

■Moldex3D/ 林秀春 協理
【內容說明】
精密零件產品主要厚度:1.0~1.5mm
精密零件產品直徑:50~60mm
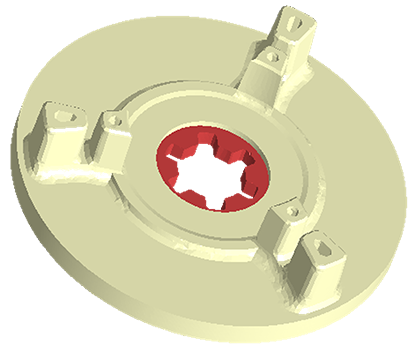
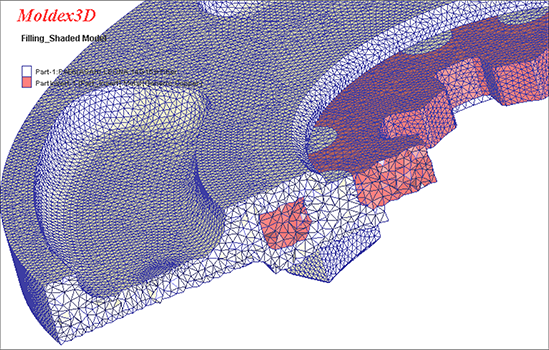
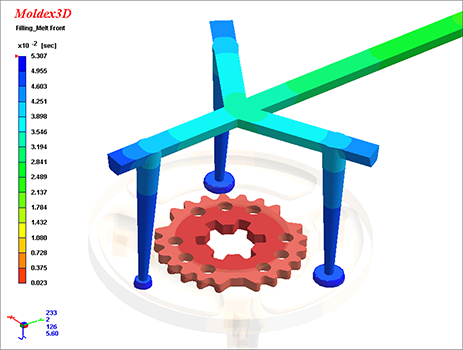
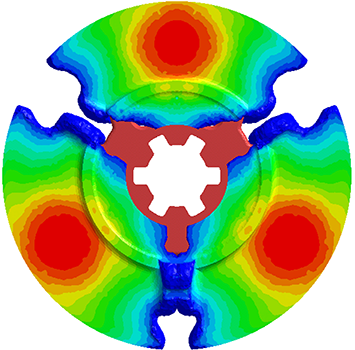
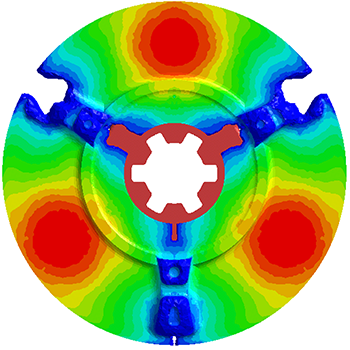
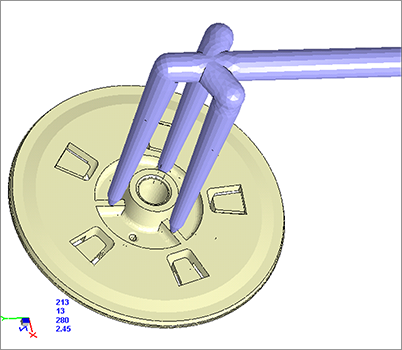
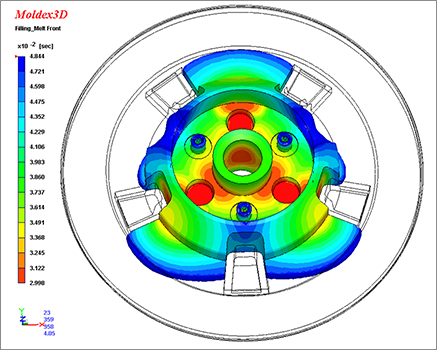
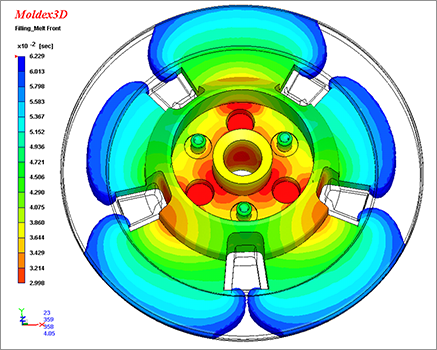
此類產品直徑不大,以多模穴三板模為設計,設置3個澆口作為進料口,如圖3與圖14所示,在射出時常發生幾何對稱但流動並不對稱,所以造成流動末端差異與圓形幾何尺寸不一致。這些造成的差異透過模流分析可以看到如圖5所示一開始的流動差異進料面積大小不同,問題的成因來自於主流道的剪切生熱到次流道溫度分配不均。
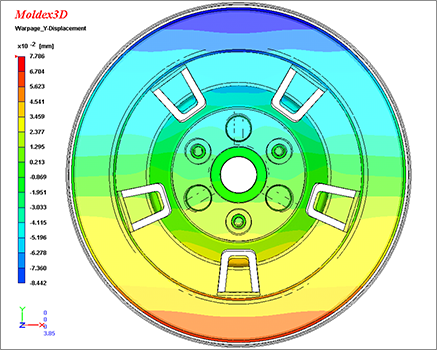
目前在流道設計上因模具機構設計的關係,流道被設計的又細又長,又加上使用塑料都是黏度很高的工程塑料,所以在充填時塑料被高速射出而造成的剪切生熱就更為劇烈,一般可以升溫到20~60°C,造成模穴內溫度分佈差異,也使流動明顯差異延續到保壓、冷卻、翹曲,甚至可以讓產品局部裂解碳黑等問題發生。
案例分析
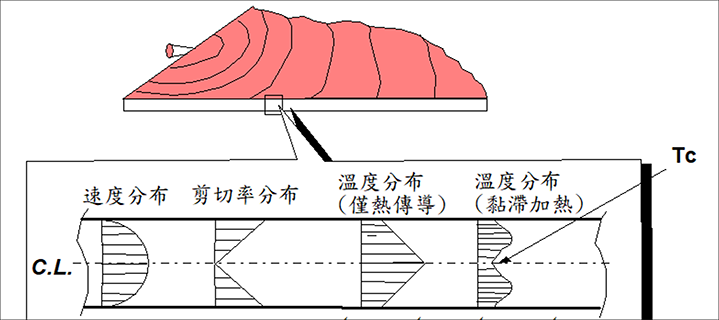
