

■ ACMT/ 劉文斌
射出成型加工製程面臨的問題
射出成型加工製程是一種大規模大量製造的生產機制, 因此生產過程中的任何缺失或製程加工參數變異,都將 會導致產品品質損害與破壞,以及造成大量的時間與製 造成本損失,更嚴重者也會使整個生產過程是無效浪費 的,產生過多需進行後續處理的不良品,最終也將導致 生產製程停止。如果企業花費了時間、人力、財力來進 行一項無效性生產,結果將造成企業資源浪費和資金損 失,最終也將成為一個完全虧損的企業。
除了不可預見的生產設備故障外,射出成型製程中出現 的生產問題和產品缺陷主要原因是由於生產加工條件中 的成型壓力、塑料粘度或加工溫度的不穩定變異所引 起。這些不穩定性將導致生產製程條件的變動和最終產 品發生不良現象與缺陷。一些主要產品不良缺陷現象, 如起泡,空孔,流痕,短射缺料等,都是由於加工過程 中溫度和壓力的波動變異性所引起。產品缺陷與問題有 很大的部分是由於溫度波動和缺乏精確的溫度控制而導 致的,例如過熱或低溫。當加工溫度過熱或低溫時都將造成產品品質的變異。一方面材料的流動性隨著溫度 的升高將更好流動,但另一方面極高的溫度會加速塑 料熱降解,導致模塑製品的物理性劣化。因此溫度管 理是確保產品質量一致性並防止熔膠熱降解,而且可 以讓成型加工操作者減少調機時間,提高生產效率的 重要控制議題。射出壓力是另一個需要探究的重要加 工參數,兩階段的成型加工壓力-充填壓力和保壓壓 力。通常充填壓力設定得比保壓壓力較高。在低壓的 情況下可能發生諸如空孔、收縮、短射等缺陷;而在 高壓情況下可能導致毛邊、破裂等不良現象。另外是 由於射出速度差異所引起的缺陷,注射速度的控制, 對於解決噴流痕和外觀流痕等問題至關重要。
模具試模驗證過程
射出成型加工製程中試模工作是模具製作完成後與開 始射出成型生產前的一項十分重要的驗證工作。模具 試模驗證程序是優化新製模具以較適化成型加工條件 來有效地生產所需塑件產品的過程。此工序成為射出 成型加工製程中穩定與效率生產最重要的生產步驟。在將射出模具移交給射出成型現場單位進行生產之 前,模具試模試驗工作必須被確實執行完畢,必須確 保在任何地方以完全相同的一套標準試模方式來進行 試模過程是非常重要。
在模具試驗過程開始之前,產品加工製程開發階段將 致力於產品與模具設計。設計單位與模具製造單位一 起討論模具結構和技術解決方案。結合設計參數資料 庫與射出成型大數據,利用智慧製造設計工具來解決 先期設計階段的技術問題,以避免模具中出現不必要 的錯誤設計,並確保模具試驗的第一階段(首次模具 試打產品T0試模)已經可以為我們提供了良好的產 品。大多數情況下標準模具試驗過程包括三個測試階 段。有時在一個階段內就會進行進行幾次模具試驗。 如有必要將會繼續進行成型測試和模具優化,直到產 品符合客戶的確切要求為止。
模具試模驗證可以分為三個階段
第一階段:模具首次出料,T0 試模 ”First Out of Tool(FOT)”,這是第一次將熔融塑料注入模具中進行 射出成型加工生產成品。在此第一次加工成型時將測 試模具在射出加工週期動作下確認是否可以完美完成 模具關閉,是否模具能提供足夠的冷卻效果與產品順
利頂出離模,成型產品外觀是否合於要求,部品是否 有毛邊、氣體包封、氣孔或變形等不良現象。最後根 據試模驗證調查結果編制一份T0試模報告,報告中 應指出模具是否需要進行優化修改。後續模具製造單 位將評估繼續優化模具,並將T0樣品發送給客戶進 行確認。
第二階段:來自客戶的反饋,一旦第一階段試模發現 的產品或模具的任何缺失被解決了,接下來將使用優 化的模具來進行修改後的模具成型試驗。再將第二階 段試模最終產品提供給客戶。並與客戶一起討論產品 尺寸外觀方面和成型加工周期時間。試模結果評估是 否生產出具有吸引力和功能性的產品,尺寸是否正 確,是否能在計算的周期時間內製造並滿足客戶的其 他要求和願望? 然後將該射出產品提供給相關產品測 試,並為客戶提供充分的機會來測試產品。再向模具 製造單位發送另一份試模報告,其中包括此次客戶的 反饋以及接下來是第二輪的模具優化設計修改建議。
第三階段:模具最後的加工潤飾,最後使用完全優化 的模具來進行第三階段的模具試模驗證。在這個最後 階段一切都是關於模具最終的加工潤飾。例如在模具 表面紋理選擇消光或高光澤效果。一旦射出產品完善並且每個細節都檢查完畢,模具就會進行長時間的連 續射出成型試驗。在此之後模具將被運送移交給生產 單位。在射出成型生產單位模具最終將依照實際生產 環境再進行最終的生產試模驗證,因為某些條件,例 如每個生產環境的冷卻水溫度可能都會不同。一旦我 們確信沒有其他的模具問題點時,並且客戶已經確認 產品訂單,那模具就可以開始進行批量生產!
