

■耀德講堂 / 邱耀弘 博士
前言
本文在動筆的時候恰是2024元旦的破曉時分,Dr.Q想起一首英文老歌──破曉(Morning Has Broken – Cat Stevens演唱)的第一段歌詞:「今日的破曉就如第一個清晨」,如果沒有人類的文明加持,元旦日的破曉確實和過去的任何一天並沒有什麼太大的改變。因此,Dr. Q就來用一個新的議題來為2024第一個破曉添加重大的意義。我們談談最近出現的金屬粉末黏結劑噴射技術(Metal powder with Binder Jetting Technology,以下簡稱MBJT)。MBJT是積層製造(ASTM F42定義的七種AM,Additive Manufacture)中需要燒結的唯二方法(另一個是材料擠出法,採用MIM喂料的方式),這個技術目前已經追上MIM技術,有趣的是這個技術使我們MIM同業必須以枕戈待旦的心情度過這新年的元旦哩!
正如Dr. Q在上一篇專欄所提,MIM技術剛剛度過50周歲,MIM在1972開始至今對小型金屬零件加工產業引起非常大的波瀾,包含(金屬加工約略分為五個世代,第二代的鍛造法和第四代的機加工法不列入本次討論):
- 第一代工藝:精密鑄造(Investment Casting)──又稱為失蠟或脫蠟鑄造(Lost Wax Casting),可加工材料包含鋁、鐵系與不鏽鋼、鎳、鈷、銅等金屬或合金;壓力鑄造(Die Casting)及液態金屬技術(Liquid Metal Technology, LQMT) ──以輕質合金包含鎂、鋁、鋅合金,甚至是液態金屬的鋯鋁合金金屬玻璃(Bulk Metal Glass, BMG)新材料;
- 第三代工藝:板金沖壓(Pressing of Sheet Metal Work, SMW),採用金屬薄板利用板金工藝彎折成3D造型零件,以鐵、銅、鋁合金薄板最為普及;
- 同為第五代工藝的壓製與燒結的粉末冶金技術(Press and Sinter of Powder Metallurgy, PM),廣泛的金屬材料粉末可以利用粉末製程製作2D零件。
當我們還在討論模具對上述加工技術在製作小型金屬零件的精度問題時,突然發現MBJT竟然可以不用考慮關於模具的問題,這著實令我們這群傳統加工技術的業者大大的震驚。
BJT直接跳過模具與注射加工
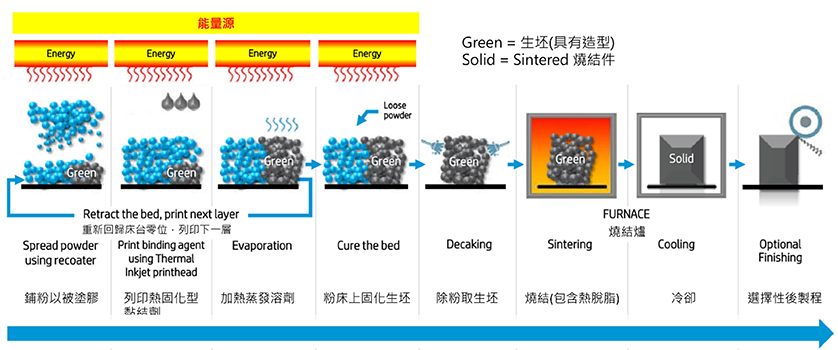
如圖1所示,這是HP公司在2019年發表的文章中所表示的BJT工藝流程,這個程序直接取消我們熟悉的模具與注射加工,金屬零件在列印機的層層鋪粉、噴射黏結劑的過程中被製作出來。
這下好了,突然我們習以為常的討論拔模角、加膠、減膠、排氣……一切有關產品零件特徵變得更沒有限制,而且,我們竟然再也不用擔心模具因為製造過程的磨損與定期的維護保養,甚至模具的儲存空間問題和找不到模具的問題也都被一串串數位數值所取代。然後,我們的MIM注射機也被那台原來是作為文件列印機器的小老弟 – 3D列印機所取代,我們經常討論的火箭頭三件套、砲筒、螺桿,你爬上爬下的吊掛模具、接上模溫機那些揮汗如雨的工作,你在高溫的混料機旁照顧的MIM喂料,這些也隨HP BJT出現而成為過去。
這些並不是未來即將發生,而是HP已經真的在中國內已經進行了3年的實際量產,新冠疫情的三年我們還在為防堵疫情而奮鬥,新技術也沒有停歇,它無聲無息地進入我們的地盤並發芽、紮根。
