■Moldex3D/ 林秀春 協理
【內容說明】
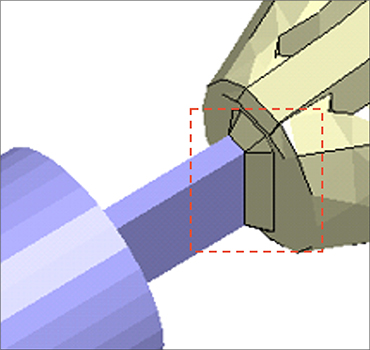
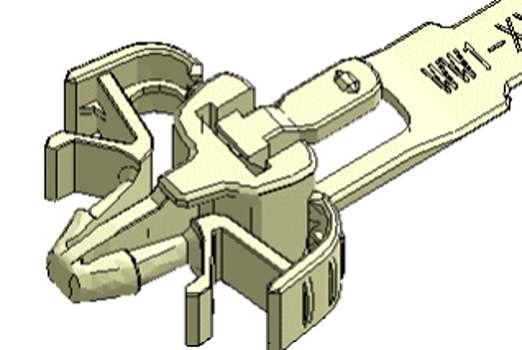
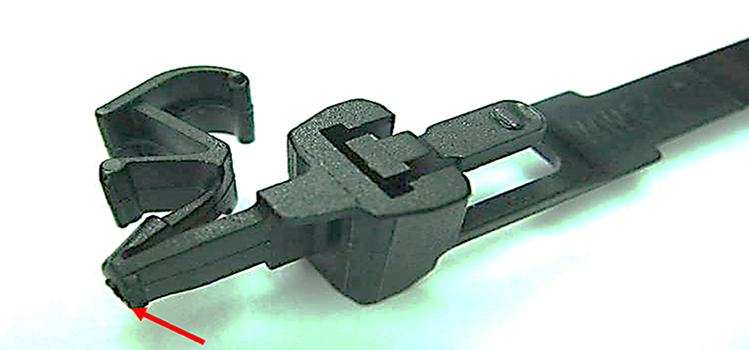
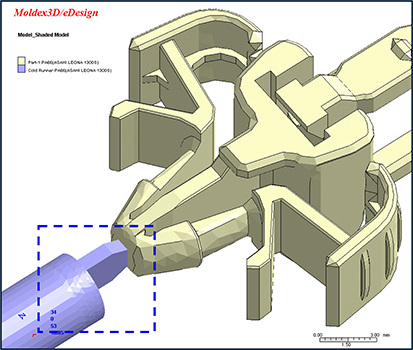
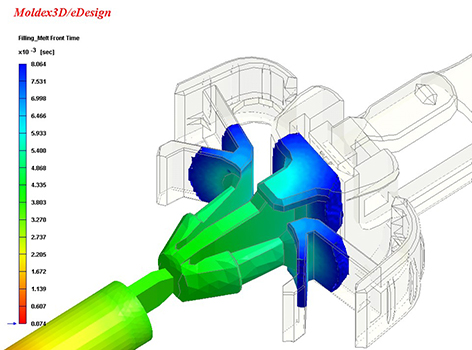
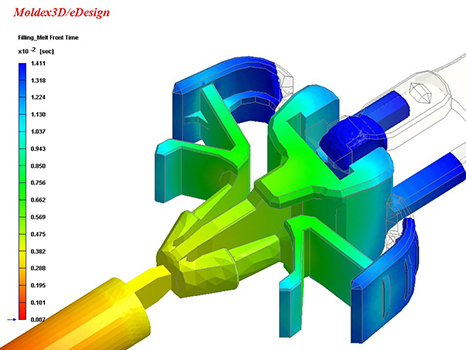
本產品設計為汽車線圈的束帶,模具是多模穴設計,為長帶子狀在頭部有對稱型卡鉤的功能,因此澆口的位置選擇就如圖3實體產品3D圖中藍色框線處所示。而圖4與圖5均為模穴內流動波前圖,從兩張圖中可看出均是對稱的流動,充填射出沒有狀況,但實體射出產品在綁線圈時候,頭狀會破裂分開,變成如圖2的對稱破裂圖示一般。
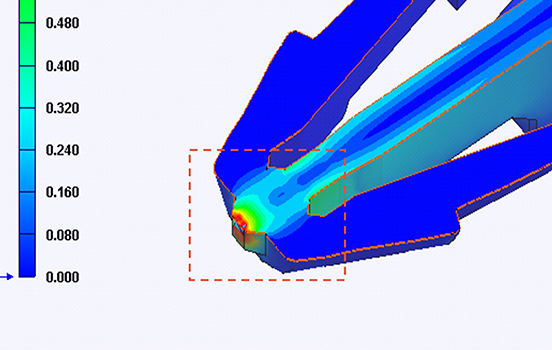
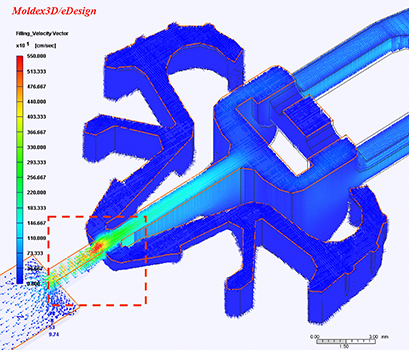
為找出發生問題的原因,因而採用CAE模流分析,並藉此得知澆口地區近處有很大的剪切速度與剪切應力,並將其判定為導致產品裂開的主因,所以「如何降低剪切速度與剪切應力」成為主要的改善方向。
分子鏈配向性的趨勢
整體流場而言,分子鏈大體沿主要流動方向排列。
分子鏈配向性的成因
