

■耀德講堂 / 趙育德 講師
前言
在積層製造推行至今,我認為採用SLM(Selective Laser Melting, SLM)製作模具零件無疑是MAM技術最成功的案例,如圖1與圖2表示。這是金屬積層製造迄今最成功的方向,沒有其二。這個成果其實是經過不斷的驗證和失敗,幸好跟著電腦科技的進步,包含金屬粉末製造的分選改良、設計與分析模具的軟體進步、製造模具的方法推陳出新、檢驗技術更加先進,多種條件技術的組合在一起才有今天這樣的成果。
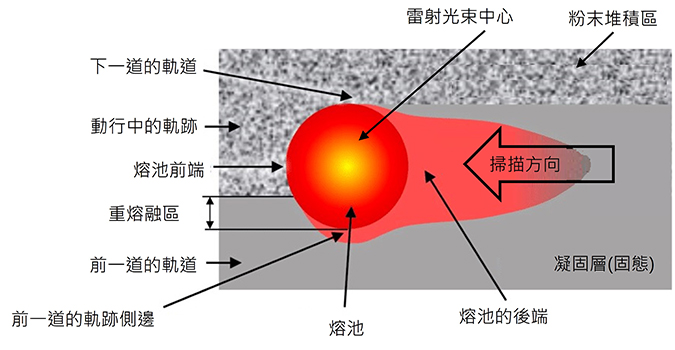
我們都知道,金屬積層製造中有七大分類,在前面章節已經說明了最適合於金屬零件的加工方法就是SLM,主要在於直接融化金屬粉末並使其形成熔池,逐道再逐層的建立出整個產品的形狀,並且過程中以電腦輔助監控其尺寸並加以控制,因此SLM只要根據雷射能量功率和光斑尺寸,搭配足夠精細的粉末粒徑,以及更精確的機構動作,能夠控制到達10μm的精確度已經不成問題,這是MAM發展至今一直努力的目標。
再者,模具技術的進步已經是大家有目共睹,針對模仁與重要機構,以往是用模具塊材以減法加工的方式進行,而減法加工最大的問題在於移除不需要的材料所耗費的時間。此外,在模具材料價格昂貴的現況下,整套模具所移除的部分至少占整塊材料50%的重量,會在材料費用上造成許多不必要的浪費。
除了最初使用MAM技術所希望達到的目的──「降低減法加工所浪費的時間」,再加上「材料費用的精簡」,這樣看來是不是更有競爭力了呢?那麼,MAM技術還有其它的優勢嗎?
加法加工的模具製作要點
注意到加法加工的幾個優勢,我們人類其實一直使用著,就是快速製作型材,這屬於加法加工的範疇,包含常見的型材坯、料帶、料捲都算是,最接近產品的就是鑄造、射出成型、壓鑄成型這種近淨型加工,在空無一物的模具型腔中加入液化的材料,再等其固化後脫模獲得產品的生坯,然後進行後加工,包含尺寸精確定義、表面拋光、熱處理與表面裝飾等步驟。
「咦!?MAM在列印完成不就可以直接使用,怎麼還要進行加工呢?」各位讀者不要被那些不專業的新聞報導所誤導,加法加工的過程通常會以材料安全(Material safe)或是尺寸安全(Dimension safe)考慮,增加一部分的材料來確保最終重量與尺寸的保障。在過去,鑄造件算是一種典型的廣義積層製造,我們設計鑄件產品必須考慮精加工裕度的保留,在防止材料收縮變型的過程,還要增加某些特徵來抵抗變形和補充材料(澆口=射出模具的進膠口、冒口=射出模具的加大排氣),然後在定型後脫模再以二次處理清除這些輔助的特徵。
誰說MAM產品和模具可以不需要材料安全和尺寸安全的設計?加法加工也和傳統金屬零件製作的設計理念有雷同之處,包含如下:
- MAM產品或模具都需要進行二次尺寸定義與表面處理,才能達到精確的幾何形狀與尺寸公差,甚至表面光潔度也包含其中;
- 輔助的特徵通常在完成品上是看不到的,但是由金屬粉末(多界面和高熱阻抗)熔化並凝固成塊的過程,大量的熱必須有逸散的路徑,同時在薄弱或是斷面劇烈改變、封閉狀薄殼特徵時,必須要有額外的支撐以防止產品變形,同時在完工之後取下產品將是比較容易的作法,如圖3所表示的一些特徵;那麼這些概念不就是來自早期的鑄造多出產品肉的設計概念?模造品寧可多肉也不要缺肉,MAM當然也是這樣的呀!