根據HP亞洲高層的透露,HP的MBJT已經成功地在中國數個原來是MIM產品的製造公司,結合他們原有的粉末材料、燒結工藝與後製程步驟完成許多產品並成為真正的商品,包含許多知名的3C產品也都使用了這個技術所製作的小型金屬零件,材料更包含不鏽鋼與鈦合金等,並非只有選區雷射列印技術(Selection LASER Melting, SLM)獨占鰲頭,而結合原來MIM工藝的原料與設備使得HP公司在眾多BJT設備公司(包含ExOne、Desktop Metal、Digital Metal等國際大廠)獲得更多的經驗。
沒有模具製品的特定瑕疵
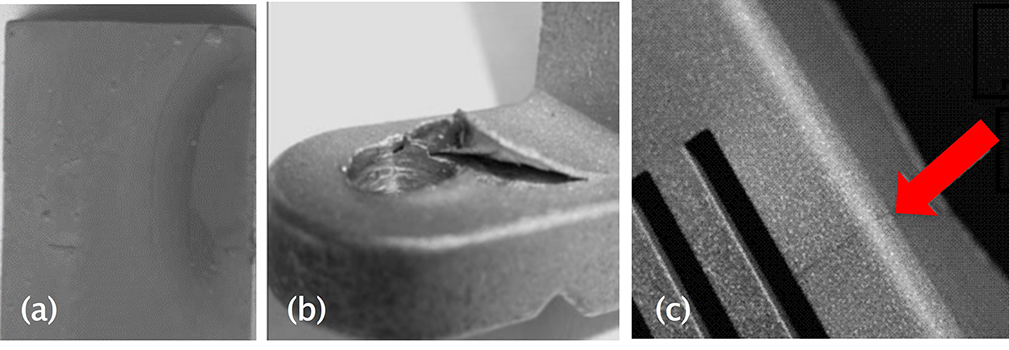
使用MIM工藝在製作小型金屬零件有一個先天上的毛病,那就是MIM喂料在填充模穴的過程因為其流動受到模穴邊界限制產生的波動與衝擊,造成喂料粉末由熔融狀態凝固後的粉末分布不均勻現象出現在MIM生坯的表面與內部,在燒結後便會凸顯出許多缺陷,如圖2所顯示的照片包含了黑痕(Black Mark & Line)、分層或掉皮、結合線(Welding Line,又稱為焊接痕)、包封(Air or Vacuum Bubbles,或稱空氣泡、真空泡,在前述的其他工藝也都有類似的狀況,如精密鑄造、壓力鑄造等)。
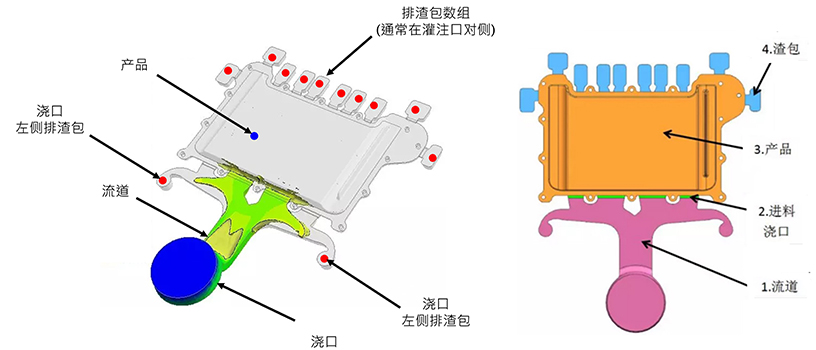
雖然我們採用很多的方式解決這些看得到的缺陷,但是一旦在表面層下看不見或是很難被發現的隱蔽位置,產品的可靠度會大幅度降低,尤其是應用在耐疲勞與高速運轉的機構零件是絕對不可以接受的。這些缺陷都是各種製程工藝工程師們最為頭痛的問題,大部分工程師都只能以「頭痛醫頭、腳痛治腳」的方法採用後加工進行補救,甚至有些企圖使用模具表面「模糊化」的遮醜技術,使MIM表面看不到黑痕就當作解決問題,並且還以之為專利申請了智慧財產權,這些錯誤的手段沒有解決問題的根本,將會導致嚴重的後果。比較可靠的方式,是採用熟悉的「長肉生肌」的材料增生法,在容易造成缺陷的特徵位置進行額外的材料增加,使缺陷移出該特徵位置並進行後加工恢復該特徵,作為安全獲得產品的手段,如圖3所示,在傳統的鋁/鋅合金壓鑄件上便經常使用排渣包(Slag package)這種手段。
即使在以固體材料的板金加工工藝,因為模具邊界的限制造成金屬材料薄板被重度的引伸、拉伸與衝擠,產品成形後必須要進行熱處理才能釋放加工造成的殘留應力。
MBJT的其他優勢
在眾多金屬積層製造技術中,對於材料種類的廣泛性以及限制性,相信它們是無法與MIM技術比較的,這點Dr.Q非常肯定。
而在成形溫度方面,MBJT相較於其他金屬積層製造技術,如SLS/SLM(Selection LASER Sintering/Melting)、MMJT(Metal Material Jetting Technology)或是MEX(MEX – Material Extrusion包含PEP – Powder Extrusion Precipitation或FFF – Feedstock Filament Fusion技術,採用粉末製作成的喂料進行擠出成型),MBJT的成形溫度無疑是最低的(~80℃)。這是非常巨大的優勢,沒有高溫帶來的列印品變形、扭曲以及加工過程的爆炸風險。
對於金屬粉末選型除了球形度要求高之外,限制性的如高反射率(目前僅純銅、銅合金和純鋁)、活潑性高(鈦、鋁等純金屬或合金)都可以在MBJT的設備中進行列印,對於特殊金屬材料3D列印技術的開發有了更為寬廣的大門。
那麼,有了MBJT就不需要MIM了?
