
■資料来源:SPE 北京分會
採用多孔板與柔性外掛程式組合的微注射成型
新方法能夠快速且有效地製造可調高度的聚合物微透鏡陣列。由於微透鏡陣列(MLAs)具有獨特的光學特性、高的完整性並且元件尺寸小,被廣泛應用於許多領域。為了滿足許多應用的需求,已經開展了一系列研究,目的是製造用於感測器、光源和光纖連接件等領域的精確微結構陣列。
顯微注射壓縮成型(μ-ICM)能夠實現高生產率和優異的再現性,從而使得其成為了快速製造聚合物MLAs 的理想工藝。然而,為了能夠製備具有不同幾何形態(例如,直徑、高度和排列方式)的MLAs,需要許多不同的模腔或外掛程式。這就需要使用大量的材料,並使得生產過程複雜化。制模外掛程式的低成本和有效的方法,將使得採用μ-ICM 來製備MLAs 變得更經濟可行。
在我們的工作中,我們開發了一種基於μ-ICM 的低成本方法,用於製備MLAs。使用由不銹鋼和柔性聚(對苯二甲酸乙二醇酯)膜片製成的多孔板,我們組裝了一個用於製造MLA 的柔性插入件,如圖1(a)所示。該外掛程式替代了模具的負特徵(即凹腔),從而去除了製造中的一個步驟,減少了所需材料量並且簡化了生產。我們的MLA 成型工藝包括幾個步驟。首先,我們將聚苯乙烯(PS)熔體注入模腔(即熔體填充階段)。在該步驟中,柔性膜(多孔板頂部)由於受到熔體壓力而稍微變形。因此,在由多孔板的微孔提供的間隙中產生弧形輪廓,如圖1(a)和(b)所示。因為一些熔體通過壓縮力(在模具壓縮階段)進一步擠入微孔中,從而使得型材增強:參見圖1(c)。然後將模腔中的熔體冷卻,並且完成MLA 的移除:參見圖1(d)。
在該過程中,熔體溫度、注射速率和模具溫度保持恒定,僅僅壓縮力變化。隨著壓縮力的變化,模腔中的熔體壓力也隨之變化。因此,通過改變壓縮力可以調節MLAs 的高度。
MLA 的一個重要參數是其幾何形態的均勻性,其對透鏡的光學性質具有顯著的影響。如圖2(a)所示,微透鏡(直徑約190μm,間距約320μm)以有序和週期的方式分佈在模制表面上。該分佈圖表明,多孔板中的微孔已通過μ-ICM 技術在PS 表面上成功複製。為了表徵鏡片幾何形態的均勻性,我們分析了MLA中鏡片的高度。為了做到這一點,我們獲得了一個微透鏡的三維表面輪廓,如圖2(c)所示;並且我們截取了其表面輪廓最高點的橫截面曲線:如圖2(d)所示。因此,我們發現微透鏡的橫截面輪廓形成弧形,這與使用掃描電子顯微鏡觀察到的結果一致:參見圖2(b)。
此外,我們研究了壓縮力對所製造的MLAs 幾何形態均勻性的影響。使用μ-ICM 在四個壓縮力(90 至120kN,以10kN 為間隔)下製備MLAs。我們隨後對表1 中列出的微透鏡高度的平均值和標準差進行測量,表明平均高度隨壓縮力而增加。該結果表明,可以通過使用柔性外掛程式(即不需要複雜的微透鏡模具製造工藝)成功地模制具有不同高度和可接受高度均勻性的MLAs。
