■ Moldex3D/ 林秀春 協理
【內容說明】
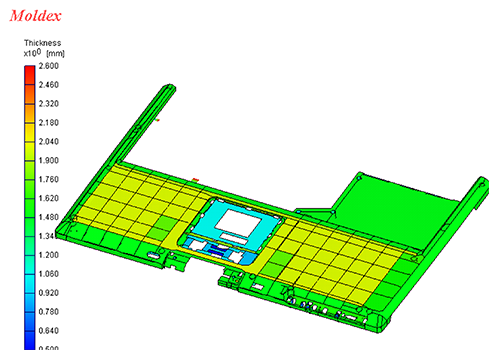
- 產品主要厚度:1.5~2.0mm;
- 產品長度:327mm;
- 產品寬度:216mm;
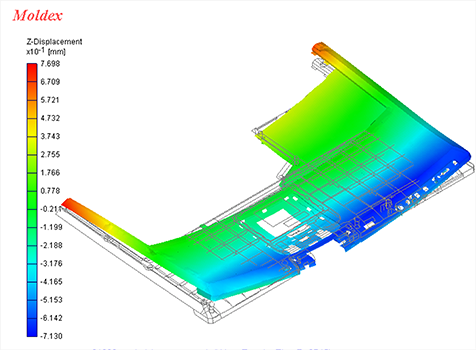
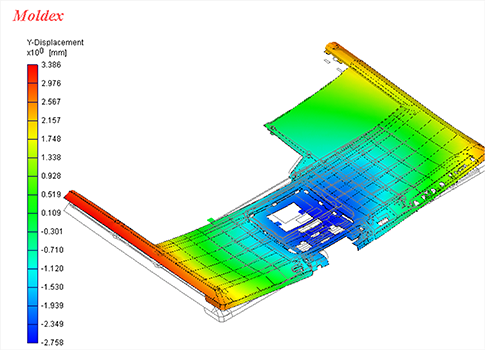
- 產品問題:本身結構設計弱,翹曲量值大。(如圖3)
塑膠產品的製造
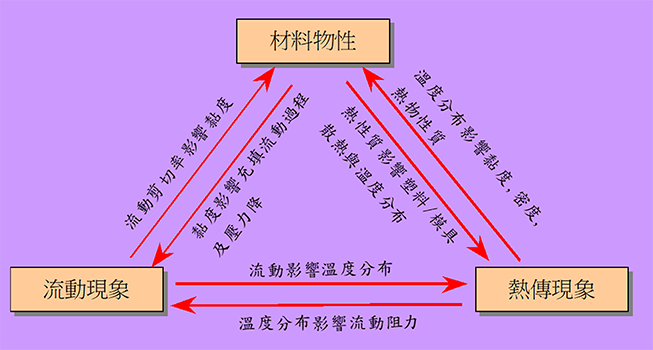
充填過程的複雜性除塑料物理性質隨成型的變化、產品本身幾何形狀的複雜,以及波前自由面流動的解析困難外,最主要的複雜性來自流動-熱傳-塑料物性三者間的相互耦合(Coupling),即三種機制的相互影響(如圖1)。接下來將討論影響充填過程的因素:
- 塑料方面:黏度與熱傳性質。
- 產品與模具設計方面:肉厚分布、流道設計、澆口設計。
- 成型條件方面:充填時間、射速(流率曲線)、射壓(射壓曲線)、料溫、模溫等。
- 模具的流道與澆口系統的功能。
- 將熔融塑料自射嘴引導至模穴。
- 使熔融塑料平穩有序地充填模穴。
- 澆口固化前充份流動,防止短射凹痕。
- 將壓力充分傳遞至塑件各部位,確保有效保壓,以提供符合外形尺寸成型品質。
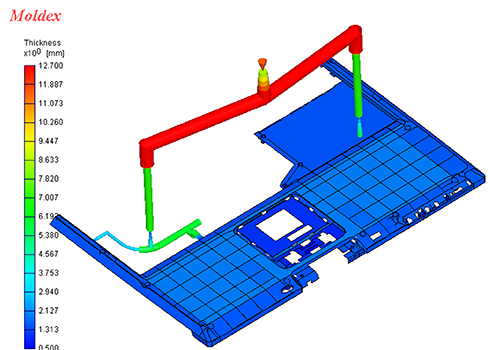
