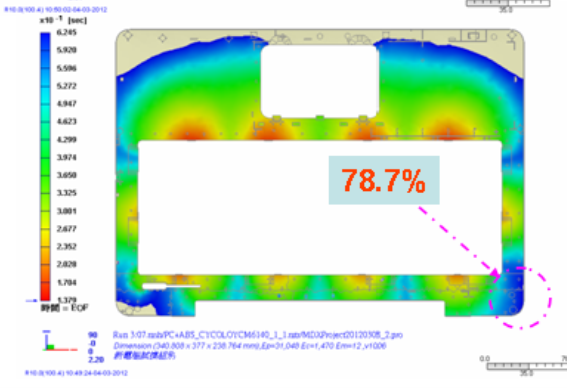
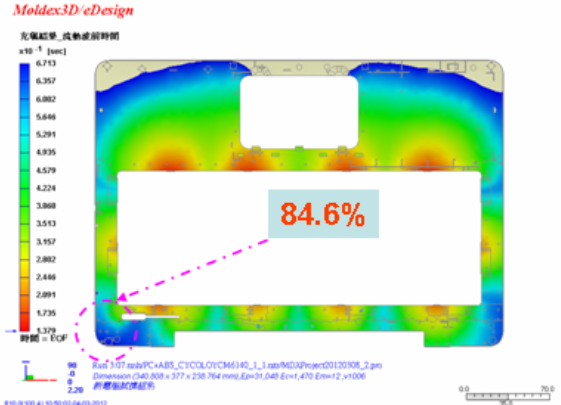
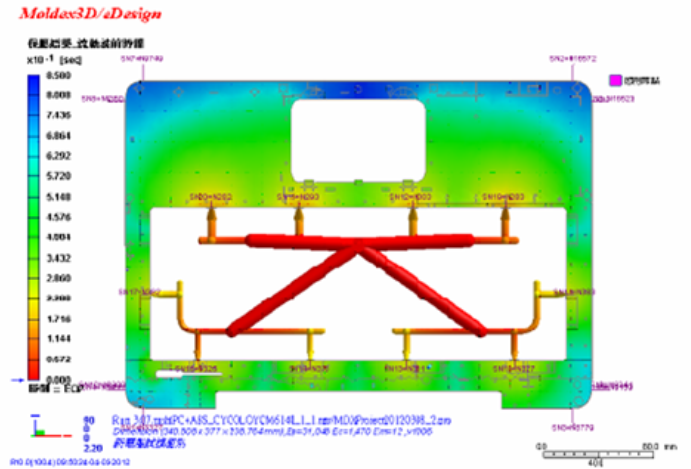
圖3: 原設計波前流動; 圖4: 原設計波前流動; 圖5: 原設計波前流動
1.流道尺寸設計變更之流道尺寸主流道及分流道由3*4.5mm 至3*5.5mm。 Hinge 側的進點也相應有加大如表六所示,靠破孔處有新增引流肉厚0.2mm,如圖7 所示。
2.波前流動
如圖10-11 所示設計變更後靠Hinge 側的流動平衡指數有變差,兩端原差值由5.9% 加大至7%。
3.保壓壓力
設計變更後保壓所需壓力及分佈,如圖12 所示,Hinge 側壓力差值由9.27Mpa 至8.73Mpa。雖然有改善,但是此設計變更對整體大小頭問題改善並不明顯。
