

■科盛科技 技術支援處 / 賀資閔 工程師
客戶簡介
- 客戶:NetShape / Shape Corp
- 國家:印度
- 產業:汽車
- 解決方案:Moldex3D Professional、Designer BLM、Fiber
Shape Corp不但是碰撞能量管理系統以及先進的輥軋成型技術領域的全球領袖,且是北美洲地區最知名的汽車保險杆製造商。Shape也為辦公家具、農業及醫療保健行業提供產品和服務。作為全球唯一提供從設計、測試到生產以及其他服務的一條龍式保險桿系統供應商,Shape為全球不斷變化的市場提供創新、輕量、高品質及高成本效益的解決方案。
功能介紹
當選擇含有纖維的材料時,可以在軟體中設置三種纖維配向:「空間隨機配向」、「平面隨機配向」和「單方向配向」。空間隨機配向表示纖維在預填料中沒有方向可循,纖維配向不會顯示在模型樹中;平面隨機配向則是纖維在預填料中隨機排列在指定的參考平面上,纖維配向可以在模型樹中顯示,纖維方向將以雙十字圖示顯示;單方向配向是纖維在預填料中,並且可以在指定的參考平面上設置纖維配向,纖維配向可以在模型樹中顯示,且會以已指定方向顯示。
使用限制
- 成型類型須選擇壓縮成型;
- 僅支援實體網格設置纖維方向;
- 材料應含有纖維。
大綱
為了因應現代科技對減重的需求,汽車製造業將大多數的鋼製零件替換成塑膠製零件。但塑膠件製造的一大問題是因尺寸及厚度而引發的翹曲。因此Shape Corp採用以反變形技巧為基礎的製程及方法重新設計零件,以求減少翹曲。Moldex3D解決方案能從軟體將逆模型匯出,以預測並解決翹曲,並可讓模具製造者補償模具中不可避免的變形情況。Shape的產品如圖1所示。
