

■Moldex3D 全球模流達人賽,作者:陳韋安 主任工程師
摘要
智慧插頭產品由於產能增加,因此評估加開模具,並導入異形水路降低Cycle Time。由於產品肉厚存在差異,成型窗口較窄,容易出現應力痕。因此需要在加開模具中進行改善,降低產生應力痕的風險。
案例簡介
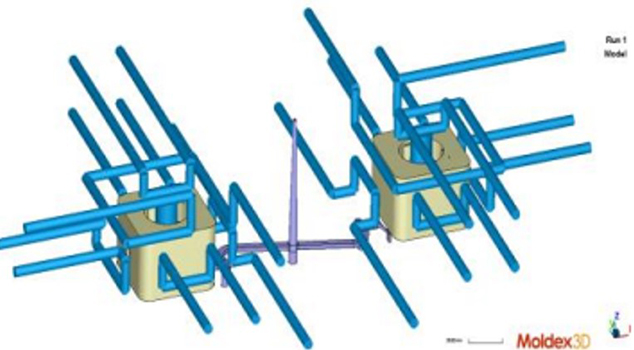
- 產品說明:智慧插頭尺寸(mm)為長82 x寬85×高70、平均厚度5,成品重量55.1g,穴數為1出2,外觀做咬花處理,產品及流道、水路如圖1所示。
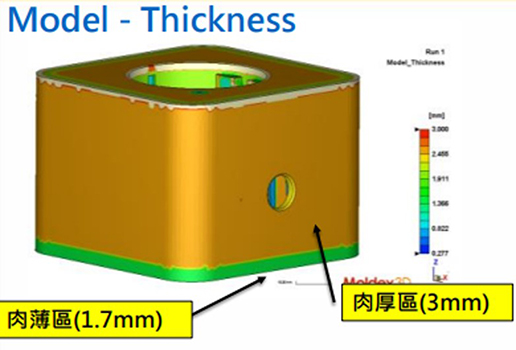
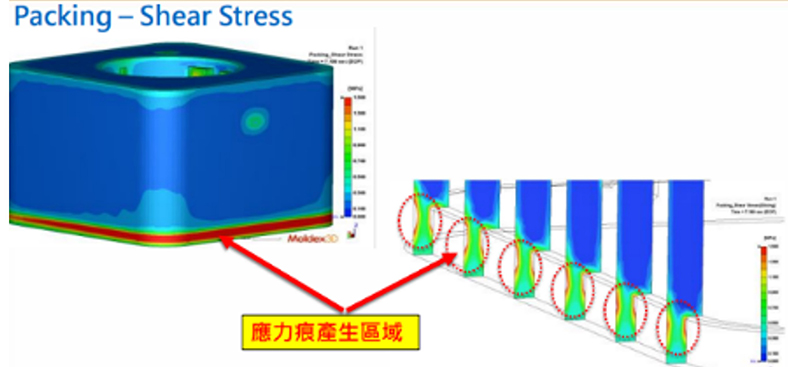
- 問題焦點:圖2為產品產生應力痕的位置。
