
■ Moldex3D/ 林秀春
15 招、薄肉產品設計與澆口設計篇~【筆電外殼上蓋】A 件~ 產品故事說明
成品尺寸:長340,寬290,高25( 單位mm)
成品厚度:平均厚度1.8~2.0(mm)
澆道系統:冷澆道+ 熱流道 塑膠材料:PC+ABS
分析焦點:
產品為筆電上蓋(A 件),因主平面為大外觀面,不能有結合線,流道與澆口採公模倒灌,末端二角落容易造成外側倒角體積收縮過大與凹痕問題。流動面積大為使流動平衡澆口設計為大扇形,但因長方形幾何,所以流動末端仍在四個角落,因此將厚度設計調整如圖8 所示黃色區域加厚0.2mm 讓流動提早填滿使壓力傳遞更大,透過分析建議調整局部厚度,可以提前避免問題發生。應用方法:一般模具流道與澆口大都由母模側進料, 因產品整體外觀的要求,需要由公模側進料相對的模具機構變為複雜,光熱澆道長度就要300mm 長。目前塑膠件產品均屬薄件射出且為長方型面積,所以四角落為流動末端,因此透過局部肉厚設計控制流動先後, 讓壓力傳遞更有效益,所以透過分析可以掌握合理的設計範圍。
實際說明
圖1 產品公模面倒灌的澆口設計,圖2 模具熱流道接冷流道的幾何,圖3 平板扇形澆口尺寸標示,圖4,5,6,7 模流分析為模穴流動波前,圖8 主平面的黃色區域加厚0.2mm ,圖9,10 模流分析為模穴流動波前,圖11 壓力分佈圖,提早填滿壓力傳遞也較大有益於這兩角落區域的收縮凹痕控制。■
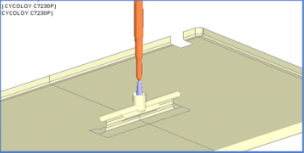
圖1: 產品公模面倒灌的澆口設計 ; 圖2: 模具熱流道接冷流道的幾何
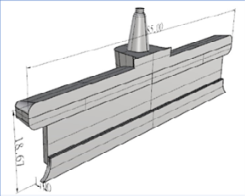
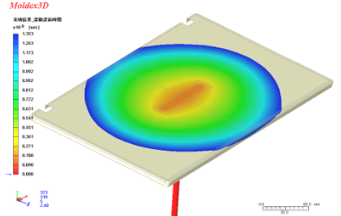
圖3: 平板扇形澆口尺寸標示 ; 圖4: 母模面的流動波前
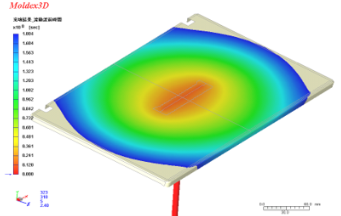
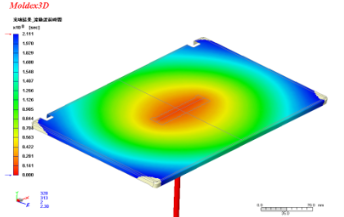
圖5: 母模面的流動波前 ; 圖6: 母模面的流動波前
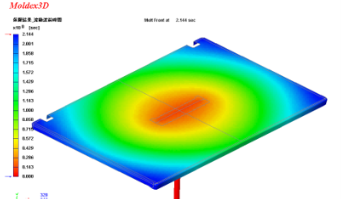
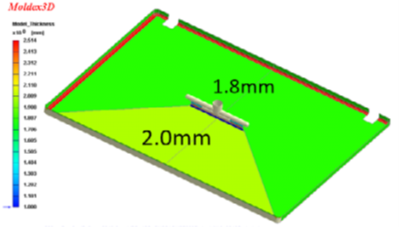
圖7: 母模面的流動波前 ; 圖8: 厚度分佈圖,綠色1.8mm、黃色2.0mm
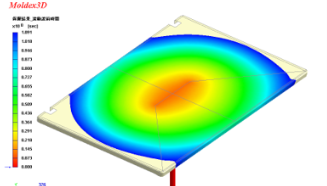
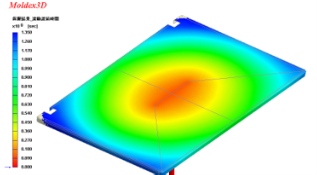
圖9: 模穴內的流動波前,右側充填兩角落有變快 ; 圖10: 右側充填兩角提早填滿
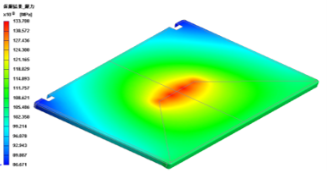 圖11: 壓力分佈圖,提早填滿壓力傳遞也較大有益於這兩角落區域的收縮與凹痕控制
圖11: 壓力分佈圖,提早填滿壓力傳遞也較大有益於這兩角落區域的收縮與凹痕控制