面臨的挑戰與應對
本次案例面臨的主要挑戰分別為「減少間隙內的翹曲及零件組裝的填隙公差」及「幾何特徵的翹曲超過容許範圍」。
對於上述提到的挑戰,因產品有修改限制,能減少翹曲的範圍非常有限。因此Shape選擇將零件預先反翹曲一個比例,以減少整體翹曲。帶來的效益如下:
- 降低機台噸數;
- 避免裝配時發生問題;
- 減少翹曲;
- 改進整體產能。
案例研究
本案例主要目的是解決車頂機匣零件的翹曲問題,此產品對成品尺寸精度有特定要求,有多個位置需和其他零件進行組裝,如圖2組裝圖所示。

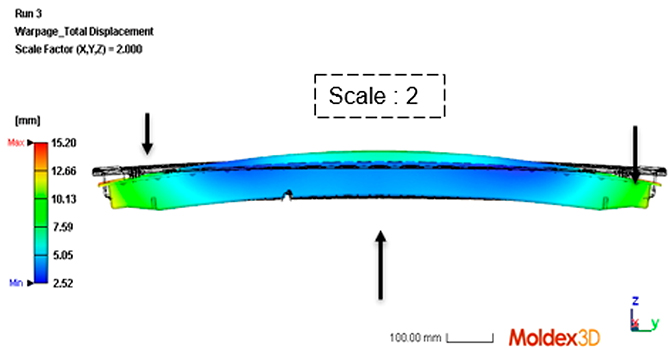
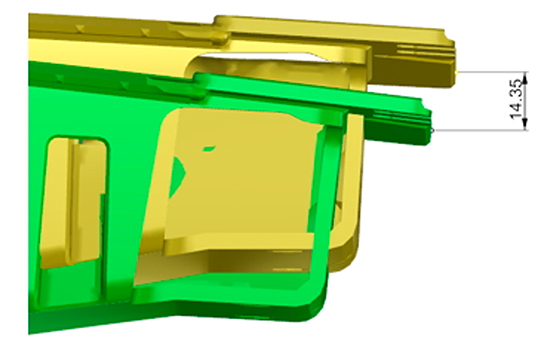
首先,在原始設計的組別中,Z方向位移處的翹曲結果,顯示正向翹曲約8毫米,負向翹曲約14毫米。總位移處的翹曲則約2.52到15.20毫米,如圖3所示。透過輸出模擬翹曲模型在Rhino中進行交叉驗證,比較原始CAD模型與模擬後產品翹曲模型距離約14.35毫米,如圖4所示。
接下來,根據Moldex3D的翹曲分析結果,以反轉翹曲方式進行模具補償,來進行幾何的設計變更,修正翹曲問題。流程如下:將Moldex3D變形後模型導出,並於Inceptra軟體中將STL檔案轉換為STEP檔案,接著在Inceptra反轉翹曲方向並匯出模型,如圖5所示。最後再於Moldex3D以相同成型條件進行分析。
