
■ Moldex3D/ 林秀春
第13 招、除草機底座短射篇~ 產品故事說明
成品尺寸:長1000,寬670,高320( 單位mm)
成品厚度:平均厚度2.5~3.5(mm)
澆道系統:冷澆道 塑膠材料:PP
分析焦點:產品為除草機底座,因兩側面有較高的大面肋,容易造成短射的問題,產品強度要求較高所以此設計主平面厚度較厚,但在肋條的設計怕凹痕所以厚度設計較薄,因此塑料在模穴內充填時有二股波前選擇造成薄肉區肋條流動阻力較大不容易流動,因此塑料溫度下降快速以致於容易短射,透過分析建議調整肋的厚度,可以避免此問題發生 。
應用方法:一般而言,塑料在模穴中的充填行為是趨向阻力最小的部份流動。單位時間內塑料流動距離越大,代表該區域的流動阻力較小;反之,若移動越慢( 波前等位線越密集),代表該區域流動阻力越大,塑料緩慢流動,如圖3 充填過程判斷,是否有局部區域流動阻力過大而有遲滯(hesitation) 現象?遲滯現象發生區域容易造成塑料提早凍結(freeze),使該區域發生滯料或充填不飽的短射問題。目前素膠件產品均屬薄件射出所以機台采高速高壓的條件設定,但肉厚設計太薄或者澆口位置選擇不佳仍然會發生短射,所以透過分析可以掌握合理的設計範圍。

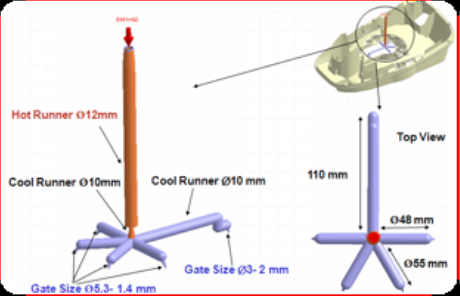
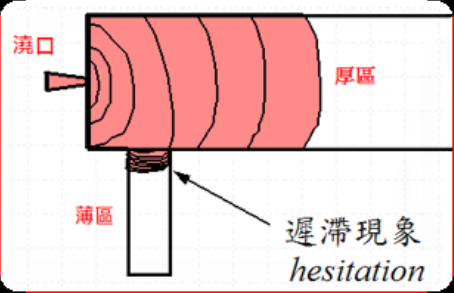
圖2: 模具流道的幾何 ; 圖3: 厚薄差異不同,模穴內流動差異,透過模流分析預測產品試模狀況
實際說明
圖1 除草機底座正反面,二板模流道設計,圖2 模具的流道設計,圖3 厚薄差異不同,模穴內流動有選擇路徑造成流動差異,可透過模流分析預測產品試模狀況,圖 4、5、6 模流分析為模穴流動波前與短射預測,圖7 產品溫度分佈,圖8 對薄肉區產品,容易產生滯留造成短射問題。■
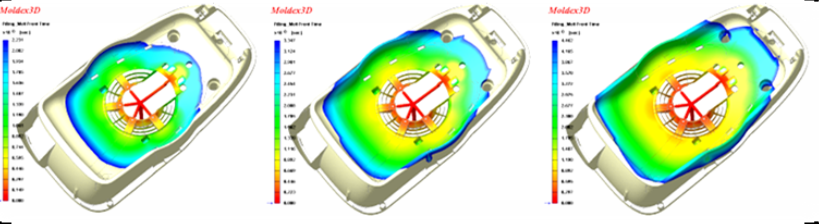 圖4: 母模面的流動波前
圖4: 母模面的流動波前
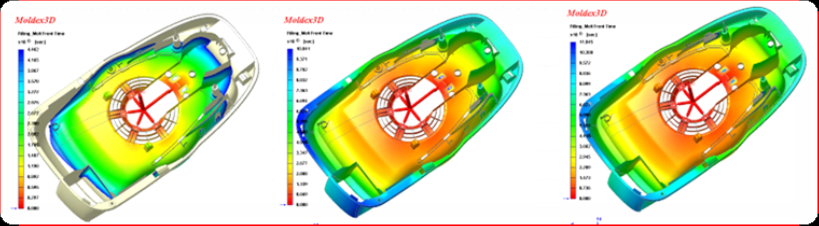 圖5: 公模面的流動波前
圖5: 公模面的流動波前
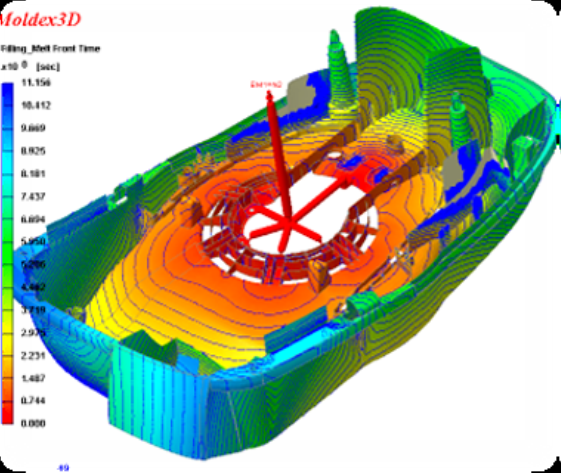
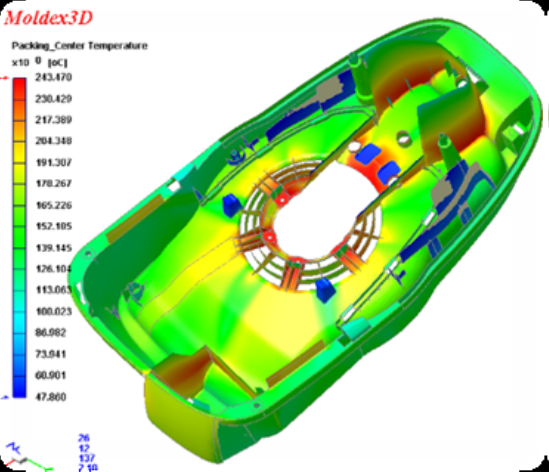
圖6: 模穴內的波前等位線,深藍色為發生短射區域圖7: 模穴內的溫度分佈,藍色短射區域溫低於100 度C
 圖8: 模流分析可以預測對薄肉區,容易產生滯留造成短射並提供合理的肉厚設計值
圖8: 模流分析可以預測對薄肉區,容易產生滯留造成短射並提供合理的肉厚設計值