- 使用材料:PC,縮水率為4/1000。
模流分析:原始設計
通過充填保壓分析,判斷原始模具設計產生應力痕的原因,通過冷卻分析評估當前週期時間及溫度分布。
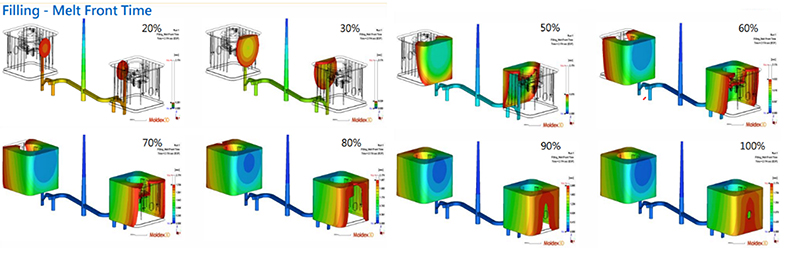
充填分析
圖3為充填分析,兩穴產品流動平衡,無明顯遲滯現象。流動末端經過圓孔設計,可能會產生縫合線,但後期做咬花處理可避免該外觀問題。
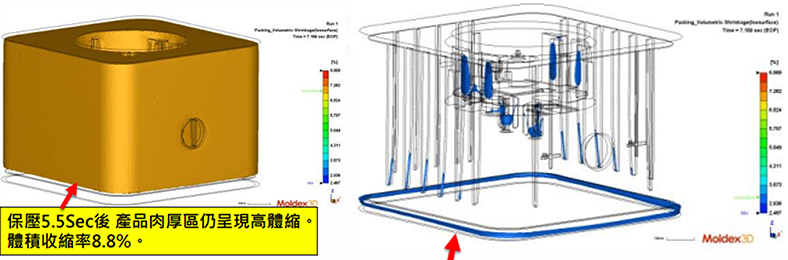
保壓分析
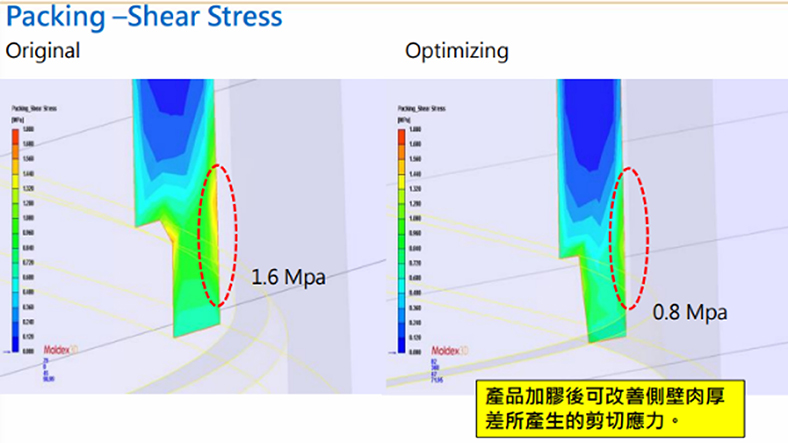
如圖4,由體積收縮率結果可看出,保壓結束後主體肉厚區域處於高收縮狀態,收縮率為8.8%,而美工縫肉薄區域處於低收縮狀態,收縮率為2%。圖5為剪切應力結果,可觀察到產品厚薄差異區域,由於溫度及體縮率差異大,產生剪切應力,外觀容易產生應力痕。