接下來,我們研究了我們的MLAs 的成像能力。我們的實驗示意圖,如圖3(a)所示。我們在白光源和MLA 之間設置了一個面罩(具有環空隙)。然後,我們在MLA 之後放置一個光學數位顯微鏡(帶有圖像採集和傳輸設備)以捕獲微透鏡中的圖像。如圖3(b)所示,在每個微透鏡中可以清楚地看到尖銳和環狀的白色帶,表明我們的μ-ICMMLAs 實現了有利的幾何形態均勻性和成像能力。最後,我們使用掃描探針顯微鏡測量了陣列中透鏡的表面粗糙度。圖4 展示了在接近微透鏡頂點的位置處的25μm2 的面積上的表面粗糙度。我們測量了該區域的平均表面粗糙度為13.2nm,意味著微透鏡表面表現出良好的光學平滑度。
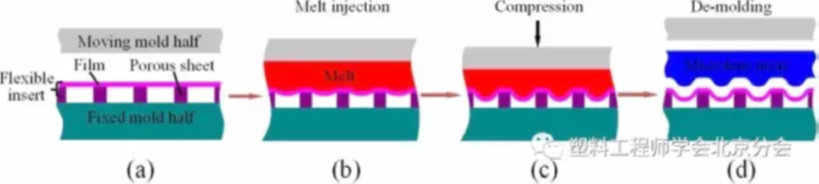
圖1: 顯示了我們用於製造微透鏡陣列(MLAs)的成型工藝示意圖。(a)柔性外掛程式安裝在模具的空腔表面上。(b)將聚合物熔體注入腔中。壓力導致柔性膜輕微變形,導致在聚合物中產生半球體(即在多孔片材內的孔的位置)。(c)壓縮導致增強的弧形輪廓,導致產生一系列的微透鏡,可以通過改變壓縮力來調整MLA 的高度。(d)MLA 脫模。
總之,我們開發了一種用於組裝柔性外掛程式的方法,用於通過μ-ICM 生產MLAs,採用易於獲得的多孔板和柔性聚合物膜。我們使用微注射壓縮模具並將柔性插入件安裝在模腔內,以生產MLAs。通過這種方法,直徑約190μm 和間距約320μm 的微透鏡週期性地分佈在表面上。
我們發現,通過改變壓縮力(在90 和110kN 之間),使用一個柔性插入件模制的MLAs 的高度在一定範圍(約61 至86μm)內是可調節的。所有的MLAs(即在四個壓縮力下成型)都顯示出優異的幾何形態均勻性和良好的光學性質。在我們下一階段的工作中,我們將設計用於製造具有可控分佈和高度的MLAs 的模具外掛程式。■
作者資訊
Han-Xiong Huang- South China University of Technology
Heng Xie- South China University of Technology A n – F u C h e n – S o u t h C h i n a U n i v e r s i t y o f Technology
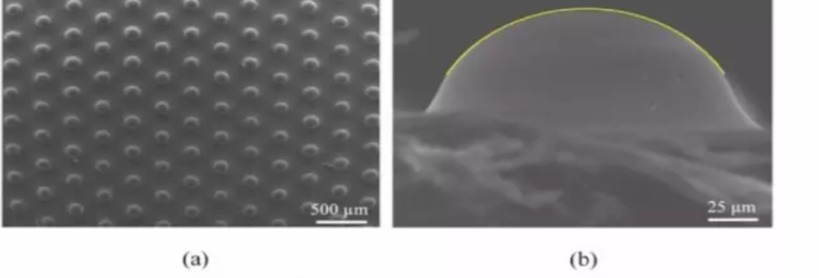
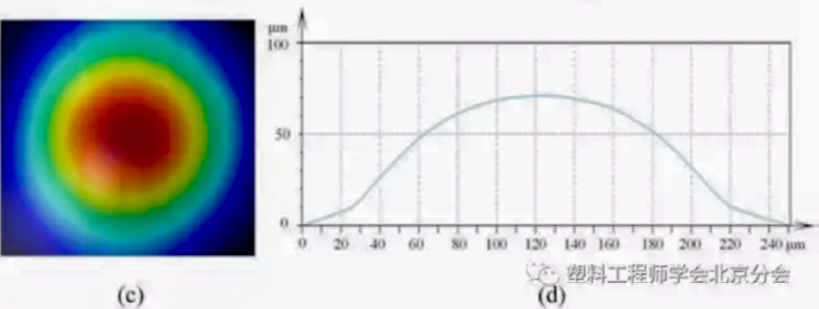
圖2:在MLA 中單個透鏡的幾何特性,在110kN 的壓力下成型。 (a)MLA.A 的掃描電子顯微鏡照片。來自陣列的單個微透鏡的(b)放大側視圖、(c)3D 表面輪廓和(d)橫截面輪廓。
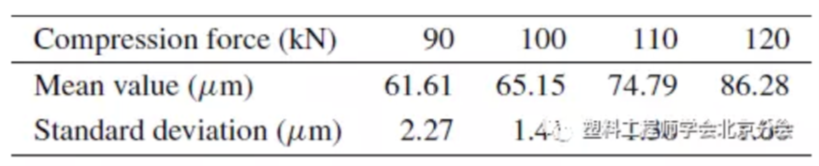
表1: 在四個壓縮力(90,100,110 和120kN)下模制的MLAs 中獲得的高度的平均值和標準差
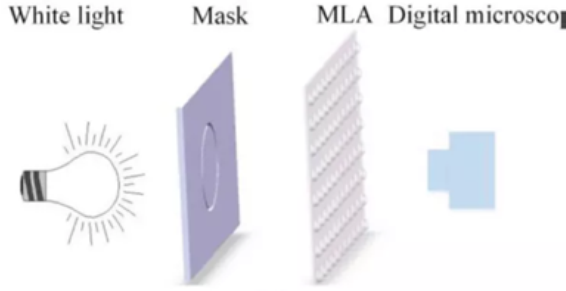
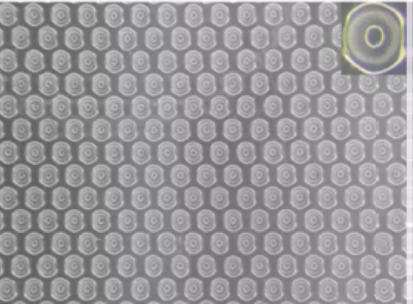
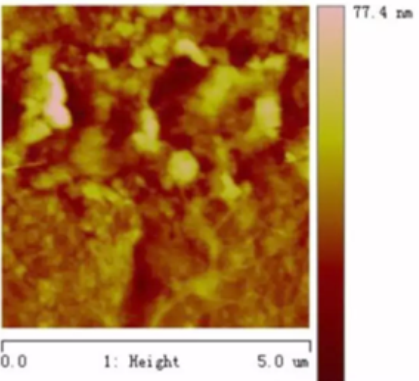