- 根據圖紙的設計需求,保留二次加工的裕量,該裕量也要根據加工設備的性能和特性來下達最終列印的增量,當然必須要考慮額外的夾持和定位的要求。

MAM模具加工經常性的問題
在積層製造模具的過程中,金屬粉末的化學純度、表面氧化程度、幾何形狀與粒徑分佈經常困擾著加工與設計的人員,另外包含一些水路的設計與排布,我們也在此進行簡略的說明:
- 關於金屬粉末,在SLM的製作過程中,一定要選擇已經經過預合金熔煉過的霧化近球型粉末,主要是我們不可能光靠雷射束熔化金屬並且保留充足時間使金屬合金成分均質化,列印過程的熔池是一個動態的局部高溫區,其冷卻隨列印速度的設計而快速發生,因此元素粉末混合的合金粉不能使用在此,但採用燒結法的MEX和BJT是可以允許的,因為分段加熱──低溫定型、高溫固化,高溫固化是無差別加熱整個生坯並保持一定時間使元素之間可以有效的互相擴散達到均質的目的;
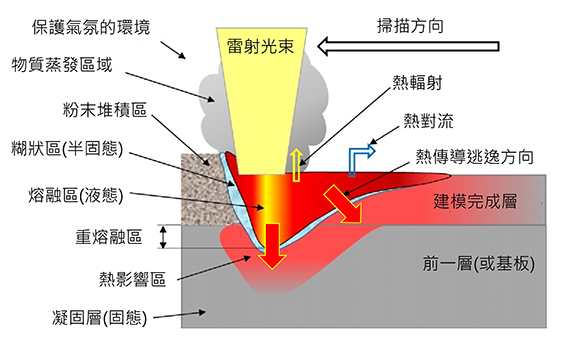
- 再則如果是個別的元素粉末,某些金屬的蒸氣壓很低,例如銅、鋁、鉻、鈷等,單獨元素在雷射光束的加熱溫度下會直接蒸發,甚至留下孔洞;
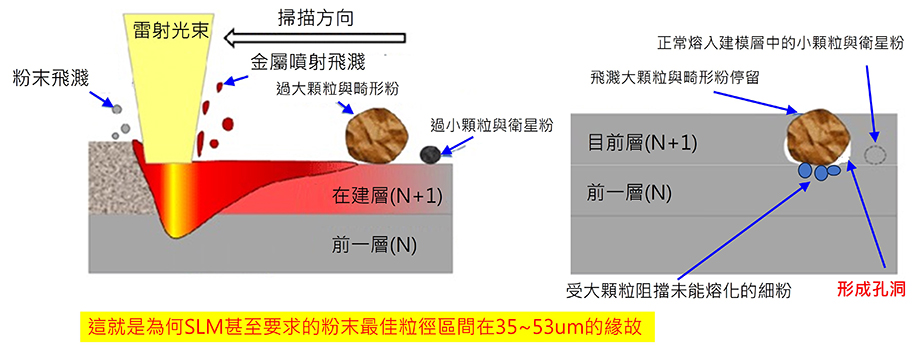
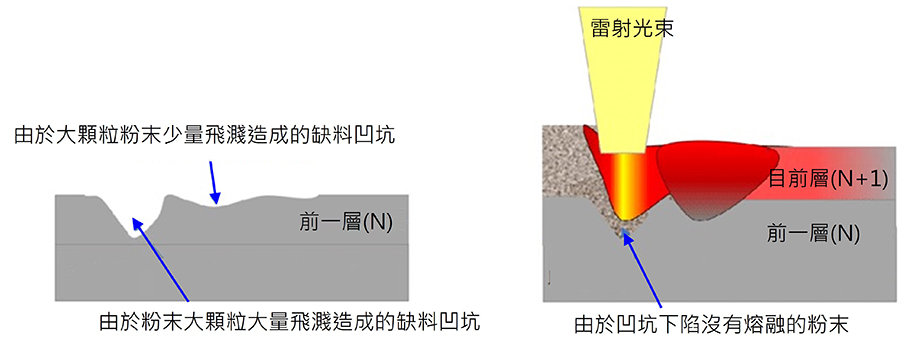