4.X 軸的位移量
如圖13 所示,靠Hinge 側以流動可以看出設計變更1,因為Hinge 側有一靠破孔且引流較遠,所以新增的引流沒有起到理想的作用,反而它的X 軸位移數值有上升的趨勢,由1.58% 加大至1.61%。
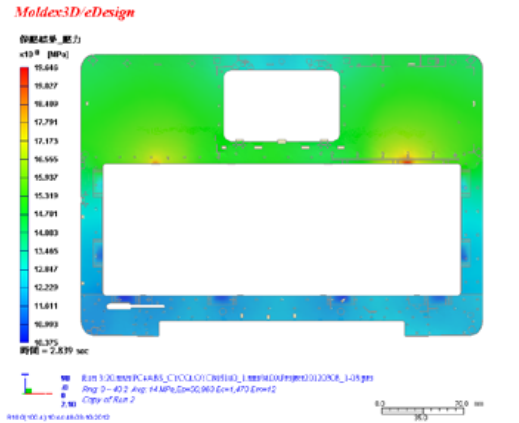
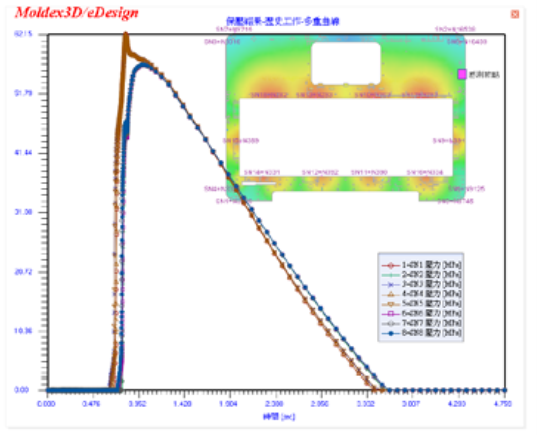
圖6: 原始設計保壓壓力分佈圖; 圖7: 原設計角落壓力曲線
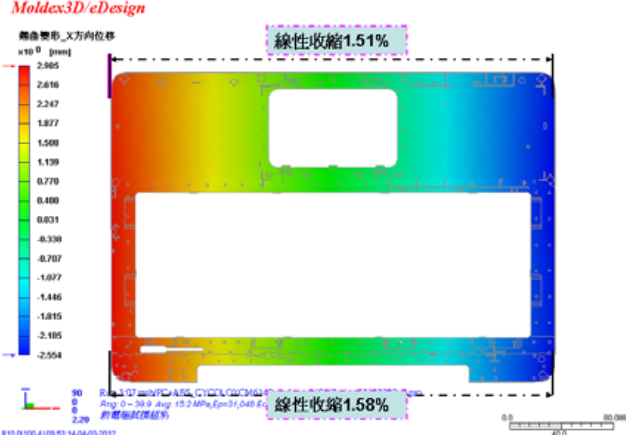

圖8: 原設計X 軸位移量; 圖9: 設計變更1 肉厚分佈
( 三) 設計變更2
1流道尺寸
產品流道採用設計變更1 之尺寸,但靠Hinge 側有新增一處進點如圖14 所示。
2 波前流動