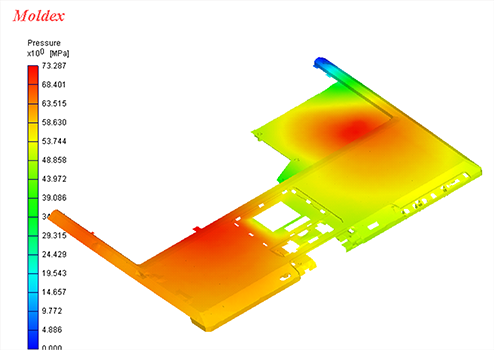
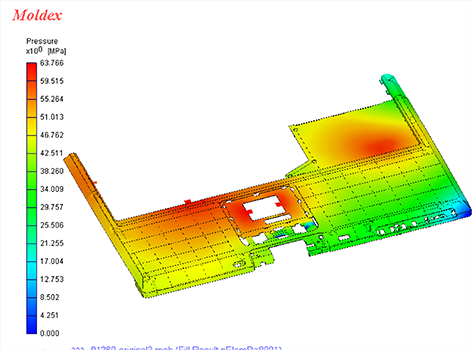
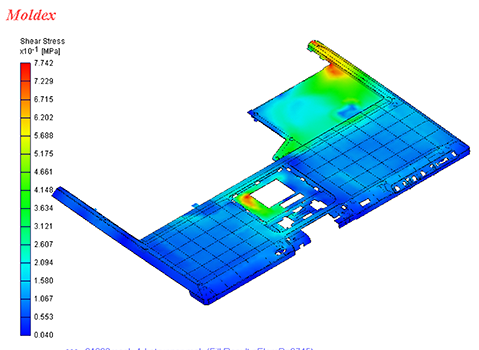
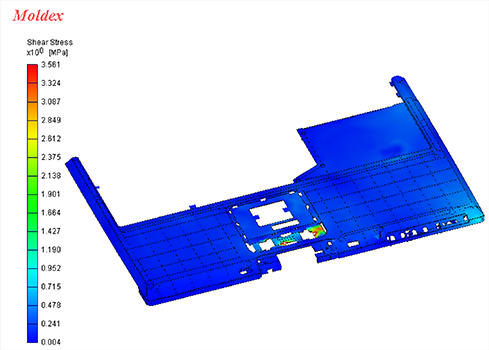
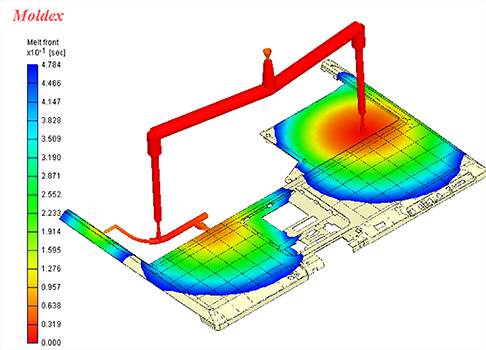
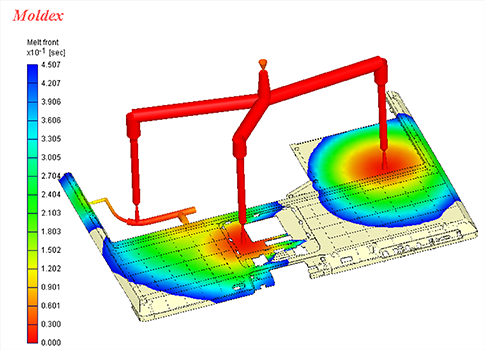
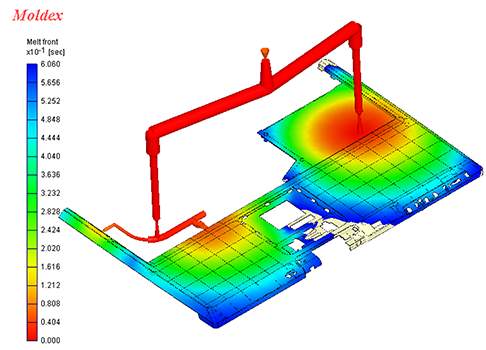
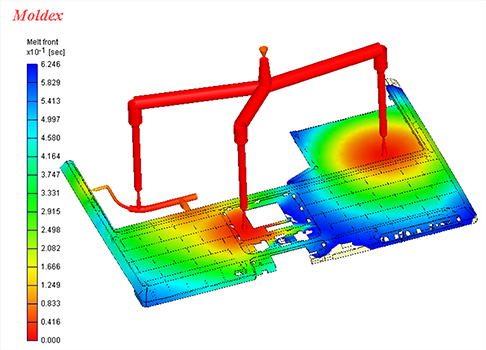
結果分析
由電腦試模的分析結果可知,不同設計的澆口位置與數量的配置會有不同的流動壓力與應力,且充填結束的壓力分佈,如高壓與低壓的分佈區域也會不同。
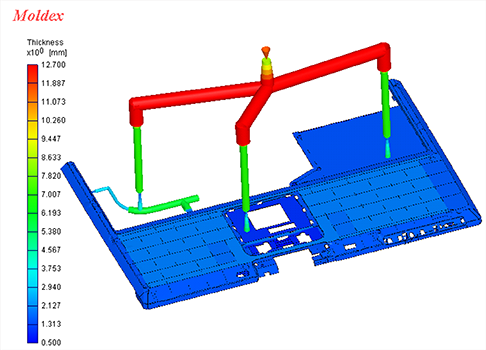
由壓力分佈的圖片得知,紅色面積為高壓區,如高壓發生時,容易造成變形,並且應力也會隨之變大。如果要避免產品天生的設計結構弱,以及流動面積差異的問題,就需要選擇合適的澆口位置與澆口數量,觀察改變模穴內的塑料流動行為,同時針對厚度較厚的區域增加澆口達到充分進料,以利調整產品成型壓力,使其分佈均勻,以利產品達到較優的成型尺寸。