恰好相反,俗話說「只要帶個鼠字,都歸貓管!」,即便是黃鼠狼也懼怕貓。既然黏結劑噴射是粉末成型技術的一個分支技術,自然就歸粉末師傅Dr. Q管了(Dr. Q就是往自己臉上貼個金,好看!),MBJT和MIM可以說是很難分開的孿生兄弟技術,此話怎說?
在前段所提到的粉末成形缺陷並沒有提到關於粉末處理、燒結以及後續的處理工藝所遭遇的問題,假設3D列印有全球最頂尖的HP公司的支持是沒有問題的,那麼,Dr.Q在這裡把MBJT、MEX和MIM的優劣比較與共性問題列出如下:
- 收縮率的控制MBJT優於PEP/FFF和MIM,但無法如MIM有一個範圍寬廣的收縮比選擇(1.128~1.259),目前MBJT僅能選用單一的收縮比約在165,PEP/FFF則可跟隨MIM的喂料有較大的彈性;
- 粉末,這些技術都需要使用粉末且粒徑在小於40um以下,粉末是一種基於高斯分布(Gaussian distribution or Normal distribution)的不均勻物質,只要控制手段失誤就會造成一定的密度不均勻缺陷;尤其是以單純粉末鋪粉在噴射黏結劑的MBJT技術更容易發生分層現象;另外,HP對於使用的粉末供應商不進行限制,只要能夠通過該設備的鋪粉測試,都能夠被使用,這無疑給了中國粉末製造商莫大的機會,同時也降低了積層製造業者的粉末材料成本,讓更多人可接納這個技術;
- 表面粗糙度受到粉末選型以及製程壓力、溫度的限制,MBJT是在接近正常1大氣壓下工作,黏結劑的溫度低於80℃、粉末使用d50約在9~11微米甚至更大到15微米的球型粉末,相比PEP/FFF和MIM使用更細的粉末和密度更高的喂料,MBJT的材料密度就較為吃虧;
- 材料種類的廣泛性較高,但仍舊不及傳統PM及MIM製程,主要在於僅能使用純元素粉末或是純預合金,MBJT目前不能夠使用母合金以及元素金屬混合的粉末;
- 黏結劑的添加後再去除,雖然MBJT使用的黏結劑非常少,但是要能夠獲得可以移動的生坯以及可以堆疊多層列印的過程,黏結劑的用量勢必要適當,目前MBJT的生坯強度大約在10Mpa,比起PEP、FFF以及MIM較為脆弱,要十分小心避免因移動或是重力造成特徵龜裂。因此,沒有例外的MBJT技術仍舊需要設計支撐,支撐不是用來防止列印的熱扭曲與變型,而是用來抵抗重力支撐的問題;
- 燒結支撐與材料相變化、燒結空間和成本計算,這個問題的解決能力就是MIM老師傅 Q的最強能力(久病成良醫),雖然MIM目前的設備都可以幫助到MBJT,但是現有MIM設備用於MBJT真是大材小用,許多燒結爐的規格包含燒結參數對於MBJT都是不適用的;舉個例子,燒結爐的空間、能耗成本和冷卻時間就是一個明顯的問題,MIM專用的爐子是希望容量更大、裝載更多,然而對於MBJT就相對過大而造成浪費,而且從專爐專用的角度來看,不同工藝成型品以及體積/重量大小差異過大的製品共燒存在許多不確定的因素,可能會導致燒結結果異常;不過,MBJT需要較為小型燒結爐的限制無疑提供了燒結爐製造商的新機會,小體積、可控加壓以及快速冷卻,將會是未來MBJT產業上的新需求;
- 金屬零件的後處理一直都是積層製造的短版,因為積層製造的產品數量通常是少量多樣,沒有辦法如大量生產的製品可以使用專門的設備和工、治具來進行後處理,這點就需要時間來累積經驗;列印解析度與模具品的差異在於成型過程的壓力,因此機械加工的後處理是唯一可以縮短兩種差異的最好方式,保留燒結後產品可以夾持的特徵將是BJT最迫切學習的設計要求,這個也需要時間來累積經驗!
新的一年,MBJT與MIM攜手並進的2024
其實積層製造的方式仍舊不能超越MIM在於模具品的精度和特徵輪廓,不過對於變化密度包含特殊的拓樸結構則是MIM無法達成的,兩者處在各自擁有長短處但都能有一片天的優點。寫了一天,來到這裡已經是2024/1/2中午,改來改去和收集圖片花掉Dr.Q許多時間,希望這篇開年的專稿能夠提供MBJT從業者們的一個指引,並且安撫MIM業者快速接納MBJT挑戰,並尋找兄弟聯手的合作機會,畢竟都屬於粉末成型技術的大家庭一員。新年快樂,又是陽光普照的一年。