冷卻分析
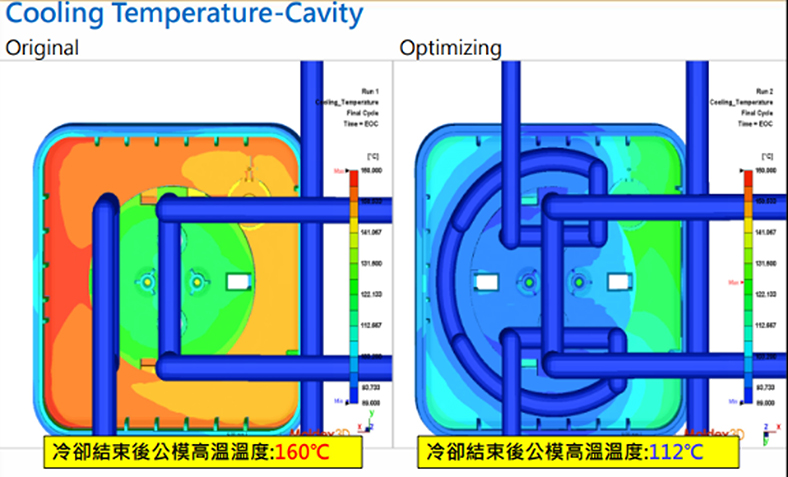
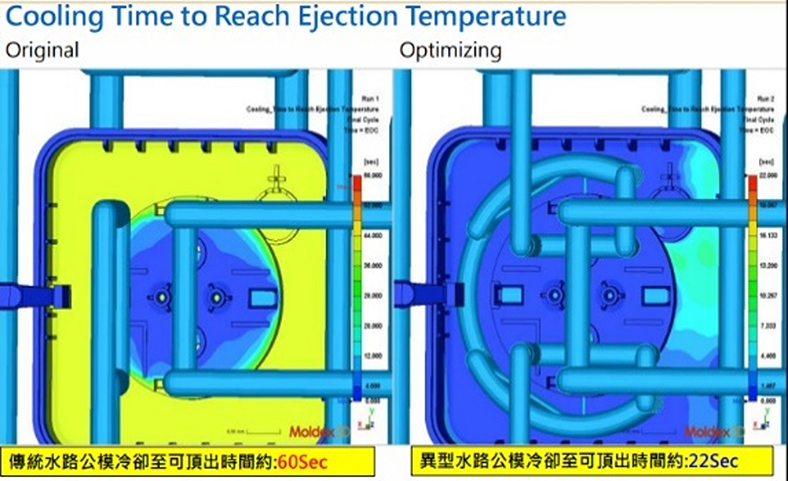
圖6所示,冷卻時間60sec結束後,公模的溫度約為160℃,存在積熱問題。可判斷公模的冷卻設計較為薄弱。
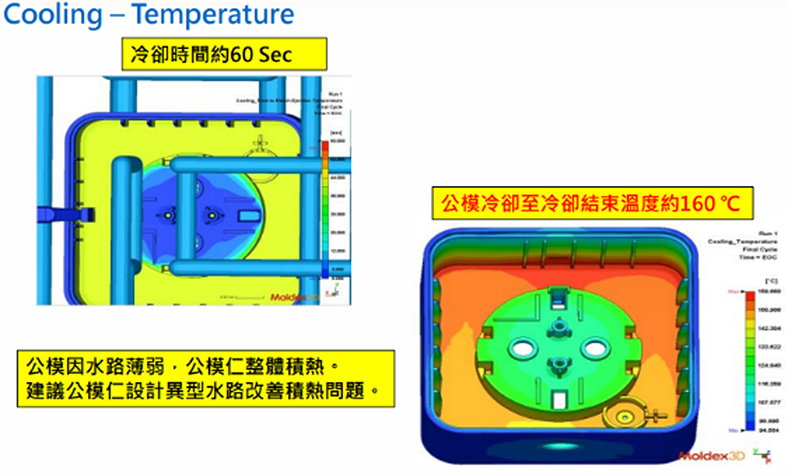
以上結果可判斷,產品美工縫處因為肉厚差異過大,造成體積收縮差異及剪切應力過大,產生外觀應力痕問題。另外公模水路不足,易產生積熱,增加週期時間。因此改善對策可對公模仁進行異形水路設計,並降低美工縫處的厚度差異,改善應力痕問題。
模流分析:改善設計
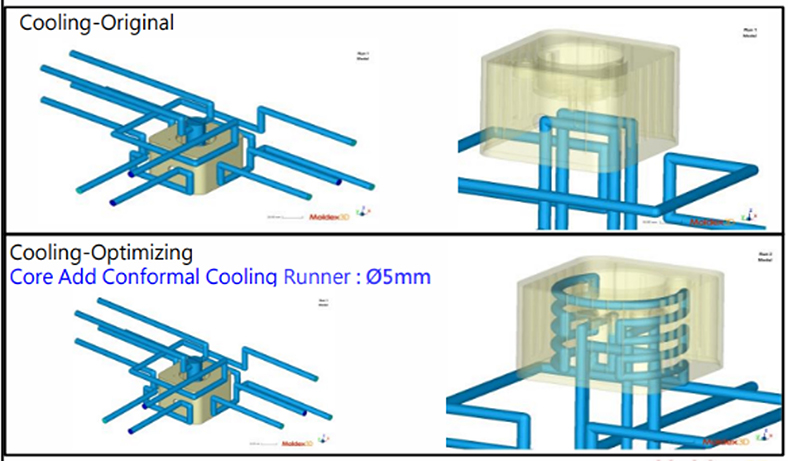