圖3: 在110kN 的壓縮力下成型的MLA 的成像能力的表徵。(a)成像測量系統的示意圖。 白光穿過具有環隙的掩模,然後穿過MLA。 然後用數位顯微鏡捕獲由MLA 獲得的圖像。 (b)使用數位顯微鏡獲得的圖像。右上角的插圖顯示了一個鏡頭的放大視圖。(右1)圖4: 面積為25μm2 的在110kN 的壓縮力下成型的微透鏡表面粗糙度的掃描探針顯微鏡圖像。
參考文獻
1.C.W.Lou,Y.C.Chiang,H.C.Cheng,C.Z.Wu,C.F.Huang,C.W.Wu,Y.K.ShenandY.Lin,Anovelandrapidfabricationformicrolensarraysusingmicroinjectionmolding,Polym.Eng.Sci.51,pp.391-402,2011.
2.V.Lin,H.C.Wei,H.T.HsiehandG.D.Su,Anopticalwavefrontsensorbasedonadoublelayermcrolensarray,Sensors(Basel)11,pp.10293-10307,2011.
3.S.L.Aristizabal,G.A.Cirino,A.N.Montagnoli,A.A.Sobrinho,J.B.Rubert,M.HospitalandR.D.Mansano,Microlensarrayfabricatedbyalow-costgrayscalelithographymasklesssystem,Opt.Eng.52,pp.125101,2013.
4.J.S.Kim,D.S.Kim,J.J.Kim,J.J.Kang,J.D.KimandC.J.Hwang,Replicationandcomparisonofconcaveandconvexmicrolensarraysoflightguideplateforliquidcrystaldisplayininjectionmolding,Polym.Eng.Sci.50,pp.1696-1704,2010.
5.Z.MiaoandW.Wang,Designandfabricationofmicrolensarraysasbeamrelayforfree spaceopticalinterconnection,Microsys.Technol.20,pp.1843-1847,2014.
6.W.S.Guan,H.X.HuangandA.F.Chen,Tuning3Dtopographyonbiomimeticsurfaceforefficientself-cleaninga ndmicrofluidicmanipulation,J.Micromech.Microeng.25,pp.035001,2015.
7.H.Xie,H.-X.HuangandA. F.Chen,Designandapplicationofflexibleinsertformicroinjectioncompressionmol dingpolymermicrolensarrayswithtunableheight,Polym.Eng.Sci.,2017
