

■Futaba
緣起
MOLDMARSHALLINGSYSTEM 是射出成型專用的測量系統。透過模具內裝置的感測器,對於一直被視為黑盒子的模具內部樹脂的各種狀況可以運用電腦以及各種記錄器可以即時輸出瞭解狀況。將狀況資訊數據化,不良品的自動判別,最適化的成型條件的設定,品質管制,模具評價等等各種用途可以對應利用。利用模具內測量系統多樣化的製品功能,以多元化的觀點來做成形條件評價,並靈活運用在各方面。例如,若有壓力測量系統,從射出到將製品取出之所有的射出數,能夠以壓力波形來做保存,使用者可隨時將它當成品質管制資料來運用,如製品不良時可進行原因解析。
並且使用監視功能,透過與外部機器的接續,輸出排出信號可做不良品的挑選。另一方面,成形條件的設定,被技術者的技能來左右,在設定上會花費較長的時間。若是壓力計測系統,因能夠即時觀察到數值數據,品質呈現安定性,可在短時間內設定避免不良品發生之最適條件。
雙葉電子工業在模具產業的歷史
雙葉電子工業是因為收音機用真空管的製造及・販賣為目的於1948 年成立。「每一個零件絕對要自己公司製造」這樣的信念原則,產品製造需要衝壓模具零件以及塑膠模具零件而開發了相關產品,基於產品的的精益求精持續提升開發。MOLDMARSHALLINGSYSTEM 就是模具零件的製造・販賣的智識加以活用,「寄望成型技術的提升」為目標方向所開發出來的商品。
MOLDMARSHALLING SYSTEM 的概念
從1999 年開始銷售,日本國內市場為中心,已經有1500 家公司實際購入採用,一貫追求低價格・操作簡單的基礎下也能廣泛正確的測量模具內部的資訊。最初的商品是樹脂壓力感測器,採用低成本的金屬應器搭配頂針形狀感測器實踐了「包含模具更換加工簡易的低成本感測器」。應變器裝置在頂針的承頭位置的內部,可避開模溫溫度的上升,並且對策了會因溫度變化產生的對應變器的影響,確保每次射出的壓力值都是經過歸零後測量到正確的資料。除了樹脂壓力以外模具內部的「視覺化」也持續的推進,到現在為止已經實踐了「5 個視覺化」。
MOLDMARSHALLINGSYSTEM「5 個可視化」
(1) 模具內樹脂壓力測量
可以明確的顯示射出成型工程中製品的狀況並取得正確的資料化,為雙葉電子工業最暢銷的商品。壓力傳感器是採用模具中原本就經常被使用的頂針形狀,因此這也是商品的特點。因此,位了檢查確認短射為目的將感測器設置在流動末端,使用在量產監控的案例也是持續增加中。另一方面因為可以即時讀取模具內部壓力的資料,所以對於成型條件的設定的時間縮短或成型條件再現的應用,也大量的被應用於優化射出成型的實踐。測量原理。
模具內部的流動樹脂壓力經由頂針前端接觸承受傳達到承頭內部的金屬應變器,應變器因為壓力產生變形。而這個應變器變形量的大小會產生相對變化的電阻值。運用這個電阻值再經過演算處理的結果就產生在測量軟體中轉換成為壓力波形的顯示。另外,還有我方稱為鈕扣形的壓力感測器,可配於頂針的的下方。
