
")
■ ACMT/ 劉文斌
前言
在射出成形製程中,當高溫塑膠熔膠射入模穴後開始進 行冷卻時,因材料熱漲冷縮的特性,所以會使塑料在冷 卻的過程中,持續伴隨著材料比體積 (specificvolume) 的減小,此冷卻過程所產生的體積減小,就是塑膠材料 的收縮現象。此收縮現象會持續進行直到成品冷卻到室 溫條件後,體積收縮變化才達到平衡狀態。然而有的材 料甚至會在室溫條件下,或因為吸濕、照光、受熱等狀 況,而啟動了產品內部的應力釋放,所以會再造成產品 體積上的持續收縮變化,此現象即是所謂的產品後收 縮,所以一般要檢驗產品尺寸是否已穩定沒有收縮變形 狀況,會去要求產品需靜置48小時後,再進行尺寸上的量測。
產品翹曲
而所謂的產品翹曲就是指成型產品的表面外觀發生變 形,使的產品外型無法依照設計上的外觀尺寸及形狀。 如果產品的整體收縮相當均勻,那產品就不會發生變形 或是翹曲的現象。換言之產品的變形或翹曲現象,主要 的形成原因就是在產品的局部位置上,發生了不均勻的 收縮現象。然而造成產品不均勻收縮變形的原因有許 多,例如:在成型過程中所產生的產品內部應力(流動 應力或收縮應力),或是因為產品在某些位置上發生較 劇烈的分子鏈定向效果或補強纖維的排向現象,或是在成型時產品的整體溫度分佈差異很大或溫度變化不一 致,或是在成型過程中產品的作用壓力差異極大(例 如常見在澆口附近發生過飽壓現象,遠離澆口的流動 末端卻飽壓壓力不足等),或是在產品厚度方向不同 位置上,於成型冷卻固化階段時,所感受的壓力程度 也不盡相同等等‧‧,因為造成產品不均勻收縮的原因 很多,且會互相影響;所以要使產品在成型後能有較 均勻的收縮,且產品的變形及翹曲程度能被接受或是 可藉由成型條件來調整控制,都需要先對塑膠產品的 收縮及翹曲特性有所了解。
材料種類對產品收縮的影響
非結晶性塑膠具有較低的收縮量值,所以非結晶性塑 膠相較於結晶性塑膠會有較佳的均方向性。對於射出 產品,常常會因為產品的厚度分佈或是澆口位置或澆 口型式的設計不同,使得在射出充填時,會因為流場 的高剪切作用而在流動方向上產生高度的分子定向效 果,此分子定向效果也會造成產品整體的收縮作用發 生了異方向性或不對稱性,也就是說在流動方向與垂 直流動方向上的塑料收縮作用將會不一樣。通常射出 件產品會在流動方向,因具有較嚴重的分子定向效 果,而產生了較大的收縮量。另外產品的肉厚也會造 成不同的收縮程度,一般而言,較厚的產品或成品中較厚的區域,會因為其冷卻速率較慢,而比較薄產品 或較薄厚度區域,產生了較高的收縮現象。
結晶性塑料因為在冷卻過程中會伴隨結晶作用產生, 分子鏈會互相作用緊密排列形成結晶區域,造成更多 的體積減少,所以結晶性塑料會具有較大的收縮量 值。塑料在射出加工時,所產生的結晶度程度,也會 影響到產品的收縮量。所以一般結晶性塑料會顯示出 異方向性的收縮量值,特別是在產品厚度有變化的產 品上,此異方向性收縮特性就更顯著。 .在產品上較 厚的區域因為塑料在此的冷卻速率較慢,分子鏈有足 夠的時間可以排入結晶位置,進而可產生較高的結晶 度,所以在此較厚區域上的收縮量值也會較大。
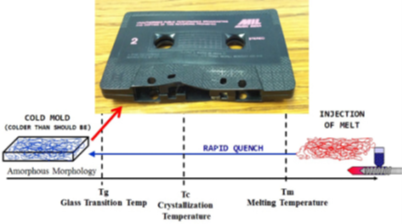
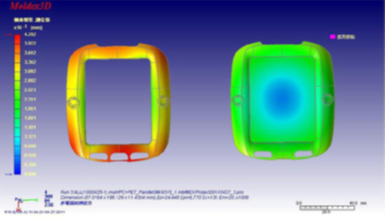 圖1: 塑膠材料的收縮與翹曲 ; 圖2: 利用Moldex3D 分析翹曲變形
圖1: 塑膠材料的收縮與翹曲 ; 圖2: 利用Moldex3D 分析翹曲變形
材料配方中添加劑或補強材對收縮及翹曲影響
對於非結晶塑料或結晶性塑料,如果塑料配方中添 加了顆粒狀或是片狀的填充劑-filler(例如無機類填 充劑 Talc,CaCO3,Mica, 玻璃珠 -glassbead 等等 ..), 都會降低塑料的收縮量值且可產生較為均勻的整體收 縮,而這些添加無機添加劑配方的塑料,一般會有 較高的剛性值 -( 抗折模數 -FlexuralModulus),但是 會降低塑料的耐衝擊強度 ( ImpactStrength)。塑料 如果配方中是添加補強材,例如玻纖(GlassFiber)、 碳纖 (CarbonFiber) 等長徑比較大的纖維補強材,因
圖1:塑膠材料的收縮與翹曲為流場的高剪切作用,會造成纖維補強材的纖維定 向現象,所以一般纖維補強塑料射出件,在垂直流 動方向 (cross-flowdirection) 的收縮率會比流動方向 (flowdirection)來的高,所以加纖補強塑料的射出件 其變形量及翹曲量的議題,纖維的排向效果將是一項 重要的影響決定性因素。
對於沒有添加補強纖維的純塑料而言,其射出成型品 的翹曲現象主要是受到產品的厚度分佈與模溫分佈所 影響。產品厚度厚薄差異太大或是公母模溫溫差差異 過大或是局部模溫溫差過大都會造成成品產生較嚴重 的翹曲現象。對於纖維補強塑料而言,塑料組成中的 補強纖維(玻纖、碳纖、有機纖維等)具有高剛性及 極低的熱收縮性特性,所以補強纖維會去抑制塑料的 整體收縮。且由於補強纖維具有較大的長徑比,在射 出充填時會有流動的排向效果,造成補強纖維塑料射 出產品的收縮量值是具有非均方向性的,一般補強纖 維塑料射出件在沿著纖維的排列方向上(一般是流動 方向)相對於其垂直方向,會具有較小的收縮量值。 相同原因,對於添加長徑比值接近一(形狀近似圓形 的添加劑)的粒狀填充材塑料而言,雖然其射出產品 的收縮量值會比純料來的小,但所表現的非均方向性 就沒有纖維補強塑料產品那麼明顯。■