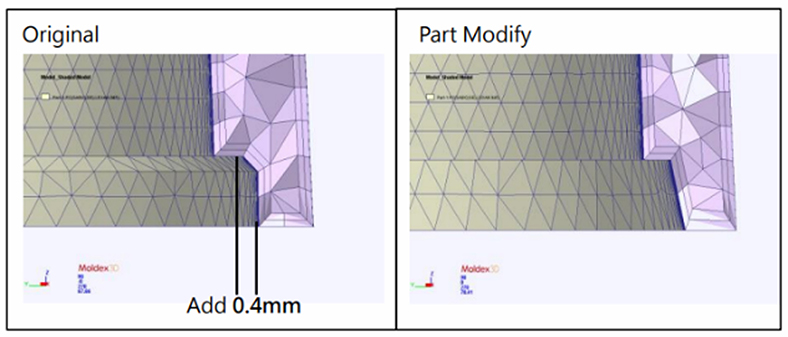
要改善此部件的週期問題及外觀問題,需要對模具水路設計進行優化,如圖7為針對公模進行的異型水路設計。圖8為針對美工縫做加膠0.4mm的設計變更。
保壓結果對比
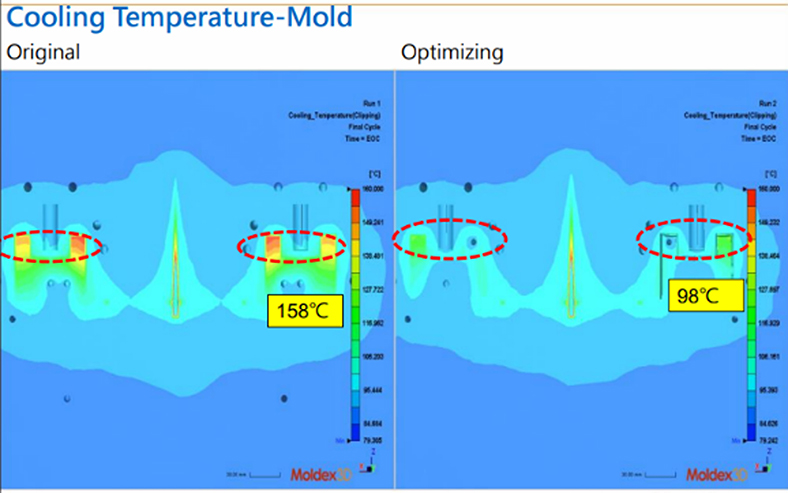
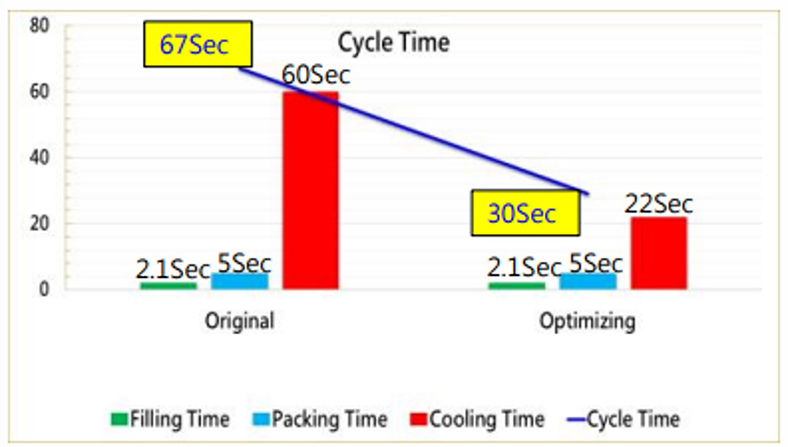
圖9為加膠前後剪切應力結果對比。加膠後,側壁剪切應力降低到0.8MPa。圖10為冷卻水路改善前後對比,異形水路設計的最高公模模溫由160℃降到112℃。週期時間由60sec降到22sec,如圖11。模具剖視圖可看到積熱區域溫度降低60℃,如圖12。
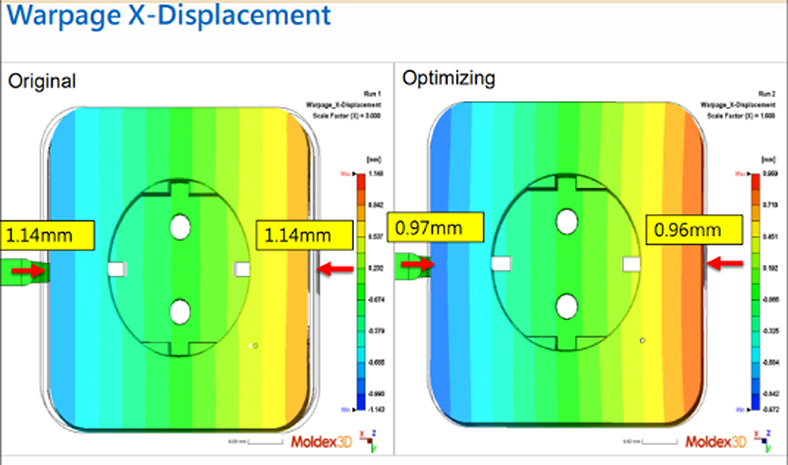
