
■資料來源: 壓鑄雜誌網
前言
隨著汽車行業的快速發展,產品結構越來越複雜,經常發生定模和滑塊黏模的現象,而黏鋁去除工作量大且易損傷模具。位在中國揚州的K 公司開發CVT 變速箱殼體時,為避免粘模問題,初期運用機械楔緊式滑塊反頂結構,但使用中發現故障較多,後期開發的模具改為碟簧反頂機構,成功解決問題。
機械楔緊式滑塊反頂結構
頂出部件分二種,成型面平整且後序機加工者,可設計頂針;若成型面為曲面且為毛坯面,則可設計型芯頂出。以閥板側滑塊為例,結構拆分如圖1,其工作原理是在滑塊開始抽出的一段距離內,頂針位置保持不動,當產品脫離滑塊,頂針起頂出作用。
楔緊結構在長時間生產下,易彈簧疲勞,從而導致反頂結構失效,需經常檢查更換彈簧,遂改用碟簧式滑塊反頂結構。
碟簧式反頂機構
如圖2 所示,乃利用滑塊插入時碟簧壓縮,在滑塊抽出的一小段時間內,碟簧彈力的釋放給頂板一個反作用力,從而實現反頂作用。通過對比,相較於機械楔緊式滑塊反頂結構,碟簧式滑塊反頂機構更加簡單、穩定和方便維護,符合生產的需求。
結語
滑塊反頂結構適用於各種有復雜形狀的滑塊,只是結構或樣式可能不同,需根據實際情況設計;然而,壓鑄模具的改進工作需在連續的生產中不斷摸索、試驗,本聯盟致力於創設以壓鑄為核心的技術分享平台,幫助會員縮短摸索的時間成本,加速技術生根。
本文由聯盟辦公室胡助理摘錄,摘自:馬永強、徐彥琨( 民107 年1 月8 日),防黏模滑塊頂出技術,壓鑄雜誌網。
聯盟官網:https://www.ntou-ditsa.com/
資料來源:壓鑄雜誌網http://www.dcm888.com/ ■
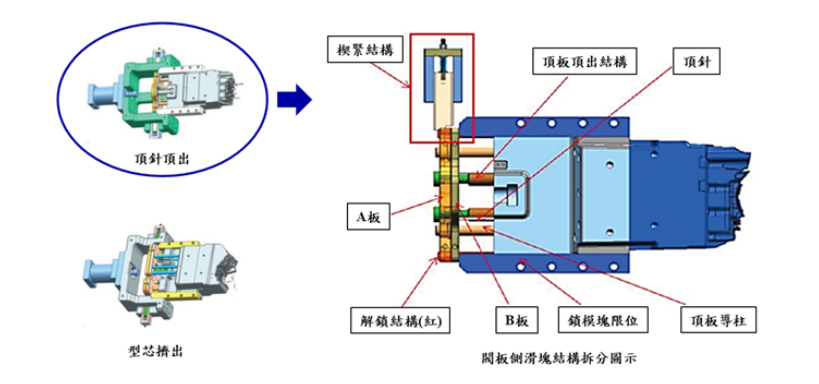
圖1:機械楔緊式滑塊反頂結構示意
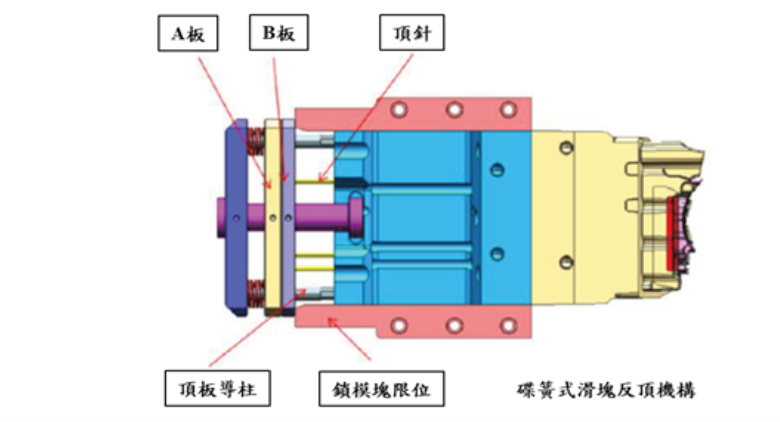
圖2:彈簧式反頂機構示意