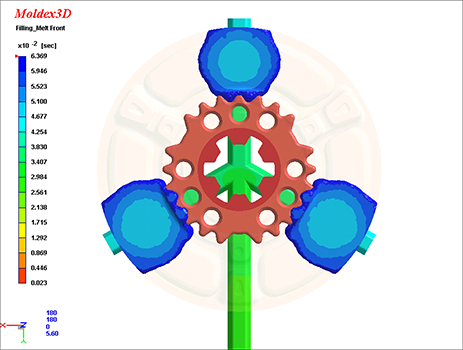
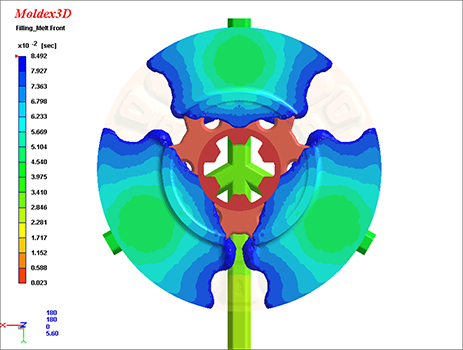
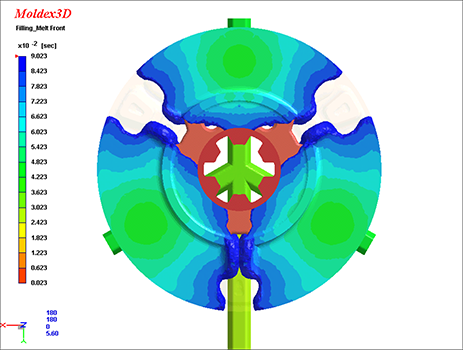
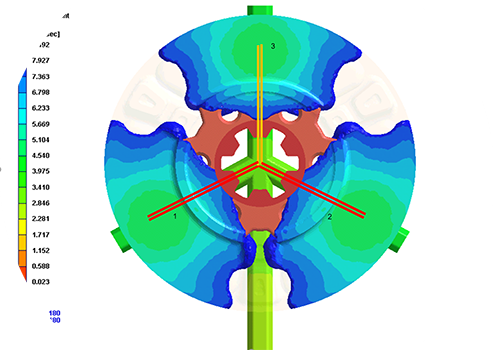
充填主流道過程最主要的來自高速流動摩擦生熱,由圖13可知,流道內部表面剪切生熱形成一個高溫環,經分流為次流道之後形成C型環,由環中的顏色可知溫度有差異,橘紅色225°C、黃色205°C,所以一直到模穴分到橘紅色會容易跑得比較快,分配到黃色的就會稍微慢,所以就會出現流動面積的差異,如圖5~10,也與現場的短射驗證幾乎一致,如圖11所示。
如果模穴數量越多,以上的問題會越明顯,無論4穴、8穴、16穴、32穴……等都會出現相同的情況,所以絕對不是模具精度的問題或是射出機的問題,除了塑料物性本身有影響之外,剪切生熱也是可能會造成影響的因素喔。
Moldex3D/Flow 可以完全解析塑料於流道充填時主流道與次流道之溫度分佈狀態,如圖1。

流動不平衡的根源
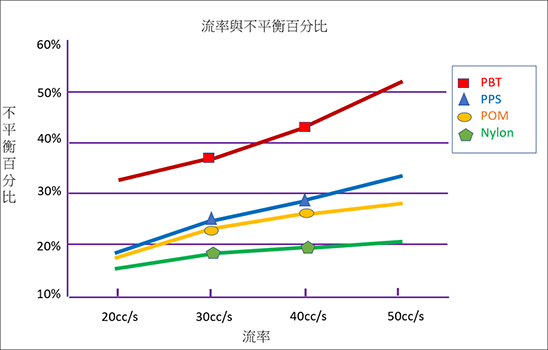
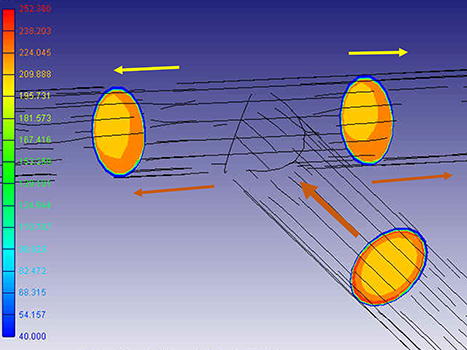
塑料剪切產生不同性質之塑流。同一種塑料本身速度快慢也會有不同的流動差異,而不同的塑料相同的速度也會有明顯的差異(如圖2),PBT、PPS、POM、Nylon四種材料有各種的流動差異,而這些都是不同的剪切生熱所影響的。因此,掌握材料的物性也是非常重要之一環。
科盛自2008年成立專業量測實驗室,備有多臺儀器,針對塑橡膠的流變性、熱性質、機械性質進行量測,為亞洲最大塑料量測實驗室,累積超過10,000支材料量測委託。

