

■型創科技 / 王海滔 應用工程師
前言
目前工業雷射器已廣泛應用於加工許多市場的工程塑料。常見工藝的如雷射打標、切割和焊接。雷射塑膠焊接領域公認的市場包括汽車和醫療設備,焊接能量的精準限制,敏感電子元件可獲得有效保護。
這兩個領域的產品還有共同的特點是,被黏接的塑膠零部件多數不能承受振動、或者水密氣密要求非常高、或要求無菌無粉塵環境(如醫療器械和食品包裝)時,此時雷射焊接技術就能派上很大用場。雷射焊接技術速度快,特別適用於汽車塑膠零部件的流水線加工。另外可以根據幾何形狀任意調整焊縫,對於那些很難使用其它焊接方法黏接的複雜的幾何體,以上情況可以考慮使用雷射焊接技術。
塑膠焊接工作原理
雷射塑膠焊接,通常也稱為透射焊接,是一種借助雷射光束產生的熱量使塑膠接觸面熔化,進而將熱塑性片材、薄膜或模塑零部件黏結在一起的技術。
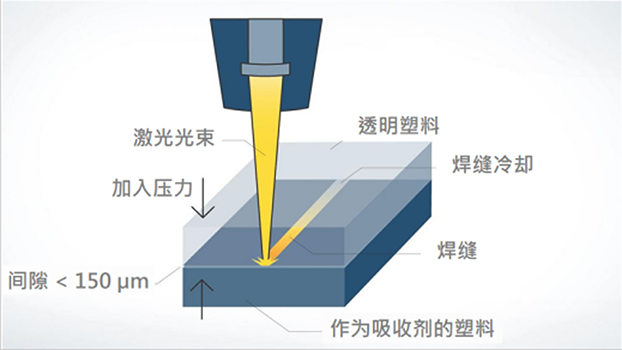
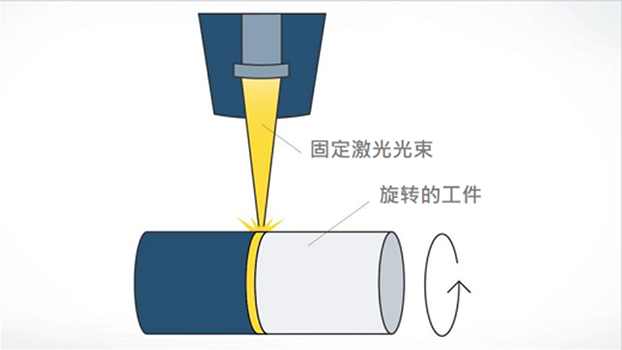
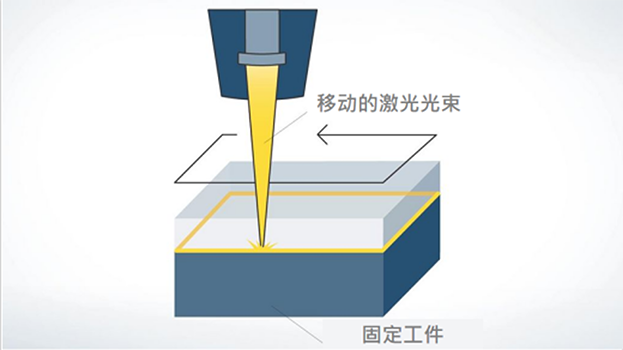
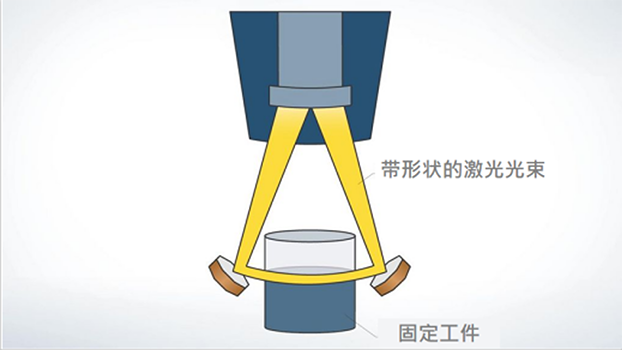
該概念涉及將聚焦雷射光束通過上部的雷射透射部件到達要連接的兩個部件的介面。雷射被下部接合部件吸收後轉變為熱能。如圖1介面處產生的熱量形成熔化的焊縫,兩種塑膠融合在一起。通常可將塑膠雷射焊接的四種類型分為:輪廓焊接、準同時焊接、同時焊接和掩模焊接,前三種較為常見如圖2、3、4。進行塑膠焊接時,通常使用高達約300瓦功率的雷射。
工藝因素
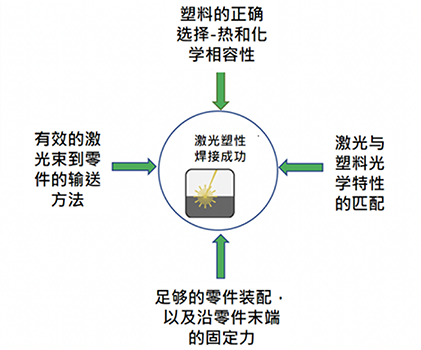
該工藝依賴於四個主要因素:雷射透射層、雷射吸收層、塑膠材料相容性和部件之間的良好接觸。
- 雷射透射層
天然熱塑性塑膠傳輸紅外激光輻射。大多數情況下使用980nm或808nm的光源,因為它們在這些波長下傳輸的能量最多。
- 雷射吸收層
下層負責將光能轉化為熱能。由於大多數熱塑性塑膠天然可透過紅外輻射,因此必須使用添加劑來賦予部件吸收性能。大多數情況下使用炭黑,但許多添加劑會促進吸收,包括各種顏料和填料。應該注意的是,上層可以使用特殊的非吸收性著色劑著色甚至不透明。
