

■耀德講堂 / 邱耀弘 博士
燒結爐密度越居全球之冠
在撰寫本篇文章之際,Dr. Q獲悉寧波恆普真空技術有限公司已經成為中國國內第一家MIM設備公司申請IPO的準上市公司,真誠的恭喜恆普帶給全球MIM穩定可靠的燒結爐設備,並使得大中華地區MIM燒結爐密度躍居冠軍(如圖1所示),尤其是粵港澳大灣區、長三角地區,恆普連續爐的裝置數量也超過海外品牌,大大的助力中國國內MIM廠承接國際智慧手機MIM零件的能力和機會。在疫情影響之際,誠心祝福恆普能盡早上市成功。
邁向更精密的MIM製程
對於MIM的從業人員而言,燒結有點像是開盲盒。在厚重的爐具門關起或是一個個裝滿生坯的鉬舟送到連續爐進料門關起那一剎那,等到再次見到這些產品已經是至少18小時以後(甚至更久)。在這漫長的時間裡,生坯要經歷不同的溫度、壓力(氣體或真空環境)、介質(氣體或真空)、流量等,完成最終燒結固化材料的目的。有許多非關燒結爐的前製程變數導致燒結的失敗,但卻是經燒結後呈現出來,因此若要分辨則須進行仔細的觀察和剖析,包含下列一些因素:
原料粉末的形貌和成分均勻度
除了金屬粉末必須在45μm以下才能精準控制燒結的收縮率外,太多細粉將導致生坯密度不均勻;化學成份的不均勻使得燒結必須調整保溫時間和升溫速率,例如常見的母合金粉末,需要使添加物擴散到母合金基地材料中。
來自射出不良的結果
除了粉末形貌造成餵料的不均勻,模具的設計和射出條件不正確,使得生坯密度分佈不均導致嚴重的變形,最常見的就是粉膠分離的黑痕,燒結後導致該區域凹陷,形成外觀與尺寸上的不良。
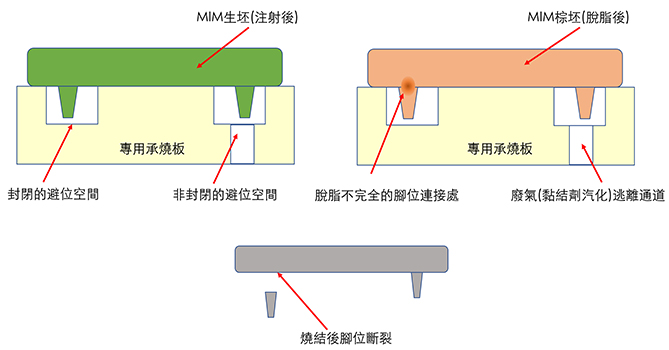
生坯脫脂程度
這是一個非常容易令人忽略的細節,黏結劑到底可以保留到幾度還停留在坯體中並且轉變為碳呢?答案是有趣的,只要有足夠的奈米級細粉,在500~600°C就能形成假像的燒結,如果這時有未脫脂清潔的骨架劑(耐高溫),這附近便會形成高碳區的化合物不易還原成金屬;封閉區的脫脂不全,如圖2所示,甚至在800~900°C的真空內燒導致坯體該位置的突然膨脹而斷裂。
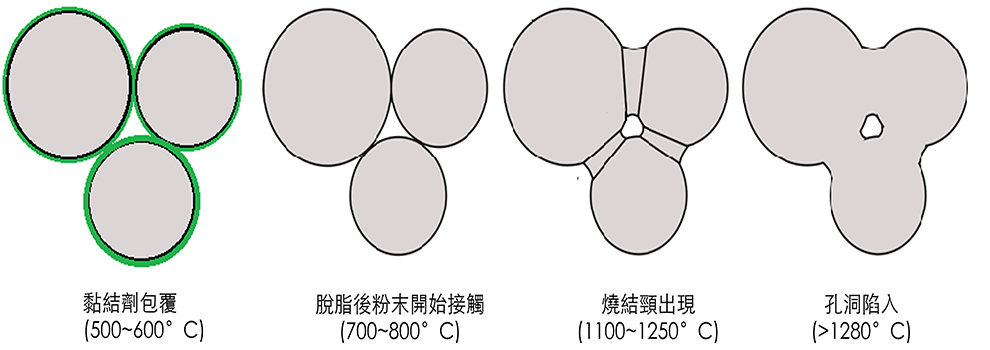
MIM製品具有孔洞的本質
這是我們MIM從業者要有的基本認知,如圖3,粉末製程的產品在表面能做到約有15~30μm的緻密層(因燒結過程的表面壓力差造成),但內部一定存在細微獨立的孔洞,這和粉末壓製件(PM)有連續孔洞不同,這些先天的缺陷在應用場景不同而有區別。
