
■ Moldex3D
前言
近幾年筆記本電腦產業市場的快速蓬勃發展,相對的照成同業間激烈競爭,如何使產品快速進入市場,如何降低生產的不良率,是企業的競爭力所在。筆記本電腦的外殼一般採用塑料或者鎂鋁合金,但由於塑料材料具有質量輕、成型容易、耐腐蝕性喝絕緣性能好等特性,是筆記本電腦外殼件的最主要的材料。一般殼件對外觀要就比較高,在後處理上一般採用表面噴漆、模內裝飾IMD(In-Mold Decoration) 等製程。近年來也使用RHCM(Rapid Heat Cycle Molding) 製程來提升表面質量。因此,澆口的設計對筆記本殼件的外觀也有重要的影響。
案例簡介
本文所使用的開發案例為筆記本電腦外殼A 件,如( 圖1) 所示,產品尺寸長約357mm,寬約256mm,高約8.5mm,主要厚度為1~1.5mm,如( 圖2) 所示。 A 件的進澆方式一般有以下幾種:一是4 個PinGate 直接進澆方式,如( 圖3) 所示;二是用FanGate 側邊進澆,如( 圖4) 所示;三是用FanGate 從產品中間進澆,如( 圖5) 所示。用4 個PinGate 直接進澆方式,在產品上會有較明顯的結合線產生,不利於後處理;用FanGate 側邊進澆,較容易出現產品上下側尺寸不一的問題所以FanGate 從產品中間進澆最為常見。本文就正對FanGate 尺寸大小、形狀變化做一個探討。
分析結果
原始設計的FanGate 為長度100mm 進交口寬度為0.83mm,中間區域帶有突台得設計。 ( 圖6) 為針對Fan Gate 長度不同,分別採用100mm、90mm、80mm 來分析;( 圖7) 為針對Fan Gate 的進交口厚度不同,分別採用0.83mm、0.7mm、1mm 三種不同的厚度來進澆;( 圖8) 是針對不同形狀的澆口設計,a 為澆口的地方有突台,b 為去掉突台,c 為中間區域淘肉1mm。
針對以上的FanGate 設計,用Moldex3d 進行分析驗證。 ( 圖9) 是原始設計與六組設計變更流動波前70%的情況,可以看出L1 的方向先充填完畢,提前進入保壓階段,( 圖10) 是流動波前90% 的情況,由圖片可知,以上幾組設計變更對塑料流動行為上沒有很大的不同。從( 圖11) 可是看到幾組設計中心溫度的差異。該件中間厚度較厚,中心溫度比周圍高,不同的澆口設計,對中心溫度會有不同的影響,主要是剪切生熱、摩擦生熱導致的。
