

■國高材實驗室
何為PVT 曲線?
在高分子聚合物的合成、加工及使用過程中,其壓力-體積- 溫度(PVT) 關係對高分子材料加工條件和性能有很大影響。材料的壓力(P)、溫度(T) 和比容(V) 是聚合物的本質屬性,並不隨材料加工方式的改變而變化。它們屬於工藝參數,在聚合物的生產、加工以及應用等方面有著十分重要的作用。無論聚合物的狀態如何,P、T 和V 這3 個狀態參數都會按照一定的規律變化,與加工手段和條件無關。因此,理解PVT 曲線的含義對於我們深入瞭解塑料的加工過程以及射出缺陷的產生原因顯得尤為重要。
圖1 分別為一種非結晶材料(圖左)和半結晶材料(圖右)的PVT 曲線。A 點代表材料在室溫下比容和壓力;B 點代表特定溫度下的材料比容(對應壓力0MPa);C 點代表與B 點溫度相同但保壓力增加到50MPa 後的比容;點A 和點D 構成的直線代表塑料從熔融到固態不產生體積收縮所需壓力。曲線上的轉折點是塑料凝固狀態和熔融狀態的分界點。
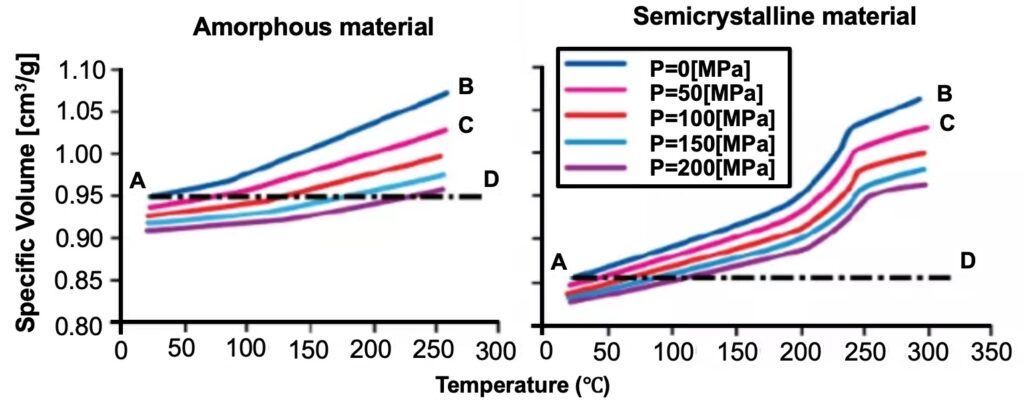
圖1:不同類型材料的PVT 曲線
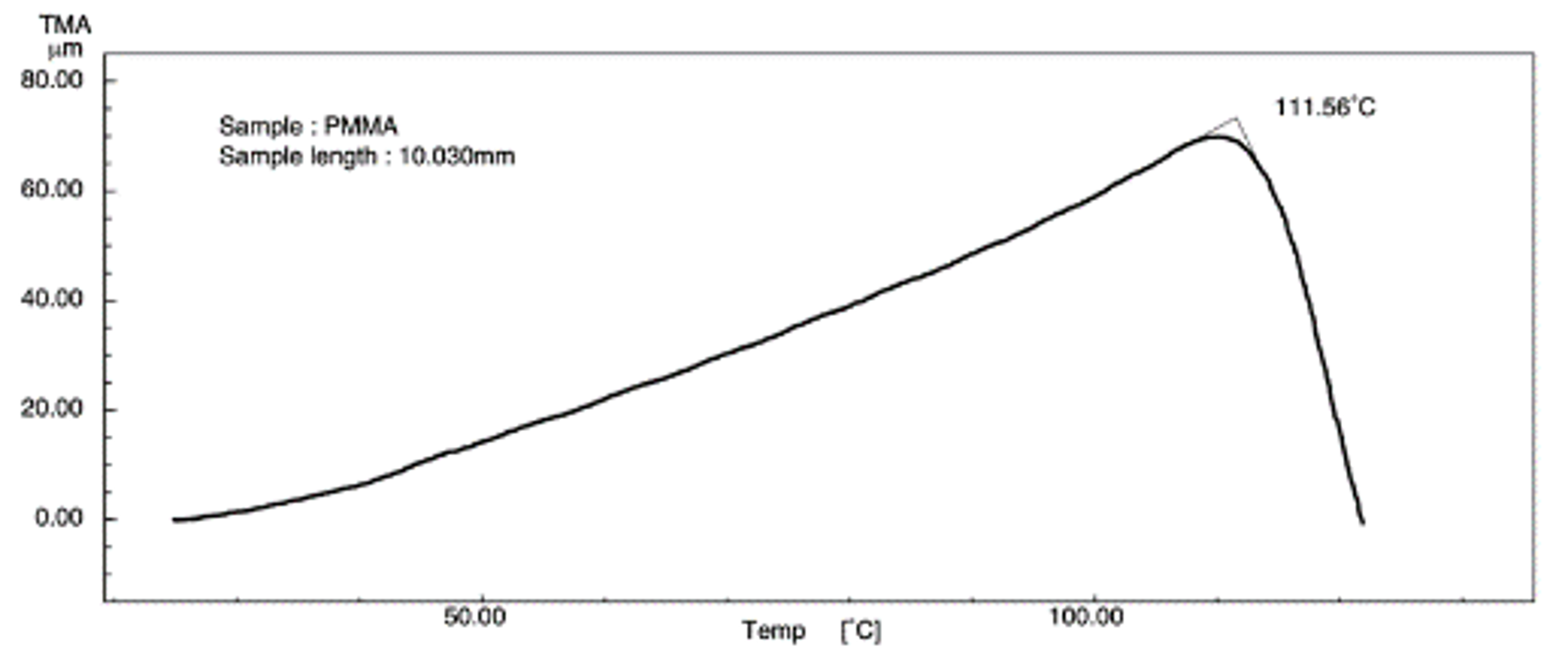
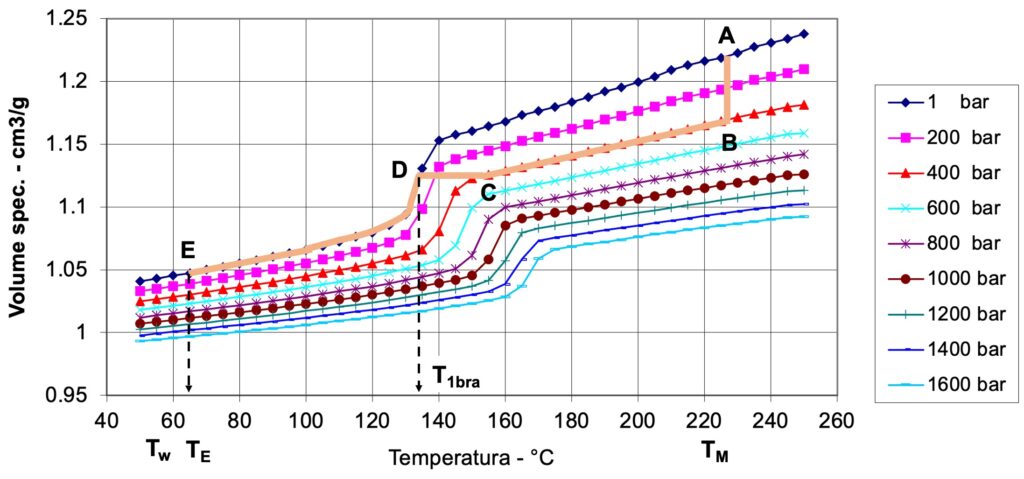
圖2:國高材分析測試中心PVT 測試設備圖3:PP 材料PVT 變化線路
如何應用PVT 曲線?
在一個完整的射出週期當中,一般要經歷熔膠- 填充-補縮- 保壓- 冷卻- 頂出等階段。眾所周知,注射成型的填充階段,VP 切換點及保壓過程必須準確地控制,這樣才能得到高品質及高精度的製品。