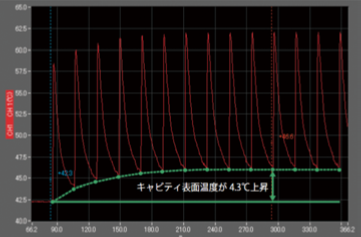
圖1: 模具表面溫度感測器在42℃溫度調節試驗模具、溫度變化測量結果顯示。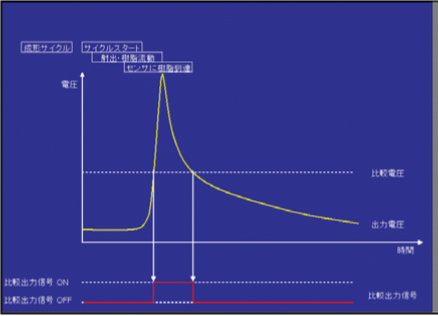
圖2: 可應用於、多點閥針式熱澆道在生產保險桿等容易在成型時產生溶合線的時候可以使用。透過不同的閥針開關的時間點控制得以取得最佳的溶合狀態。
跟頂針形應用相同原理的金屬應變器,專門對應頂針形無法對應的地方例如「小徑頂針」,「方形頂針」,「前端異形頂針」,「承頭加工材切頂針」等都可以對應。還有,測量擴大器經過串連最大測量到24 個壓力點的MPS08 以及只有4 點測量邏輯電壓輸出的廉價版可以依客戶需求搭配選擇。
(2) 模具內樹脂溫度測量
(3) 模具表面溫度測量
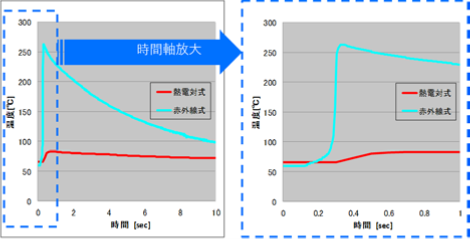
雙葉電子工業有2 種溫度感測器提供選用。1 種是模腔內流入的樹脂溫度的峰值做測量的紅外線式樣,還有1 種就是樹脂接觸到模具模仁的表面溫度做測量熱電偶式樣。圖3為公司內部實驗結果主要是針對紅外線式樣跟熱電偶式樣感測器的回應性的比較。射嘴溫度250℃,模具溫度65℃的設定值,兩種感測器的波形比較。澆口直下設置紅外線式樣的感測器,模具內樹脂溫度因為剪切發熱而可能高過成型機射嘴的溫度的狀況。正確快速的回應使得就算是瞬間的溫度變化也都能測量得知。
另一種熱電偶式樣的感測器所顯示測量到的峰值約80℃,這個資料則不是樹脂溫度而是測量到模具溫度。基於以上實驗結果說明,雙葉電子工業所生產的高回應性的紅外線式樣為樹脂溫度感測器,而熱電偶式樣則定義為模具表面溫度測量系統。到目前為止要正確測量模具內部樹脂溫度是一件非常困難的事。但是樹脂溫度感測器這樣的測量結果可以回饋到CAE,大幅的提升解析精度是可以被使用者所期待的。當樹脂流入模內產生的熱紅外線,被隱藏在感測器的光纖取得資訊傳送到中繼擴大器,測量到紅外線的數值轉換成電壓信號。
電壓信號在經由測量放大器的演算處理,100℃會是DC1V 電壓信號輸出。因為紅外線式樣實測8ms(63.2% 回應)的高速回應性,非接觸式測溫的特性應用,即使樹脂發生收縮而離開感測器前端面,亦可測量注塑品的溫度. 在樹脂流入~ 保壓~ 冷卻~ 開模的過程中正確測量溫度。
在射出成型開始前10 次的注塑過程中從42.3℃變為46.6℃上升4.3℃,模腔溫度趨於穩定,判斷可以開始正式量產的狀態。運用這樣的資料來決定量產前要舍去的注塑數,減少無謂的浪費樹脂跟時間。另外,樹脂溫度感測器有頂針型以及崁入安裝型,而金型表面溫度感測器只有崁入安裝型。崁入安裝型式採用業界標準規格,方便已經使用或習慣加工組裝方式的現有模具的更新或換裝做考慮。