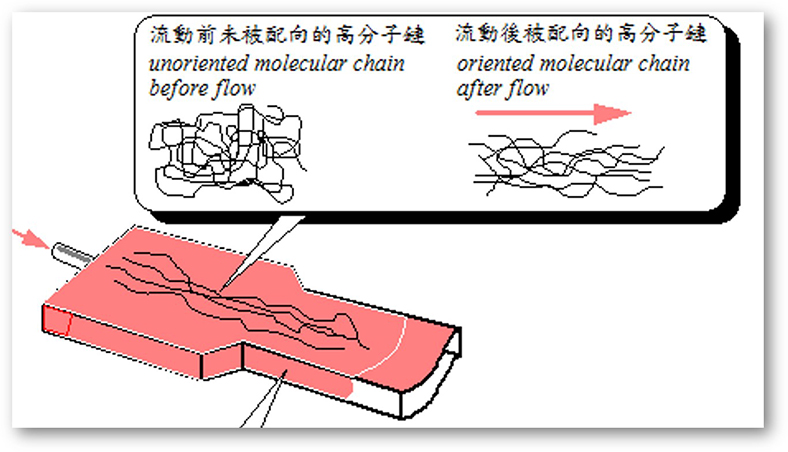
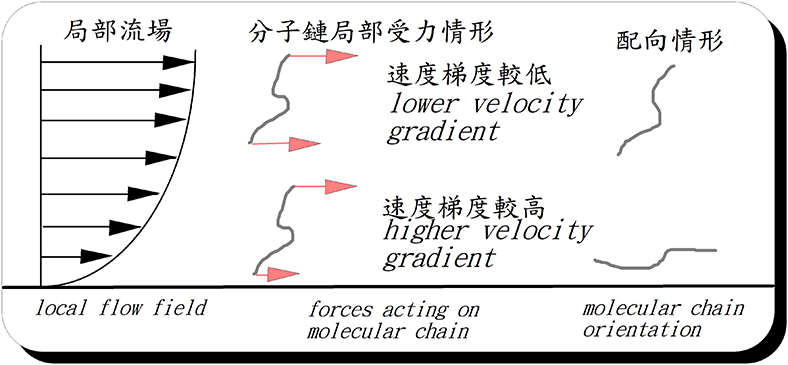
高分子塑料是由長鏈高分子(long chain macromolecules)組成,在外力作用(如流動)下,高分子鏈(molecular chain)會為流場所排向。分子鏈的配向行為來自於作用在高分子鏈局部的外力差異,也就是速度差異(如圖7所示)。由於剪切率(shear rate)是流場速度梯度的度量,表示單位距離內的速度變化大小。因此剪切率大小對分子鏈配向性影響甚大。剪切率越高的區域,分子鏈配向性情形越嚴重。
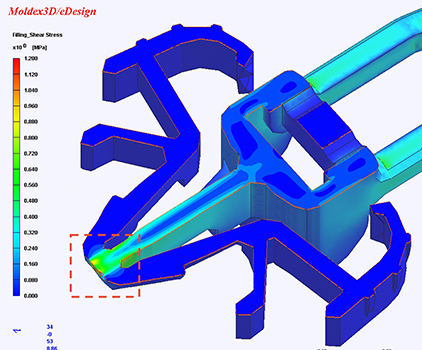
藉由剪切應力代表塑料在加工過程中由於剪切流動造成的應力大小。可經由圖8判別塑料流動應力是否過高,以作為是否使塑料產生裂解及過度殘餘應力(residual stress)的參考。若剪切應力過高(如大於0.3MPa),有可能使塑料遭受過大應力,影響強度甚至導致破裂(如圖2所示)。
因此可以看出熱對流對於溫度分布的效應,黏滯加熱區域的溫度分布情形會升溫偏高。一般而言,充填過程中之體積溫度分布情形應反映出塑料充填流動的趨勢。
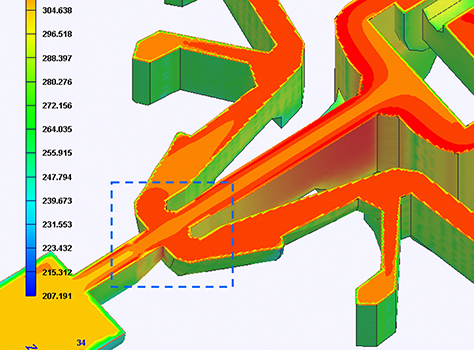
以不同顏色顯示充填瞬間塑件溫度分布情形,由於塑件表面接近模溫,因此通常顯示低溫狀態。剪切率過高會破壞高分子鏈造成成型塑件局部劣化,同時高剪切率也有可能導致過量黏滯加熱造成塑件燒焦。