

■資料來源:SPE 北京分會
前言
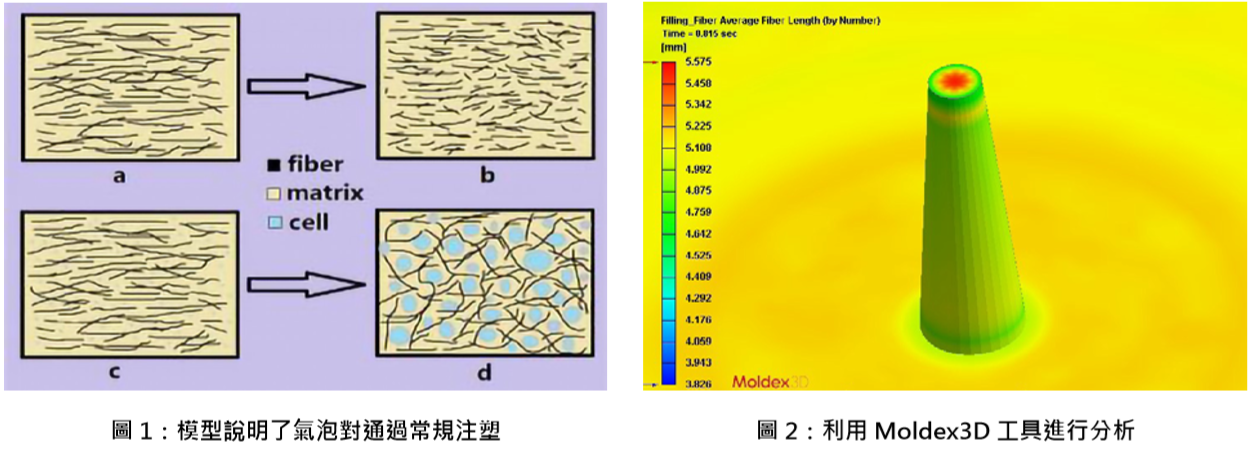
新型注塑技術可以降低加工過程中纖維斷裂的程度和纖 維沿流向排列程度。儘管聚丙烯(PP)是最廣泛使用的 塑料之一(由於其密度低、易於加工、軟化溫度高並且 成本低),但由於其機械性能相對較差,從而使得其應 用受到一定的限制。因此,常常使用玻璃纖維(GF)來 增強PP基體,以低成本實現良好的拉伸強度和模量、 剛度、耐衝擊性、耐化學性和熱穩定性。事實上,以這 種方式結合PP和GF在汽車和建築等行業越來越受歡 迎。迄今為止,縱橫比小於臨界值200的短玻璃纖維 (SGF),在聚合物複合材料行業已經被普遍用於增強 材料。然而近年來,長玻璃纖維(LGF)增強PP材料在 聚合物工業中每年增加30%。
GF-PP 複合材料
注塑成型是GF-PP複合材料最常見的製造技術之一,因 為它能夠快速製造複雜幾何形狀的零件。因此,注塑成 型的GF-PP複合材料的力學性能多年來備受關注,一般 認為GF增強PP部件的力學性能主要受長度、長度分 佈、纖維取向、GF和PP基體之間的界面粘合以及GF 和基體材料的固有機械性能等因素影響。研究表明,發 泡技術可以減少GF-PP成型件中纖維斷裂的數量,並有 助於避免SGF-PP部件中的纖維磨損。然而,幾乎所有 以前的研究都集中在SGF增強的聚合物基體上,發泡技 術是否同樣適用於LGF增強複合材料還不清楚。
因此,在我們的工作中,我們有動力去探索各種提高 GF-PP複合材料力學性能的發泡方法。例如,我們 先前已經研究了加工工藝對PP/低密度聚乙烯共混物 的機械性能和發泡結構的影響。我們發現通過仔細選 擇注塑加工參數,可以使復合材料的韌性有顯著的提 升。作為先前研究的拓展,我們在新工作中研究了不 同發泡技術對GF-PP複合材料纖維長度和纖維取向的 影響。具體而言,我們研究了傳統注塑成型(CIM) 和發泡注塑成型(FIM)各種不同的加工條件,來製 備具有不同初始原料長度(即LGFs和SGFs)的LGF 增強PP複合材料樣品。
結論
作為我們實驗的一部分,我們進行了拉伸試驗以測量 我們的複合材料的機械性能(例如,強度、模量和斷 裂應變)。我們的研究結果表明,樣品的殘餘纖維長 度和力學性能之間有著密切的關係,這兩者在很大程 度上受加工條件的影響。我們還發現,LGF增強FIM 樣品表現出最佳的纖維長度和纖維長度分佈(即產生 最好的機械特性)。此外,相比CIM樣品,這些樣品 沿著纖維方向顯示出更低的纖維取向度。我們的研究 結果還表明,在LGF增強複合材料中存在氣泡可能有 助於減少纖維斷裂量。
我們認為這個發現有兩個可能的原因。首先,發泡劑 和新產生的泡沫可以起到增塑劑或緩衝墊的作用。換 言之,LGF增強PP複合材料中氣泡的存在降低了熔 體的粘度並改善了流動性。這又降低了聚合物基體中 的剪切應力,從而減少了纖維斷裂的發生。其次,注 塑成型工藝的保壓階段是能夠顯著影響纖維斷裂程度 的重要步驟。也就是說,保壓階段的變化會導致CIM 和FIM樣品中不同的纖維長度分佈。
在CIM的常規保壓過程中,使用高壓將熔融的複合材 料注入空腔中,然後將模腔保持在恆定壓力以填充空 腔的剩餘體積並補償填充材料的收縮。 LGFs的破壞 主要發生在這個保壓階段,所以保壓壓力會顯著影響 纖維斷裂。相比之下,在FIM中,填充材料填充到模 具中的保壓主要取決於氣泡生長膨脹的效果。因此, 由於相對較小、均勻的壓力和剪切速率,纖維的損傷 可以被最小化。
文章来源 作者信息-Ying-Guo Zhou School of Materials Science and Engineering, Jiangsu University of Science and Technology;YingGuo Zhou is an associate professor. He received his PhD from Zhengzhou University, China, in 2009. His research is focused mainly on advanced polymer processing technology and numerical simulation of polymer processing. ■