如圖15-16 所示,設計變更後靠Hinge 側的流動平衡指數有達到平衡,兩端的充填時間百分比原差值由7%減小至1%。
3保壓壓力
由設計變更2 保壓所需壓力及分佈如圖17 示,Hinge壓力差值由8.31Mpa 降至5.7Mpa,可以看出Hinge側壓力傳遞已較平衡。四個角落節點壓力與原設計變化較大,8 節點壓力曲線重迭性較好。壓力曲線圖如圖18 所示。
4.X 軸的位移量
如圖19 所示,新增一個進點可以看出流動及保壓壓力整體較均勻,X 軸的位移數值都有大幅度的減少33%,如圖表8 所示。
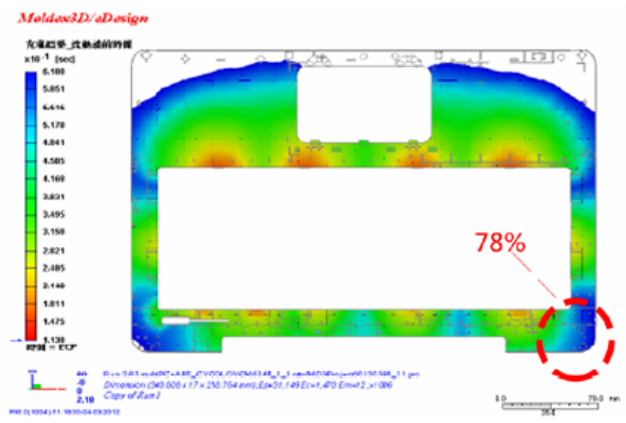
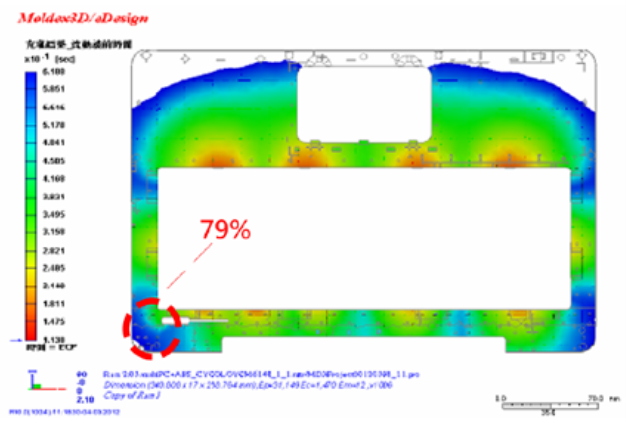
圖10: 設計變更1 波前流動 ; 圖11: 設計變更1 波前流動
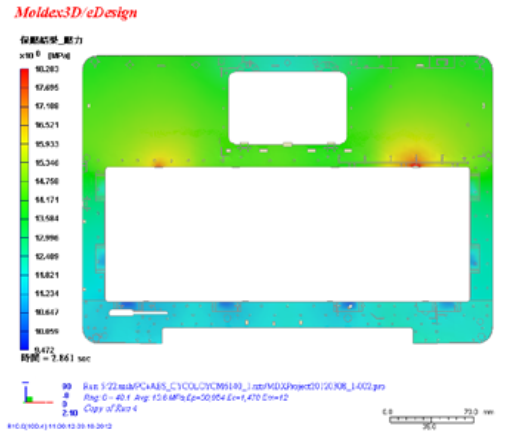