若需要全緻密化的產品,採高價號十的熱等靜壓(HIP)便成為唯一手段,對於不需講究疲勞強度和屈服強度的製品如3C產品的金屬零件,實在沒必要採用完全緻密化的要求(即便是Apple的筆記本電腦轉軸MIM零件,也存在一定的孔隙率,這是可以被接受的)。
燒結技術的更新
除了市佔率最高的恆普爐之外,緊追其後的是美揚爐(美揚科技),這兩家大約已經已9成(8+1)的比例佔有大中華地區真空燒結爐市場,其他品牌則占約剩餘10%。不論如何,每一家燒結設備公司這10年來非常盡心盡力的提升設備性能,包含:
外觀的美觀性增強
不只有包裝與整理,管道與佈線的整理順序等,最先把佔據面積的變壓器抬上爐體上方的便是恆普真空,這點必須確保變壓器的性能要好、維護容易,對於使用方而言,不僅可以節省設備佔地面積,也成為往後擴廠考慮的優選設備。
脫脂的性能提升
把捕蠟器做到至少有二級,降低廢氣排放的氣味;集蠟箱和捕蠟器增加了傳感器偵測提示了清理的時機,以便作業人員知道何時該清理,而模組化的設計不僅容易拆裝,也使操作方便性大幅提升。
燒結石墨材質的提升
逐漸採用高導熱的高密度進口石墨板,並減少填充料的成分;將各種隔熱氈和低密度支撐石墨材升級為石墨纖維布,除了美觀之外,也使得壽命大幅提升。
多溫區的溫度偵測與加熱補償(恆普真空)
控制滿爐燒結溫度誤差低於+/-3°C;另外,有些設備廠製作符合生醫標準的多通道溫度測試用的實驗級量產爐體(宏倫真空),也能幫助國內外醫療產業MIM件的推廣。
氣流往復導引技術(恆普真空)
縮短層流前後排產品的尺寸差距。以往的層流僅能朝單方向的流動,而且必須穿越整片石墨板的長度,而藉由管路系統改善和程序控制,層流可以形成往返改變,使得產品前後的差異至少縮小一半,保證均勻性更好。
批次與連續爐之爭
關於批次與連續爐到底哪一種比較好呢?對此,Dr. Q提出了一些觀點,並彙整如表1所示。各位讀者千萬要詳細閱讀並按照公司工程與業務一起討論,畢竟,這是兩種不同的爐型。

結論
在中國MIM產業近20年期間,燒結爐是整個技術突破的濫觴,沒有這些高溫熱處理設備的幫助,MIM產業就沒有今天的成就。這裡要感謝的是日本島津真空設備和德國克萊默熱處理公司在早期的貢獻,讓世人用到高品質且高效率的MIM燒結設備,現在中國製的MIM專用燒結爐已經能夠與國際一流品牌抗衡,也是全球人類的福氣,有80%以上的智慧手機、筆記本與平板電腦都使用著95%出產自大中華地區的MIM零件,眾志成城之福份是也。