為避免材料在填充過程中過早凝固定型,必須控制塑料的填充速度。同樣,在保壓階段也必須控制作用於材料的壓力,以補償材料在冷卻過程中發生的收縮和避免材料外溢。為保證所成型製品在重量和尺寸上的高品質、高精度和重複精度,保壓階段的最佳壓力曲線應是在材料冷卻過程中處於等容變化的那段曲線。在射出成型過程中,聚合物材料被加熱成熔融態,並在很高的壓力下注射到模具型腔中,經歷了從高溫、高壓到迅速冷卻和壓力下降的過程,之後由熔融態轉變為固態,同時聚合物材料的各種物性參數也經歷了一連串劇烈的變化,這都和T、P 和V 有很大的關係。
特別是聚合物的V 决定著最終成型製品的性能和品質:若最終成型製品的密度太小,會導致強度不夠;若密度不均勻,則會產生內部殘餘應力,導致翹曲變形等。圖3為以PP 材料為例的最佳PVT 變化線路。在圖3中,從A 點到B 點是填充過程,此時模內塑料壓力上升到模具允許的不至於損壞模具的極限壓力值,達到在整個射出過程的峰值壓力。
在填充階段,由於速度很快(多數場合的填充時間會在1 秒以內)材料的溫度可被認為幾乎恆定不變。材料冷卻從B 點開始,起初,材料按等壓曲線變化,模溫持續下降至點C,點C 是無須克服模內最大壓力值而能進行等容變化的點。從C 點到D 點,材料繼續冷卻,在此過程中的模內壓力按等容路徑變化並一直下降至大氣壓力(點D 處)。
冷卻過程持續至E 點,此時成型製品的溫度達到開模頂出溫度。此溫度應保證產品在頂出的過程能夠經受住頂出壓力的考驗而不發生變形。
結論
透過對PVT 曲線的解讀,對於確定不同射出階段的塑料壓力和塑料溫度有著非常重要的參考意義。■