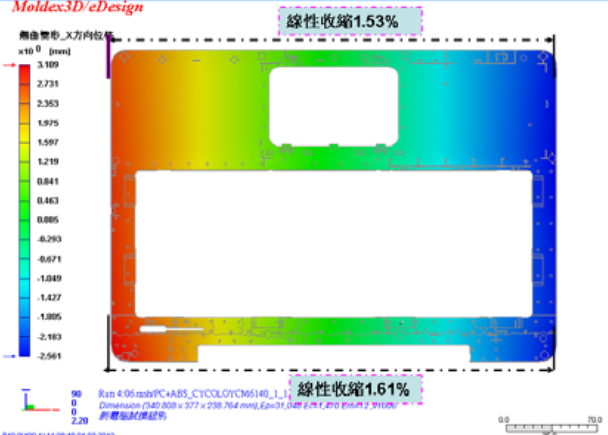
圖12: 設計變更1 保壓壓力圖 ; 圖13: 設計變更1-X 位移量
五、結論與探討
由於產品結構Hinge 側由肉薄進膠至肉厚區域,加上Hinge 側有一處靠破孔,充填流動及保壓的平衡性直接受到影響,所以此側可能會出現縮水及尺寸偏小問題。經設計變更1 加大流道及引流,卻因Hinge 側有一處靠破孔進點離角落太遠. 新增的引流沒有起到理想的作用. 所以它的X 軸及總位移數值表現更差,但在Hinge 側流動平衡指數有所改善。
透過設變1 修正產生設計變更2,以新增一個進點可以看出流動及保壓壓力整體較均勻,體積收縮率及X軸的數值改善了33% 之多,每個進點壓力曲線比原設計重迭性較好。