何謂科學化試模
當進行模具T0射出成型加工驗證時,站在客戶立場 可能會詢問射出現場調機人員,為什麼試模是用當下 所設定的成型條件來成型產品? 所設定的試模成型加 工條件是依據甚麼標準被決定出來的? 難道沒有更好 的成型加工條件嗎? 現場射出機調機人員有可能會回 答,成型條件的決定是憑著多年的經驗,這種答案有 可能客戶是無法接受的。對射出成型加工製程有認識 的客戶,都會希望產品的成型加工參數設定是有科學 的理論依據與實驗數據來支持的,這樣才能排除人為 的不確定因素,也才能有效控制生產穩定性與產品品 質。
所以科學射出成型加工試模,首先需了解射出成型各個步 驟工序的科學物理意義,射出成型條件的設定與調整,都 需依據科學化實驗來設定,條件參數設定不可以只憑感覺; 依照科學化步驟實驗逐步進行成型參數調整,試模中每項 參數的修改設定都有其背後的科學數據來支持。
科學射出成型加工的運用對於射出成型加工產業並不陌 生,有許多OEM代工廠商可能都被客戶要求需提供科學 射出的試模報告,或是要求以科學射出方法來決定成型 加工參數。科學射出這是一種經過科學理論驗證的成形方 法,可以讓射出成型加工者在射出成型中獲得完全可控制 的射出加工工藝,並可建立精準控制且可重複性的加工流 程,同時也可以確保產品品質具有高質量與一致性。為了 可以掌控最終成型結果,科學射出加工人員必須關注在成 型加工中所使用的塑料的性質變化(例如流動黏度對於溫 度與剪切速率的變化),而不是只關注射出產品所使用的 射出機台。對於試模成型加工需要關注實際射出機台的響 應數據,而不是只觀察所設定的加工條件。具有科學射出 加工能力的廠商能夠向客戶保證,在成型過程的每個階段 都能應用科學化的成型規範,並且可以致力於使用一套既 定的試模與成型加工原則來指導他們的工作流程。
科學射出成型有助於通過避免錯誤成型和優化開發週期前 端的成型過程,來減少成本浪費。此外成型團隊可以藉由 科學射出主動找出問題原因,可降低實際加工生產時處理 不良產品的機會和縮短處理問題的時間。科學射出對每種 產品和加工流程進行科學理論思考,收集所有可用信息以 進行持續分析評判。這與依賴程序化設定並僅在問題出現 後才開始解決問題的傳統射出加工方式形成鮮明對比。在 這種情況下,傳統射出成型加工廠商將會花費時間在事後 確定問題的原因,而不是從一開始就預防問題。與科學射 出加工廠商可以藉由科學射出實驗確認與優化成型條件, 也可以達成產品一致性和產品品質優良的優點。科學成型的加工原則可以滿足操作認證(OQ)和生產資格(PQ)的驗 證要求。
科學化試模的主要內容
科學試模不是射出行業的流行話語,而是一種加工生產趨 勢,正在改變著射出成型產業的加工思維,如何依據及利 用科學化數據,來正確成型加工並製作穩定及符合品質的 產品,將是射出成型加工產業未來的加工作業標準。產品 開發生產過程中,要讓模具製作完成後達到”T0量產” 的目標,先決條件就是要在設計初期就必須掌握到可以正 確成行此設計模具的射出加工條件,模具尚未上射出機台 實際射出前,就需先利用科學方法估算評估合適的初始射 出成型條件,且估算的加工條件與最終量產的條件已經幾 乎相同。這樣才能將成型時可能發生的問題點,在設計初 期階段就能體察到並且加以優化解決。科學試模的技術內 容,主要包含射出成型加工製程中的條件與參數的設定確 認,其中重要加工參數包含