(4) 流速測量
反射型的光纖傳感器只需要1 個就能進行測量,是一種嶄新的感測器。1 個感測器可以投光及受光,向樹脂的前沿投光光纖接受通過的反射各方向時間資料檢測出波形。圖6的檢測出波形是,光纖上通過開始時間T1 以及通過完了時間T2 凡反射受光強度變化的圖型化波形。從這個特徴的t1 跟t2 の要點經過自動計算,將通過所需時間Δt 計算出來。因為移動距離是光纖直徑D 跟樹脂前沿r的合計,計算式會是速度V=(D+r) / Δt,Δt = t2-t1。這個測量原理是は東京大學生產技術研究所的橫井教授設計・也已經取得專利權,2013 年才發表的最新測量系統。
(5) 樹脂前沿檢測
前面有說明的高速回應性的樹脂溫度感測器加以應用,樹脂前沿的到達時間點做為信號輸出,如同「樹脂検知開關」這樣的形式。利用樹脂會放射赤外線檢測樹脂前沿通過位置,NPN 電壓極電路開關的信號輸出。模腔內的樹脂充填位置為起點,能達到製造設備的開關。本製品是從「視覺化」進而達到「回饋・控制」的目的第一種新的組合。
 v
v
圖3: 雙葉電子工業所生產的高回應性的紅外線式樣為樹脂溫度感測器、而熱電偶式樣則定義為模具表面溫度測量系統
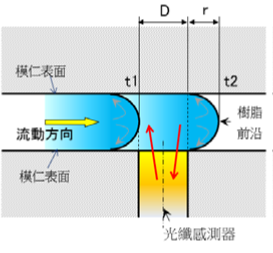
圖4: 流速的計算方式
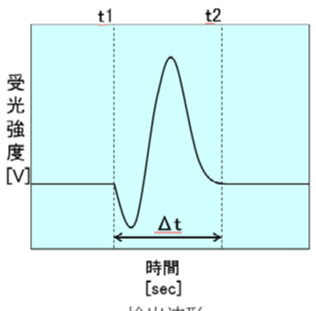
圖5: 這個測量原理是東京大學生産技術研究所的橫井教授設計・也已經取得專利權、2013 年才發表的最新測量系統
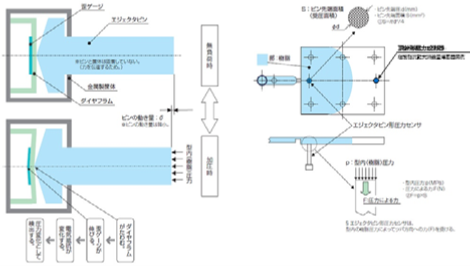
圖6: 模具內樹脂壓力測量
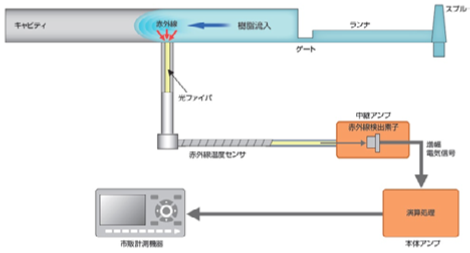
圖7: 樹脂溫度感測器的測量原理
可應用於,多點閥針式熱澆道在生產保險杆等容易在成型時產生溶合線的時候可以使用。透過不同的閥針開關的時間點控制得以取得最佳的溶合狀態。CC(電子產業行為準則),集團以邁向百年企業為目標・「每一個零件絕對要自己公司製造」這樣的信念原則,產品製造需要衝壓模具零件以及塑膠模具零件而開發了相關產品,基於產品的的精益求精持續提升開發。MOLDMARSHALLINGSYSTEM 就是模具零件的製造・販賣的智識加以活用,「寄望成型技術的提升」為目標方向所開發出來的商品。
總結
本次說明瞭MOLDMARSHALLING SYSTEM 的概念以及敝司介紹了可提供5種視覺化的簡要內容。下次將以實際應用案例的方式,來進一步說明模具內樹脂壓力測量及模具內樹脂溫度測量的應用。■
Futaba 在本屆CHINAPLAS 展會的諮詢點位於:
5.1 號館K71 展位