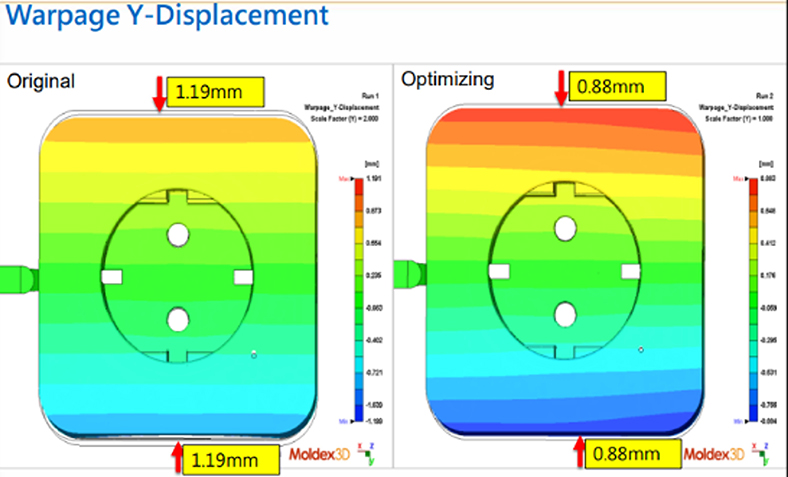
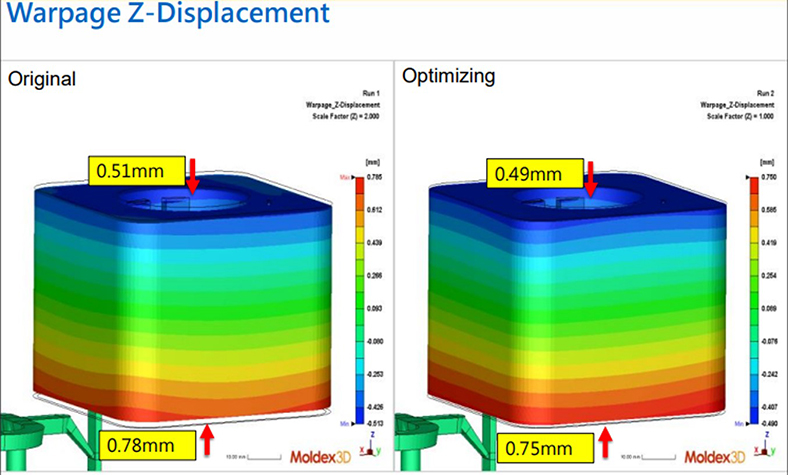
翹曲結果觀察
更改肉厚及冷卻設計後,產品各方向收縮值也有所改善。圖13、圖14、圖15分別為X、Y、Z方向的收縮對比。
結論
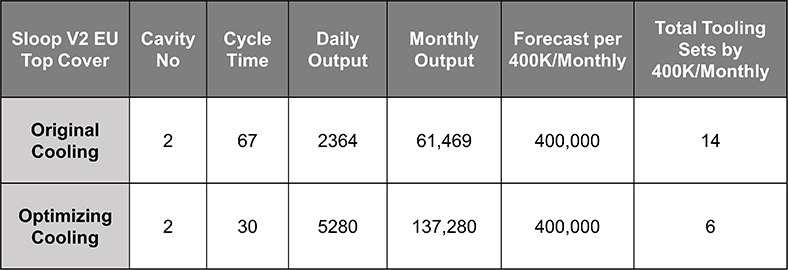
最終透過異形水路設計可有效降低冷卻時間,改善Cycle Time由67sec降至30sec,如圖16。以一模兩穴每月400K產能需求,模具套數可由14套降至6套,如圖17。產品底部組裝接觸面,因肉厚差過大產生應力痕,在進行加膠處理後,也得以改善。
本篇文章經科盛科技授權後轉載
參考文獻
[1]. 陳韋安,模流分析運用於3C產品外觀及成型製程改善解析2019/9