(1).射出機台選用;(2).決定塑 化條件;(3).決定射出充填條件;(4).決定射出保壓條件;(5). 決定冷卻條件等,各項目的科學試模工作內容舉例如下:
(1).射出機台選用-科學理論鎖模力估算,決定適合鎖模力 噸數;實際射出驗證合理鎖模力設定值實驗;射出量估算, 決定適合螺桿尺寸;射出機台速度響應標定,確認射出速 度設定值與實際機台射速響應值的差異。
(2).塑化計量條件-熔膠計量估算(需考慮熔膠熔融態密 度);塑化螺桿轉速(rpm)估算,熔膠料管內滯留時間估算; 塑化背壓設定值確認實驗熔膠塑化行程的科學理論估算與 實際短射實驗驗證。
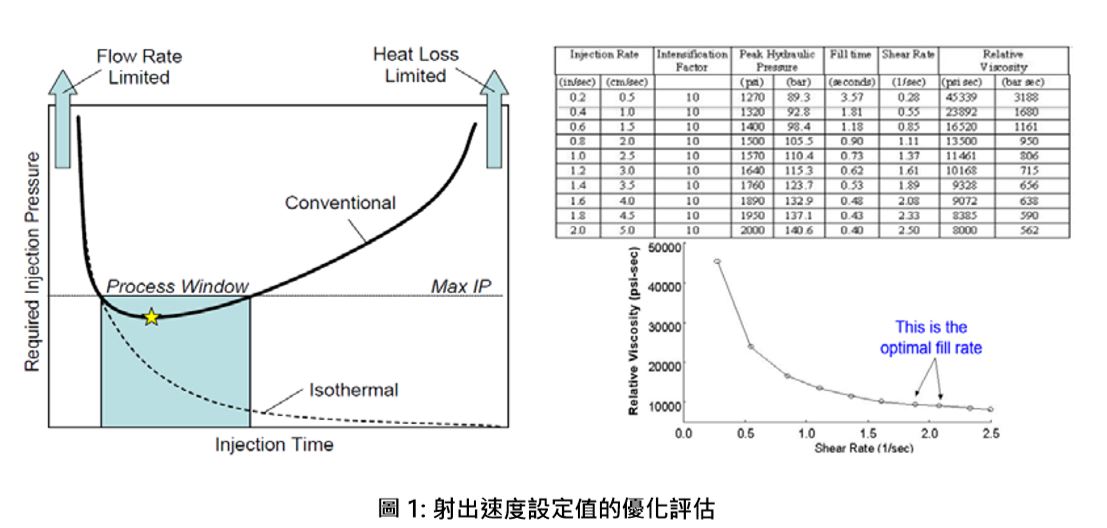
(3).射出充填條件-適當射出速度設定值的決定(U型曲線 實驗),射出充填短射實驗,VP切換點位置決定,多段射 速設定的射速大小與切換位置點決定;模具各區域壓力損 失實驗;充填流動平衡性實驗。
(4).射出保壓條件-保壓壓力大小設定值與澆口封口時間點(有效保壓作用時間)的實驗驗證;加工條件視窗 決定。
(5).冷卻條件-冷卻時間科學理論估算。
(6).射出成型加工周邊參數條件-烘料乾燥筒容積估 算;模溫機冷卻流體流量估算。
另外在實際上機成型加工過程中,也需要搭配一些外 部資源來取得實際的機台響應數據;例如CAE模流分 析解析與驗證,觀察CAE充填分析的流動波前型式與 實際射出短射波前的比對與差異分析;射出機台的速 度壓力響應曲線判讀,比對設定條件與實際機台響應 數據的差異性;射出機台響應統計數據判讀來觀察射 出機在連續生產下的穩定性;同時也進行模內溫度與 壓力數據的即時檢測,利用紅外線熱顯像儀器來量測 模具表面溫度分布,及模內壓力感測器量測模內特定 位置的壓力變化情況。
射出成型加工是一門科學而不是藝術,開發流程必須 基於事實和相信科學化數據來解決產品與成型的問 題,過多人為的主觀因素都將影響正確的判斷。傳統 上大多數模具製造單位都以模具為中心,專注於模具 的機構設計及加工,而沒有從塑料流動的角度來看待 成型工藝;而成型現場都專注於成型機台的設定參數, 然而射出製程的四大控制因子(實際的速度、溫度、 壓力、時間)的實際表現數據才是產品成功的關鍵。 通過改變模具、塑料、成型加工參數…等來解決問題, 但是成型六個關鍵因子(產品,模具,塑料,設備,製 程,品質)對於任何成功的塑件開發而言都是不可或 缺必須考量的影響因素。適當的企業內部技術培訓及 考核認證制度,可以讓企業進行持續的專業人才養成 計畫,也能讓企業的核心技術累積傳承並內化成技術 知識。■