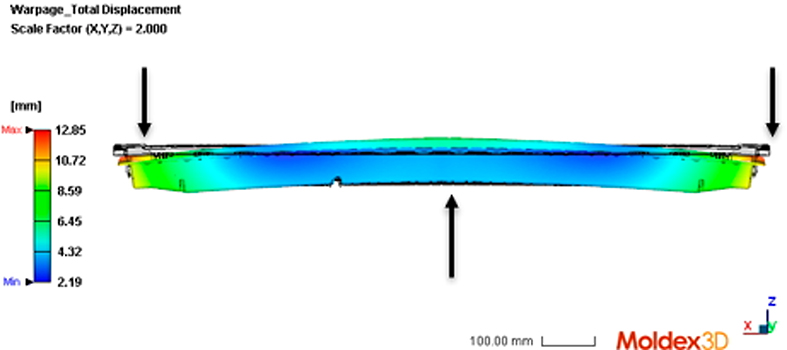
反變形模型的分析結果如圖6所示,總位移處的翹曲約2.19至12.85毫米,與原模型之翹曲趨勢及量值相似。
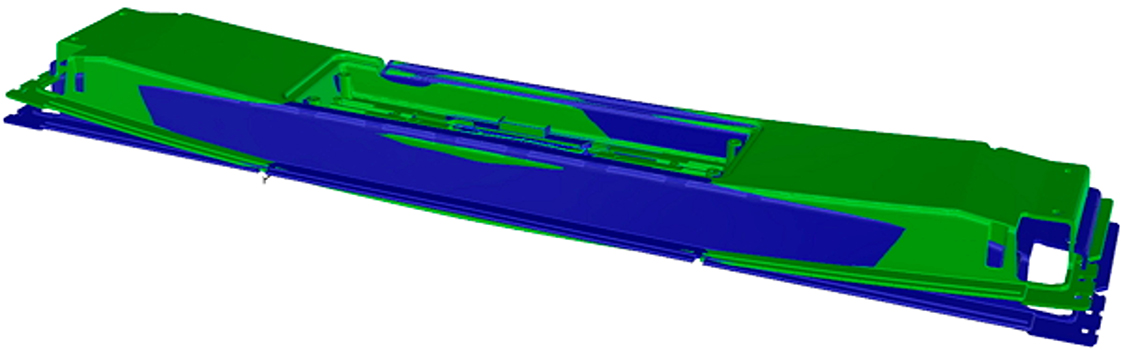
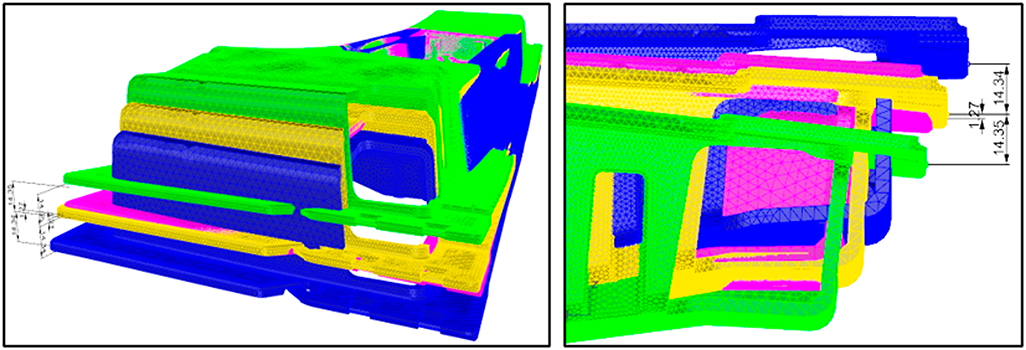
最後,藉由模型輸出,將原始與反變形模型之翹曲前後進行疊圖。如圖7所示,黃色為原始零件模型,綠色為模擬之翹曲模型,藍色為利用模擬之反翹曲模型,洋紅色為反翹曲模型模擬後的結果。實際製程亦成功利用了反變形技術解決產品的翹曲問題,將18毫米的翹曲量減少至3毫米,如圖8所示。
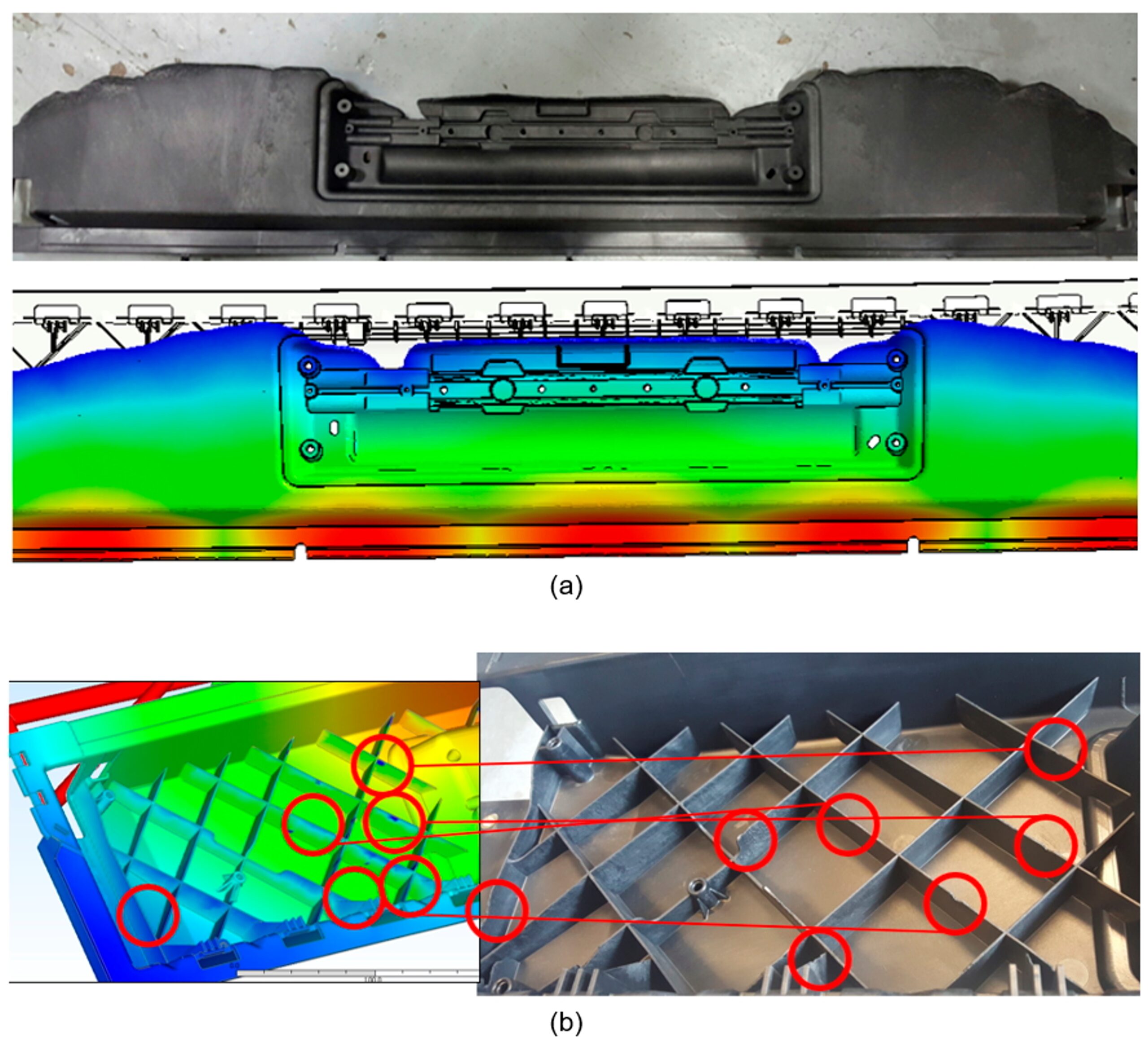
此外,圖9為模擬與實際產品的驗證比對,可見實際產品的包封、流動波前等皆與模擬結果有高度相近。

結果
Shape利用Moldex3D模擬結果來檢測並減少零件的整體翹曲,以滿足設計標準。透過驗證研究,讓Shape在第一次試驗(T0)即可生產合格的零件,並減少因模具和工具返工而產生的大量時間和成本。
資料來源
[1].本文經科盛科技授權後刊登,引自https://ch.moldex3d.com/blog/tips-and-tricks/predict-the-fiber-orientation-changes-in-compression-molding/
本篇文章經科盛科技授權後轉載。