- SLM工藝非常在意粉末顆粒大小的分布,為什麼呢?請見圖4與圖5,較大顆粒在原有設定的雷射光功率下並不足以被熔化,因此造成飛濺跳出、阻擋上下層熔合,最終導致在拋光表面處理後出現孔洞缺陷。部分設備和廠商在列印過程出現缺料、卡料,有可能是列印用的金屬粉末顆粒過於分散,導致粉末產生架橋現象,這可能是過多細粉和畸形粉造成的缺陷;
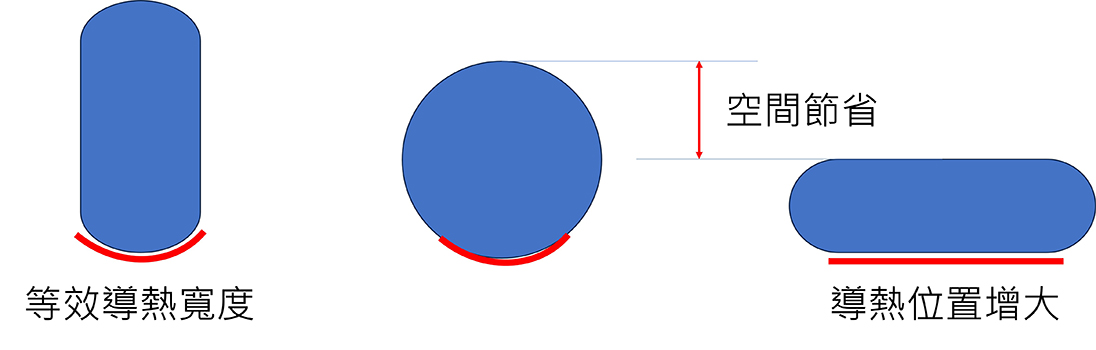
- 對於有隨型水路的模具零件,必須考慮到模具材料的熱性能和強度,水路設計已經從以前的圓形管道(減法加工只能是圓柱鑽頭並且是直通的管道),改變成扁型水路(增加吸熱速度並能減少水路所佔據的空間),如圖6所示,這個設計在電路板的導線也經常出現,等效面積但具有最寬的接觸邊和較低的空間佔有,在筆記本電腦、電動車的鋰電池導電片都使用扁和薄的鎳片,而不使用圓柱狀的銅導線。
James的提醒
積層製造的設備和供應商不能讓昂貴的設備沒有開啟預警報或是任意關閉警報功能。列印前,要能提前告知粉末存量是否充足;出現問題時,要能由設備發出通知給管理人員,否則就失去了24小時在線工作的意義。
小結
MAM的出現給傳統金屬模具製造業者帶來強而有力的震撼,但不是負面,而是正面的力量。有了MAM工藝便可以創造出以前難以想像的隨型水路或油路,增加精確控制模具溫度冷卻與溫度的差異分布。若以後我們聽到一套模具需要用到超過5台的模溫控制器,也就不用大驚小怪了,畢竟以前沒有辦法用。而MAM技術除了改變水路的位置和分布外,也可以挽救模造零件的表面缺陷。記得,不要認為不可能,因為「不可能」中有「可能」這兩個字在後(2/3=66.666%),這是恩師邱博經常告誡我的話,也送給咱們讀者吧!
