

■德商阿博格機械有限公司台灣分公司
前言
對於透明部件,黑點或變黃是產品質量不合格的主要判斷依據。在醫療技術和光學行業,這一測定標準尤為高。解決方案:用氮氣(N2)這種保護氣體來吹掃注射單元的材料進料區。但是這種「來自異國他鄉的」工藝技術是如何顯著改善質量的呢?
射出成型期間用氮氣吹掃的意圖可與惰性氣體保護焊的原理相提並論:保護該過程不受大氣中氧氣的影響。惰性(不易有化學反應的)氮氣有助於防止熔體在製備過程中因氧化而發生分解過程——尤其是在高溫環境下。因此,通常建議對所有接觸氧氣就易發生反應的熔體使用保護氣體,例如:在處理PC以及COC和COP的時候。
典型應用
PC材質的光導體是光學器件中的典型應用,色坐標距離(LED光源和發出的光的色值偏差)越小,就說明質量越高。通過減少黃色值,可以大大縮小色坐標距離(如圖1)。
對於在醫療技術和成像光學中被用作玻璃替代品的塑膠COP和COC,製造商說明中甚至還會明確指出將氮氣作為保護氣體進行處理。在這些應用中,這樣操作主要是為了避免部件中出現黑色顆粒。
從工藝技術角度出發,氮氣吹掃首先需要在射出機上設置一個氣體排放站。為此,為ALLROUNDER設計了一個集成有流量測量的緊湊型單元。因此,通過一個壓力調節器就能輕鬆針對性地設定注射單元進料區內的氮氣輸送。在生產中,僅需要提供最大40bar的氣體連接。
多種吹掃模式可選
另一方面,由於醫療技術中的應用通常需要連續吹掃熔體,因此也需要調節過程流程中的氮氣輸送。這時候,根據料筒模塊的溫度,可能早在加熱階段就會接通保護氣體。
除了連續吹掃以外,還能在計量和(螺杆)鬆退期間進行間歇性吹掃——尤其是在光學應用中。這種模式可最多減少75%的氣體消耗量,並且不會降低質量。
質量存檔
SELOGICA和GESTICA機器控制系統提供四個不同的氮氣吹掃選項,覆蓋了所有應用範圍。操作簡單,無需對流程進行編程。此外,排氣站上還集成了流量測量系統,能夠利用氮氣(用於確定質量)監控過程,並且可以無縫記錄生產過程。
「氮氣吹掃」這個案例表明ARBURG(阿博格)甚至能為「來自異國他鄉的」工藝技術提供相容的硬體/軟體解決方案。ALLROUNDER可選裝的設備正在不斷改進和擴增中。
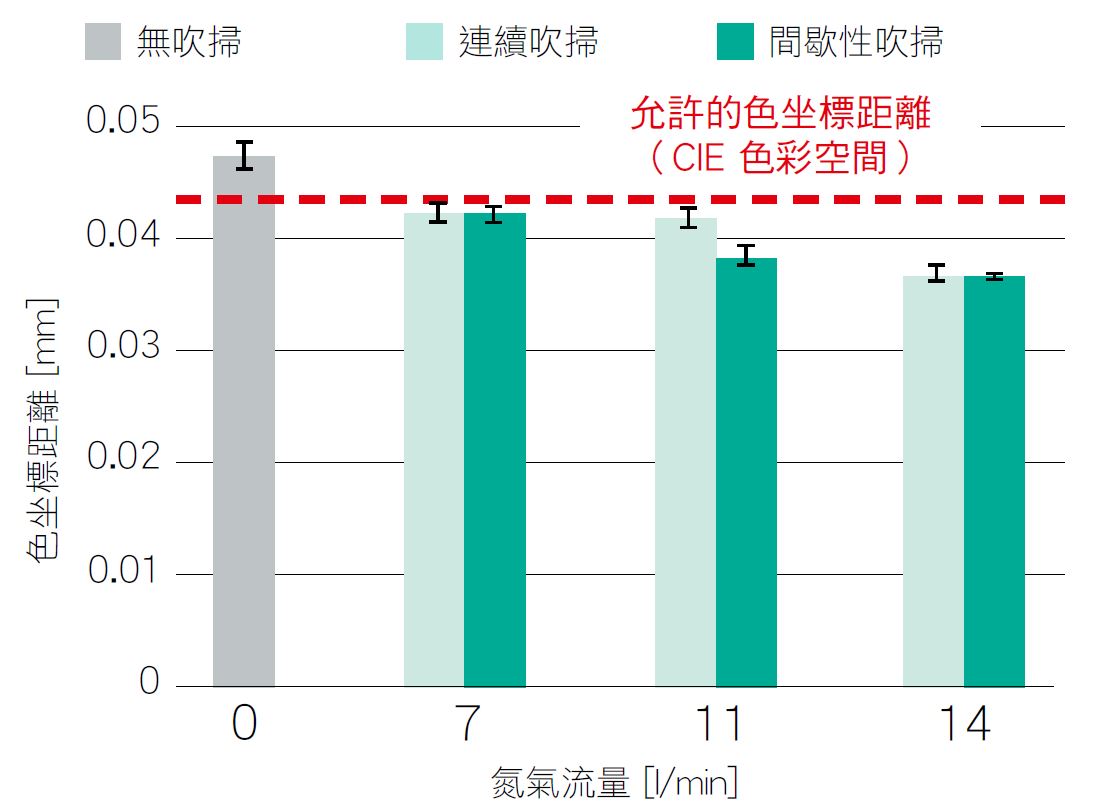 圖1:通過圖中對色座標距離的測量,可發現用氮氣吹掃材料進料區能顯著提高透明組件的質量
圖1:通過圖中對色座標距離的測量,可發現用氮氣吹掃材料進料區能顯著提高透明組件的質量 
圖2:阿博格氮氣輔助系統,可設置於阿博格170-570機型(200噸以下鎖模力) 
圖3:氮氣輔助系統(二)──特殊密封與擋板設計的氮氣充氣裝置,適用於對氧化敏感等光學材料(PC、COC、COP)