設計變更2 由於交口長度較小,剪切生熱現像比較嚴重;設計變更4,由於澆口厚度大,所以剪切生熱較小;設計變更6,由於澆口厚度減薄,故對整體的中心溫度有較大的影響。不同的溫度分佈,對保壓壓力的路徑有影響、也是影響翹曲變形的一個重要因素。( 圖12) 是不同設計的翹曲變形情況,由( 圖表1) 可以看到設計變更1 的翹曲變形量最優。
結論與探討
本案分析採用CAE 參數設定來分析,翹曲數值跟實際案例有較大差別,在實際成型中,可通過成型條件修改,冷卻水路調整,模具溫度,料溫等進行試模得到較小的翹曲值。本案數值只表示在同一理想狀態下,不同的澆口對翹曲值的大小比較,以找到好的設計方案。當然我們也可以從產品的結構來進行改善產品的流動平衡問題。
比如添加FlowLeader 設計,在L1 區域局部加上些許厚度,可降低L1 與L2 各自抵達末端所需時間差,也可使產品內部壓力分部更為均勻,如( 圖13)。且FlowLeader 的應用,還有利於保壓壓力的傳遞,使產品質量更優。利用Moldex3D 軟件仿真塑料的成型過程,事先預知產品會有哪些成型問題,並探討問題以進行產品的設計變更,也能經由Moldex3D 分析流道、水路、溫度、應力、壓力等對塑料產品射出成型的影響因素,得到最佳的模具設計方案。■
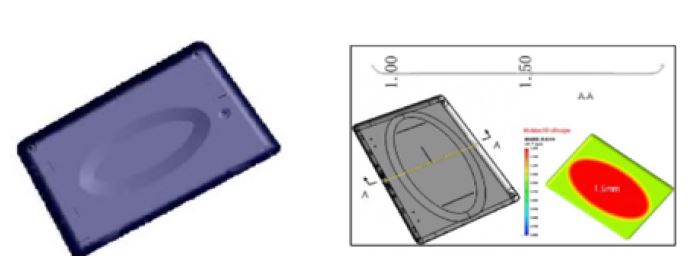
圖1: 筆記本電腦外殼 A 件; 圖2: 產品尺寸
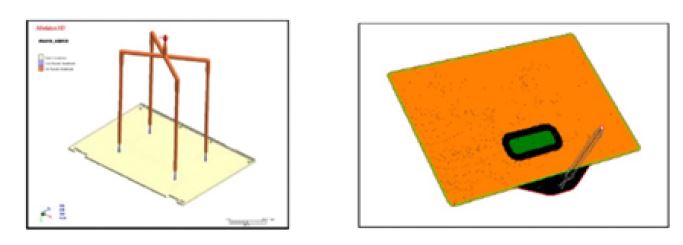
圖3: 四點 Pin Gate 直接進澆方式; 圖4: Fan Gate 側邊進澆
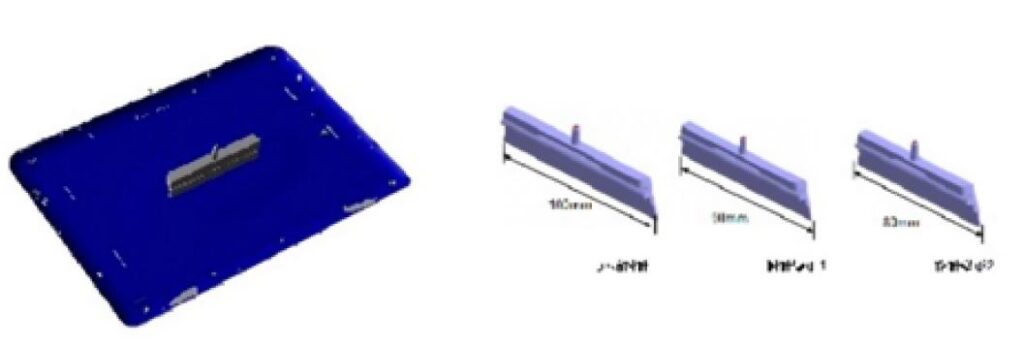
圖5: Fan Gate 中間進澆; 圖6: 澆口長度不同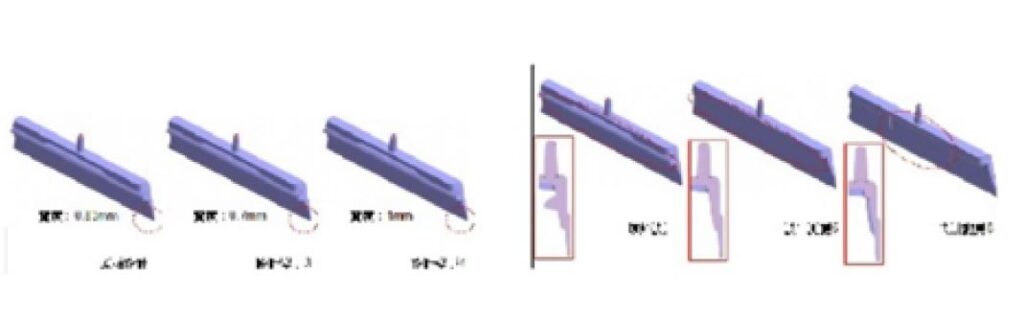 圖7: 澆口厚度不同; 圖8: 澆口形狀不同
圖7: 澆口厚度不同; 圖8: 澆口形狀不同
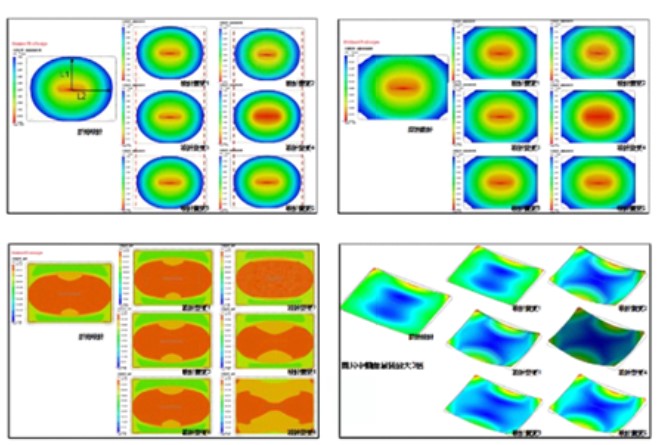
圖9: 流動波前 70% ; 圖10: 流動波前 90% ; 圖11: 中心溫度差異; 圖12: 翹曲變形 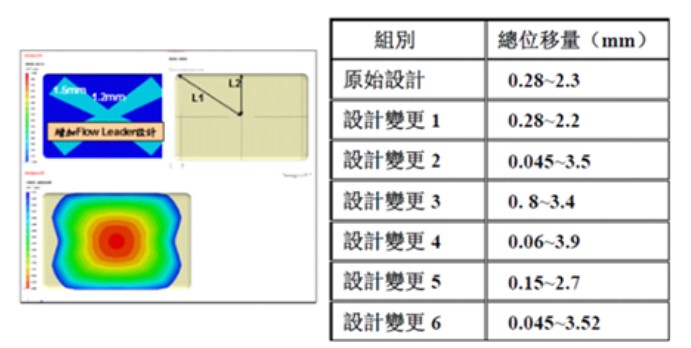
圖13: Flow Leader 應用及圖表1