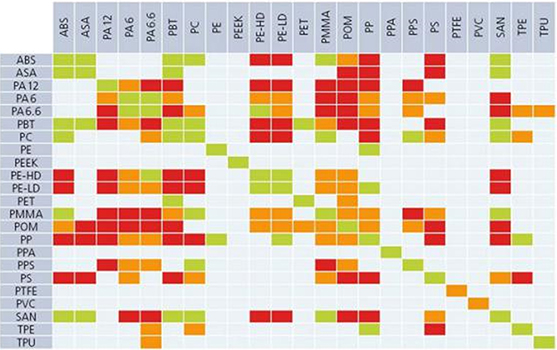
- 塑膠材料相容性
材料相容性由一些因素決定,包括表面能和聚合物鏈長度,但最重要的考慮因素是找到具有相似或重疊熔化溫度的塑膠。
- 部件之間的良好接觸
一旦光能在下部表面轉化為熱能,其中一些能量必須進入上層,以便在兩個部分發生熔化。部件之間的良好接觸確保能量可以通過傳導傳遞。為確保良好接觸,會對零件施加夾緊力。這通常通過夾具工具和嵌套來實現,但也可以通過過盈配合來實現。
優點
- 高品質和可重複
焊縫具有始終如一的高品質。產生的接縫具有與基材的強度相對應的強度。
- 可靈活使用
可根據各種部件幾何形狀任意調整焊縫,將不同組成或不同顏色的樹脂黏結在一起。
- 無接觸、無殘留物
焊接設備不需要和被黏結的塑膠零部件相接觸,無振動也不會出現飛邊。
- 溫和
熱量進入受到局部限制,最小化熱損壞和熱變形,可保護敏感的電子裝置。
- 無雜訊和無磨損
用雷射進行塑膠焊接不僅對材料溫和,而且對環境也溫和。
關於只能焊接透明件與不透明件的誤解
塑膠雷射焊接完全可以焊接不透明到不透明以及透明到透明。對於焊接兩種透明件,可以借助一種稱為Clearweld的特殊光學透明化學品作為添加劑或塗層,其對人眼是透明的,但會吸收紅外光譜中的激光輻射。另外可以使用更高波長的雷射器(大約2,000nm波長),我們將此過程稱為透明雷射塑膠焊接或TLPW。第二種方法區別於前面穿透式雷射焊接的概念,它是通過高波長的雷射將透過兩個部件,但大部分光束能量可以精確地聚焦在兩個部件同時加熱的接合介面上。
對於焊接不透明零件,可以通過添加炭黑(很多黑色部件的塑膠中都會摻雜),或是非常深的紅色或綠色染料。添加後產品仍能保持光學黑色外觀,同時還具備雷射透射條件,為不透明的顏色組合焊接增加更多可能性。
結論
雷射塑膠焊接與設計複雜零件和特殊材料解決方案的重要工程存在許多相互依存關係。應用此技術建議在產品設計和開發階段的早期與客戶採用協作方法,必須在最終確定模具設計之前瞭解圍繞雷射焊接的製造設計問題,避免產生複雜模具昂貴的修模成本。