通過整個分析可以看出,區域性的流動平衡對壓力平衡有著重大的影響,同時也可以改善Hinge 側兩端流動平衡,使壓力曲線也趨勢相近。■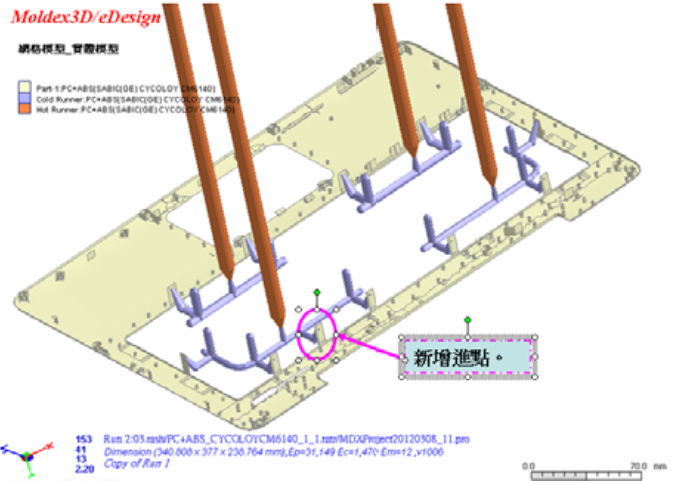
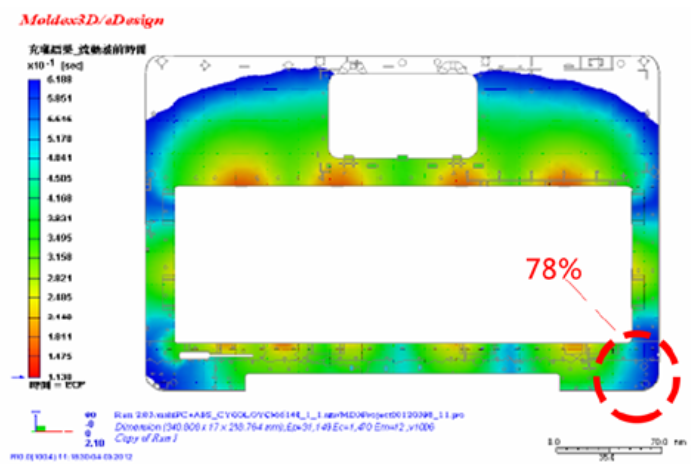
圖14: 設計變更2 新增進點示意圖 ;圖15: 設計變更2 波前流動
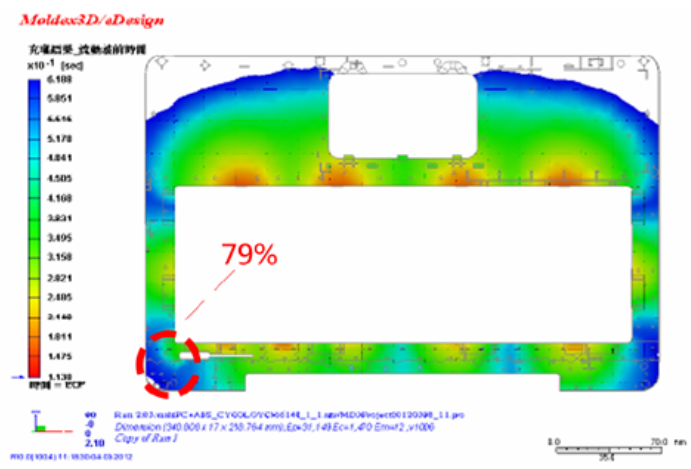
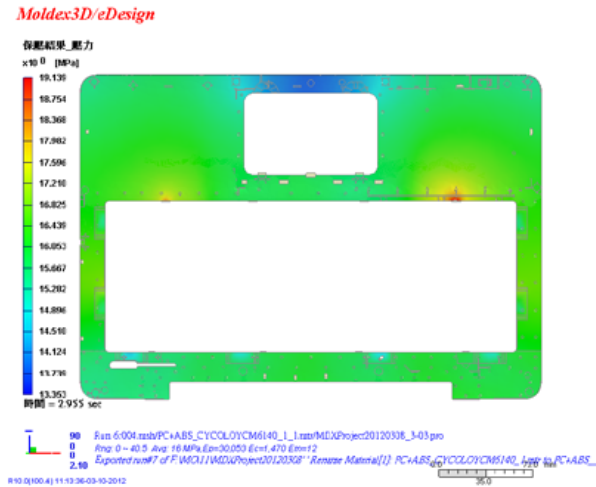
圖16: 設計變更2 波前流動; 圖17: 設計變更1 保壓壓力圖
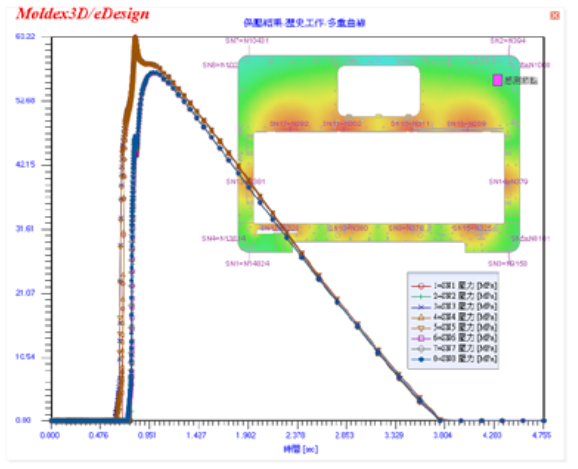
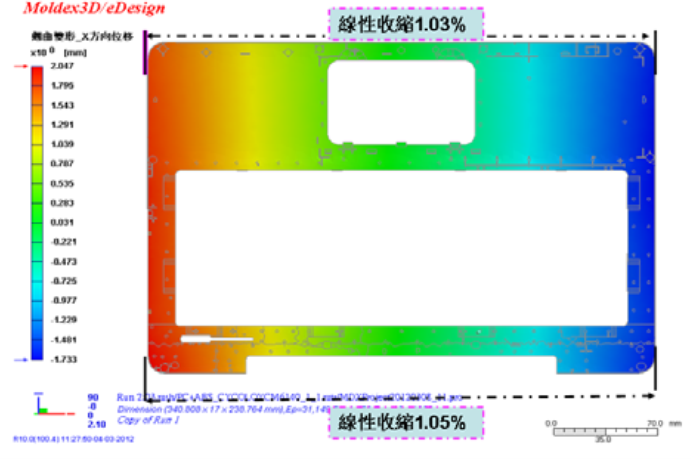
圖18: 原設計角落壓力曲線 ; 圖19: 設計變更2-X 位移量
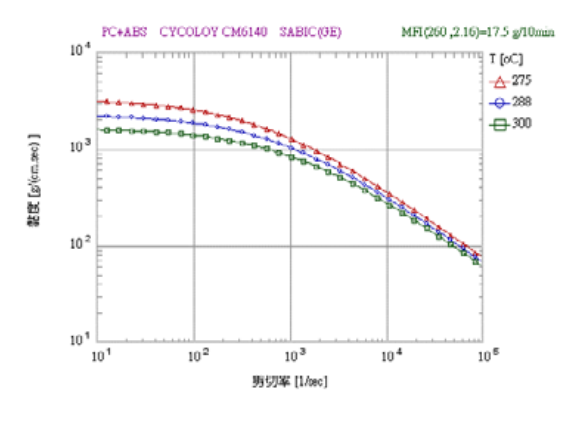
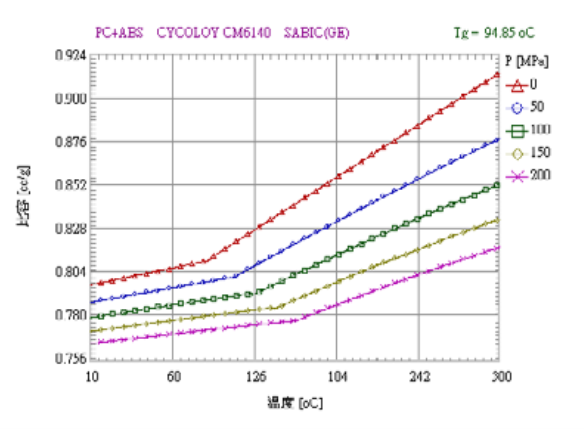
表1: 材料粘度表; 表2: 材料PVT 線圖
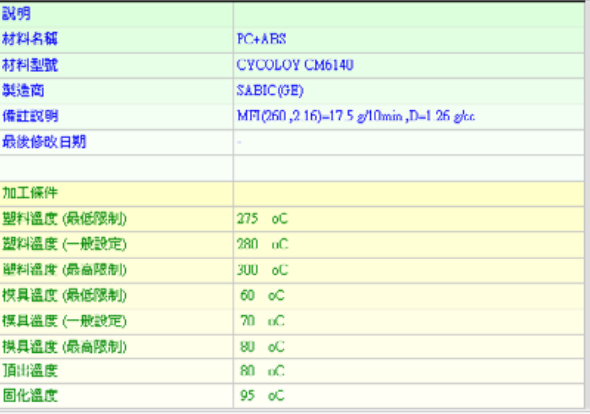
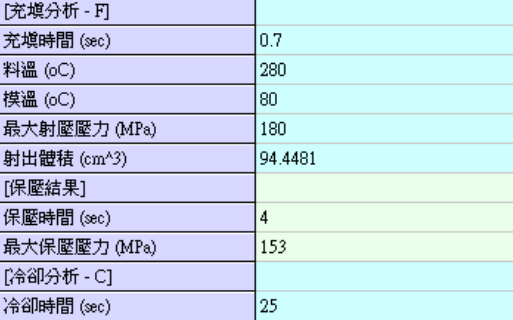
表3: 材料機械牲質表 ; 表4: 加工條條表
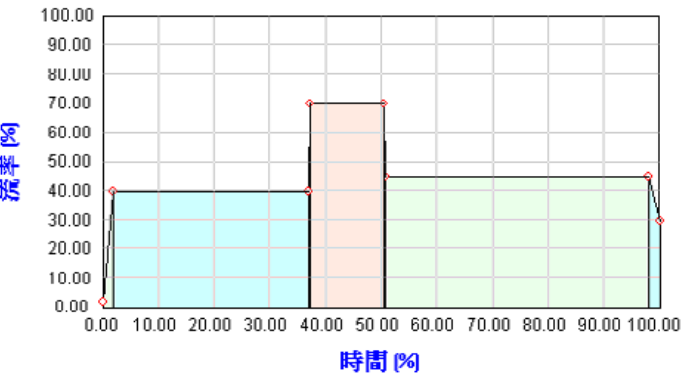
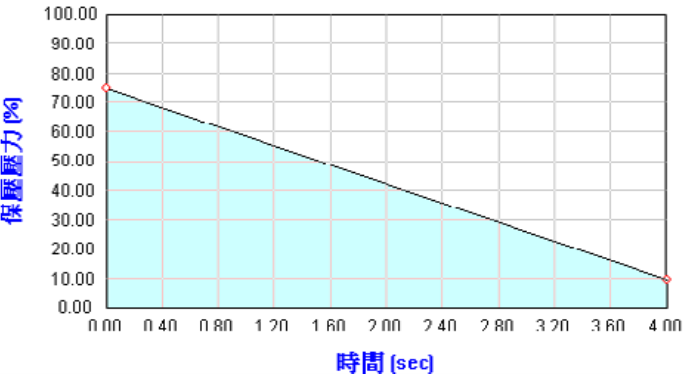
表5: 加工流率 ; 表6: 保壓壓力表
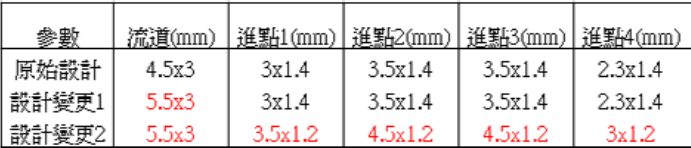

表7: 流道尺寸變更表 ; 8: 變形數據
